



【摘要】:热处理过程预防变形和变形后校平均有一定难度。表11-4 锄铲的几种典型热处理工艺方法和工艺参数① 箱式电炉加热时,建议使用QW-F1钢材加热保护剂,不影响压形和油淬。③ 固体渗碳可用BaCO310%~15%,CaCO35%与木炭为渗剂,装箱,于箱式电炉中℃渗碳,出炉开箱空冷。
1.锄铲的失效分析
锄铲(图11-3)的失效形式,主要是铲尖和铲刃受泥土摩擦而严重磨损;或因石块的撞击而损坏。其特点与犁铧的失效相类似。
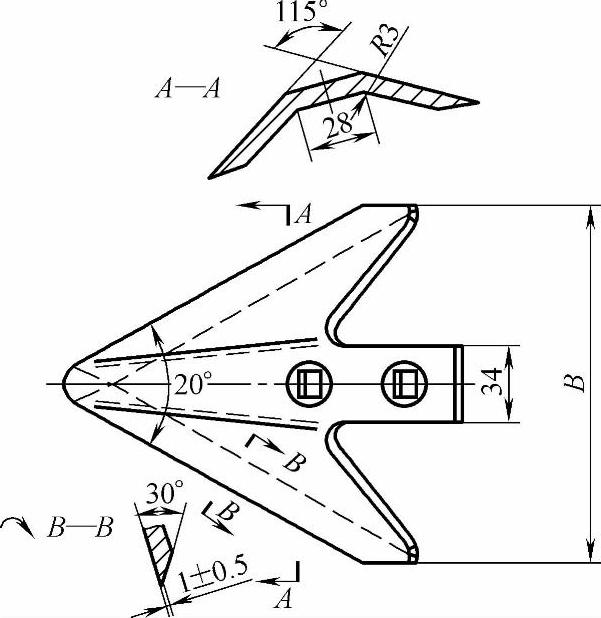
图11-3 典型的中耕用双翼形深松铲
2.锄铲的选材和技术要求
(1)材料选择 不同用途的锄铲(如中耕除草、深层松土、中耕培土、弧形弹柄等的锄铲等),选择不同材料制造。使用最多的是65Mn钢。此外,还有60Si2Mn、Q215和45钢等,不同材料施以不同的热处理方法。
(2)热处理技术要求 中耕用双翼形深松铲的淬火区硬度≥48HRC;非淬火区硬度≤38HRC。
3.锄铲的热处理工艺性分析
不同用途的锄铲大多数是薄壁异形零件。热处理过程预防变形和变形后校平均有一定难度。但所用材料弹簧钢居多,即淬透性较好。因此,认为较厚的锄铲采用热油分级淬火冷却即可确保硬度和变形要求。较小面积而壁薄的锄铲采用熔融硝盐浴等温淬火即可获得满意效果。面积较大且壁薄的锄铲应采用专用胎具或淬火压床淬火才能解决变形问题。(https://www.xing528.com)
4.锄铲的热处理工艺设计
几种典型锄铲的热处理工艺方法和工艺参数如表11-4所示。
表11-4 锄铲的几种典型热处理工艺方法和工艺参数
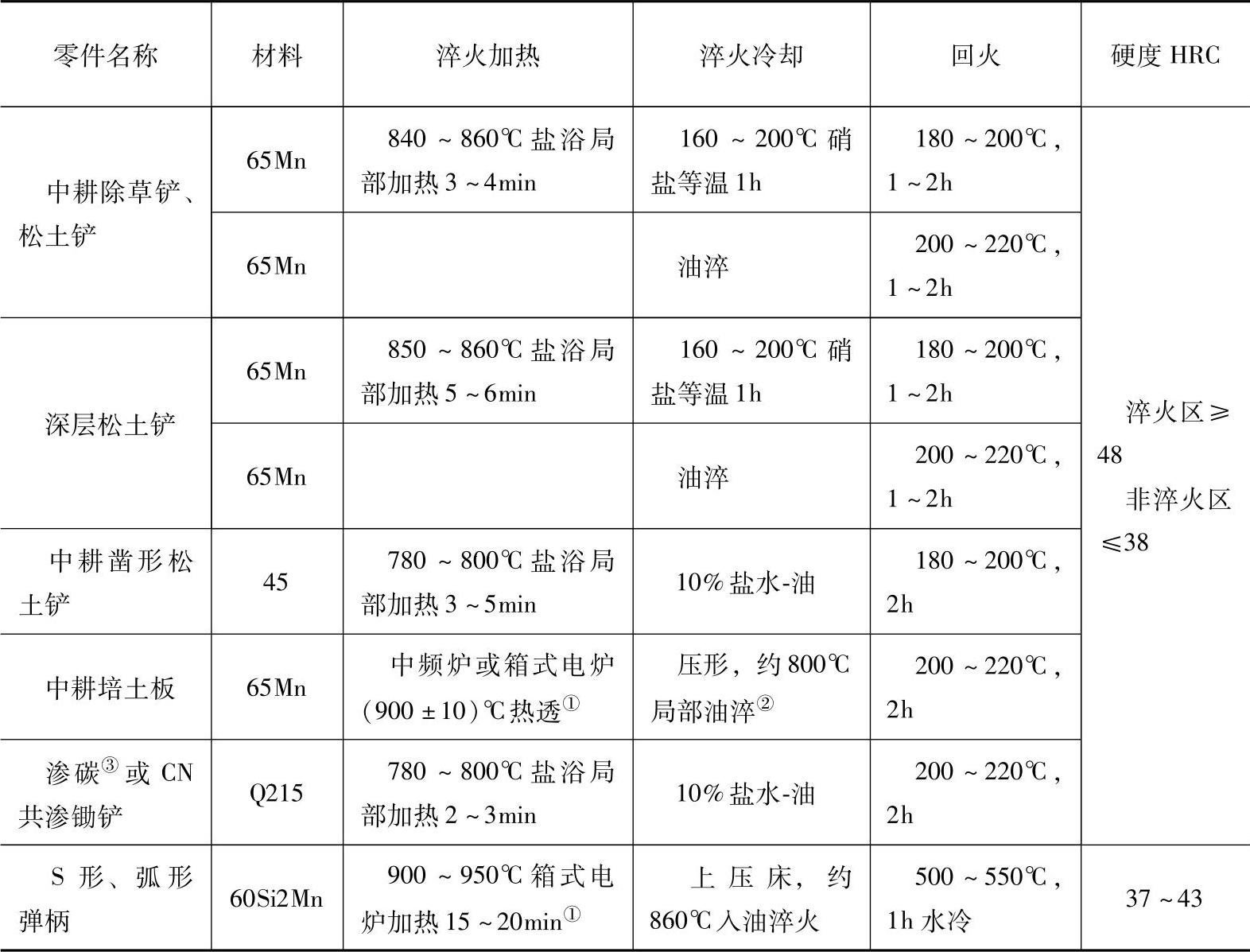
① 箱式电炉加热时,建议使用QW-F1钢材加热保护剂,不影响压形和油淬。
② 用宽口钳保护螺钉孔周围,夹着局部淬油。
③ 固体渗碳可用BaCO310%~15%,CaCO35%(均质量分数)与木炭(约5~10mm颗粒)为渗剂(可买配好的固体渗碳剂),装箱,于箱式电炉中(930±10)℃渗碳,出炉开箱空冷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。