



【摘要】:图11-1 犁铧简图1—淬火带 2—螺纹孔 3—犁铧背部 4—工作面 5—背面 6—铧尖 7—铧刃 8—测硬度点4.犁铧的热处理工艺设计65Mn钢等制造的犁铧,按图11-1所示淬火区,在盐浴炉中进行局部加热淬火,然后在160~180℃的熔融硝盐浴中冷却,最后在180℃硝盐浴中回火。表11-1 犁铧的热处理方法和工艺参数(续)① 可用KNO3和NaNO2各50%。
1.犁铧的失效分析
铧尖与刃口受泥沙磨损变钝;或受石块、作物根茬撞击而犁尖折断,刃口崩裂;非淬火区磨薄后弯曲变形;水田中作业犁铧产生腐蚀性磨损,出现凹坑或龟裂等。
2.犁铧的选材和技术要求
犁铧通常用65Mn、65SiMnRE、85MnTiRE钢和稀土球墨铸铁等制造,热处理后要求淬火区(图11-1)硬度为48~60HRC,非淬火区硬度≤32HRC。
3.犁铧的热处理工艺性分析
从犁铧所用材料可以看出,其淬透性较好,整体奥氏体化加热后风冷即可满足淬火区要求的硬度下限,但非淬火区硬度过高,故不宜整体加热风冷淬火。如果局部高频感应淬火,其尖角和刃口容易过热而产生裂纹,且在空气中加热时因碳量烧损将产生硬度不足等缺陷。因此,认为采用盐浴炉局部加热较合理,再适当采取减小变形的措施,可获得较好效果。
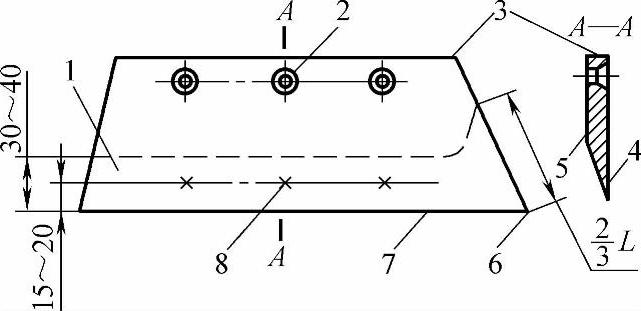
图11-1 犁铧简图
1—淬火带 2—螺纹孔 3—犁铧背部 4—工作面 5—背面 6—铧尖 7—铧刃 8—测硬度点
4.犁铧的热处理工艺设计(https://www.xing528.com)
65Mn钢等制造的犁铧,按图11-1所示淬火区,在盐浴炉中进行局部加热淬火,然后在160~180℃的熔融硝盐浴中冷却,最后在180℃硝盐浴中回火。其热处理工艺方法和工艺参数如表11-1所示。
表11-1 犁铧的热处理方法和工艺参数

(续)
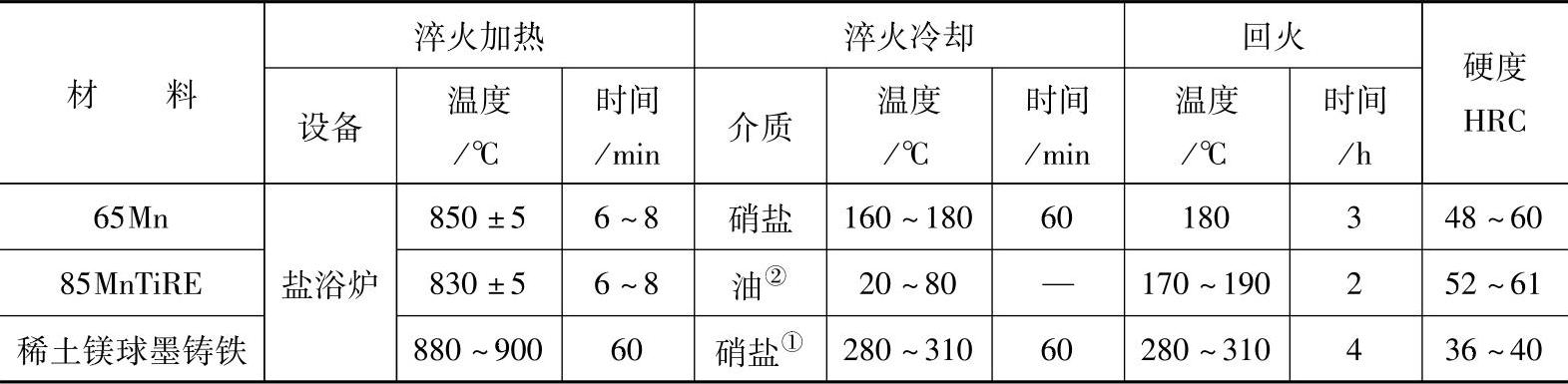
① 可用KNO3和NaNO2各50%(质量分数)。200℃以下使用时可另加3%~5%(质量分数)的水。
② 各种大型淬火槽均可采用热管冷却技术。
5.处理结果
淬火带硬度为52HRC;非淬火带硬度为28HRC。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。