



【摘要】:图11-2 犁壁简图表11-2 犁壁材料和热处理技术要求3.犁壁的热处理工艺性分析从图11-2可看出,该犁壁具有面积大而厚度薄的特点。表11-3 犁壁的热处理方法和工艺参数5.处理结果在硬度测定点处的硬度为52~55HRC;其余部分硬度为40~42HRC。
1.犁壁的失效分析
犁壁耕作时,因受泥沙摩擦而磨损;或因受石块撞击而折断;在水田中作业易产生腐蚀性磨损;有的因脱土性不好导致牵引力大增而失效等。
2.犁壁的选材和技术要求
(1)犁壁材料 通常用65Mn、35、Q275钢制造,也有用95-Q215-95三层复合钢板进行试验的,但因存在一些问题而未被推广。
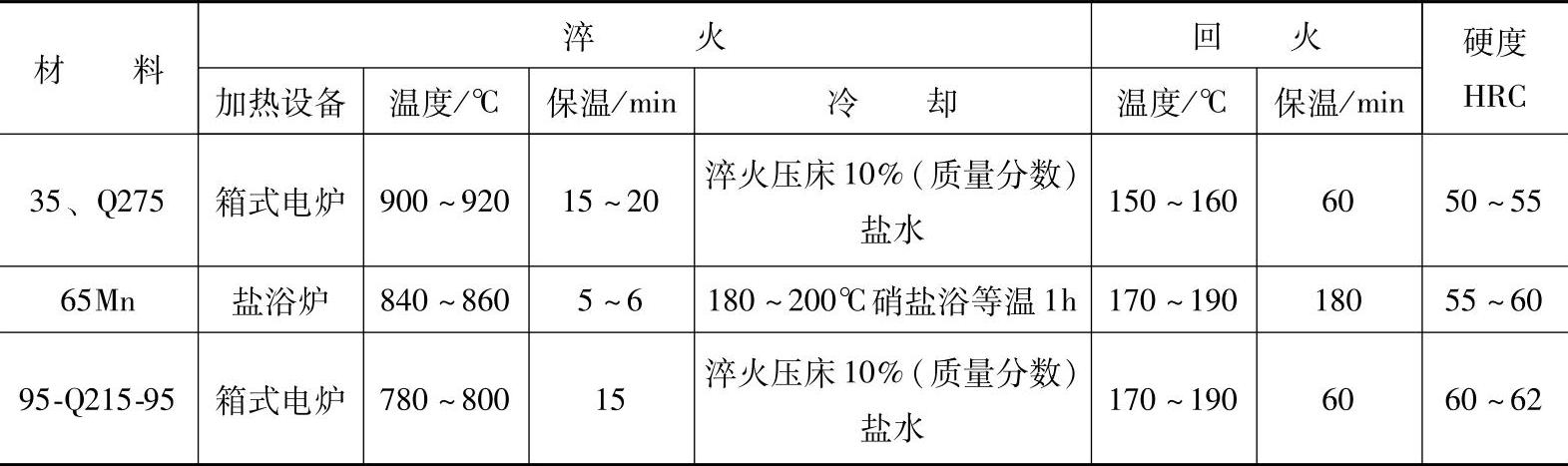
(2)犁壁技术要求 热处理后在硬度测定点处(图11-2)的硬度和金相组织应满足表11-2所示要求。其余部位和翼部的硬度要求≥38HRC。
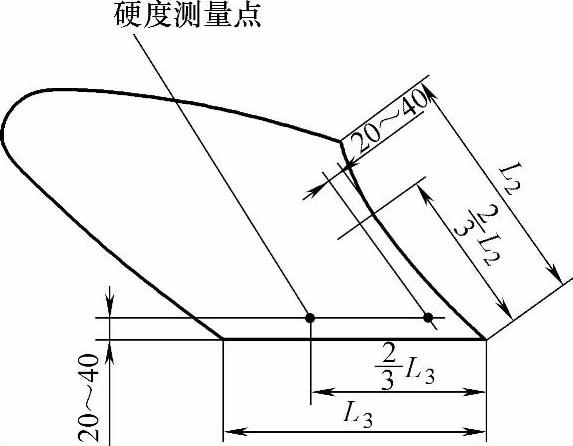
图11-2 犁壁简图
表11-2 犁壁材料和热处理技术要求
 (https://www.xing528.com)
(https://www.xing528.com)
3.犁壁的热处理工艺性分析
从图11-2可看出,该犁壁具有面积大而厚度薄的特点。因此,淬火变形是关键。另外,35、Q275钢淬透性很差,淬火必须用水、盐水或碱水溶液冷却,无疑淬火变形将更加严重。因此,需采取有效措施(如大批量生产可采用淬火压床;单件和小批量生产可采用专用夹具等)。65Mn钢制犁铧,淬透性较好,认为采用热油分级淬火或在熔融硝盐中等温淬火均可满足硬度和变形度等技术要求。
4.犁壁的热处理工艺设计
热处理工艺方法和工艺参数如表11-3所示。
表11-3 犁壁的热处理方法和工艺参数
5.处理结果
在硬度测定点处的硬度为52~55HRC;其余部分硬度为40~42HRC。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。