



机床其他典型件,包括机床附件(如万能分度头主轴、蜗杆,心轴体,自定心卡盘卡爪、盘丝等)和离合器零件(如各种摩擦片、联结、花键套、磁轭、齿环等)等。下面,选择几种有代表性的零件阐述其热处理工艺设计。
1.自定心卡盘卡爪的热处理工艺设计
(1)所用材料 自定心卡盘卡爪如图9-8所示,其材料为45钢。
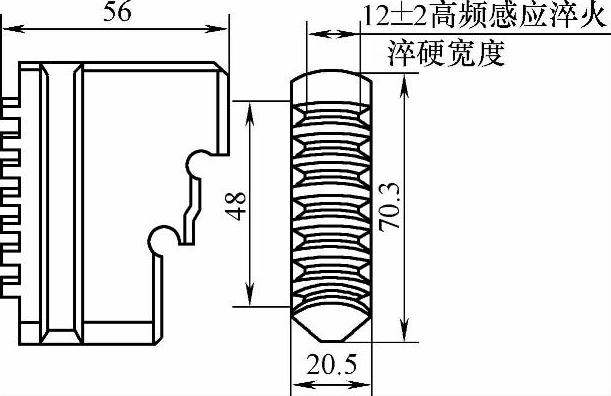
图9-8 自定心卡盘卡爪
(2)热处理技术要求
1)硬度:牙部12mm宽的硬度≥52HRC,两侧及牙根部为30~40HRC,其余为53~58HRC。
2)牙距总膨胀量≤0.25mm。
(3)卡爪制造工艺路线 从厚度为25mm的热轧45钢板下料→正火→机械加工全形,预留磨削加工0.5~0.8mm→整体淬火、回火→高频感应淬火→低温回火→发蓝→磨削达图样尺寸精度和形位公差要求→成品。
(4)卡爪的热处理工艺性分析
1)该卡爪的热处理技术要求比一般零件特殊,即在尺寸相对不大的范围内,要求多种硬度,如何满足其要求,给热处理带来一定难度。但仔细分析可以看出:牙部12mm宽的硬度与其余部分的硬度大致在同一硬度范围,可将牙部12mm宽的硬度确定在53~58HRC(原要求≥52HRC),这样可以通过整体淬火满足其余部分的硬度要求,然后通过高频感应淬火达到牙部的技术要求,利用牙部高频感应加热时热影响区的热量使牙根和两侧回火到30~40HRC。
2)由于45钢碳含量中等,淬火后其马氏体的体积比增量不大,故牙距总膨胀量≤0.25mm的要求,不难保证。
(5)卡爪的热处理工艺设计
1)正火:在RX3-30-9型箱式炉中,于840~860℃加热透烧后空气中冷却。
2)淬火:在彻底脱氧的RDM-20-8型盐浴炉中800~820℃加热10~12min后,在质量分数为5%~10%NaCl水溶液中冷却5~6s后转入油槽中继续冷却。
3)回火:在180~200℃的硝盐浴炉中,保温1.5~2h后空冷。
4)高频感应淬火:两件对放牙部向外,面向感应器的加热温度为860~900℃,保温11~13s后水冷。
5)回火:在180~200℃的硝盐浴炉中,保温1.5~2h后空冷。
(6)处理结果 硬度:牙部12mm宽处的硬度为55HRC,两侧及牙根部为38HRC,其余为58HRC。牙距总膨胀量0.2mm。
2.自定心卡盘盘丝的热处理工艺设计
(1)所用材料 图9-9所示为自定心卡盘盘丝,其材料为45钢。
(2)热处理技术要求
1)硬度:整体45~50HRC。
2)变形度:平面度公差≤0.20mm;内孔椭圆度公差≤0.15mm。(https://www.xing528.com)
(3)盘丝制造工艺路线 锻造→正火→机械加工(车削全形,预留磨削量0.3~0.5mm)→淬火→回火→发蓝处理→磨削上、下面及盘丝→成品。
(4)盘丝的热处理工艺性分析45钢整体淬火时,在水中冷却的变形和开裂敏感性较强,在油中冷却,其硬化效果较差。因此,需考虑合适的淬火冷却介质,例如冷却能力介于水与油之间的“三硝”水溶液或水玻璃氢氧化钠水溶液等。同时,相应的淬火加热温度应高些(如采用高温快速加热,更加有利)。
(5)盘丝的热处理工艺设计
1)正火:在RX3-30-9型箱式炉中840~860℃加热透烧后空气中冷却。
2)淬火:在彻底脱氧的RDM-20-8型盐浴炉中880~900℃加热5~7min后,在质量分数为45%水玻璃+5%NaOH的水溶液中冷却5~6s后转入油槽中继续冷却。
3)回火:在180~200℃的硝盐浴炉中,保温1.5~2h后空冷。
(6)处理结果 硬度为48~50HRC;平面度公差和内孔椭圆度公差均小于0.15mm。
3.电磁离合器摩擦片的热处理工艺设计
(1)所用材料 图9-10所示为离合器摩擦片,其材料为65Mn钢。
(2)热处理技术要求
1)硬度:整体44~48HRC。
2)变形度:平面度公差≤0.10mm;内孔椭圆度公差≤0.15mm。
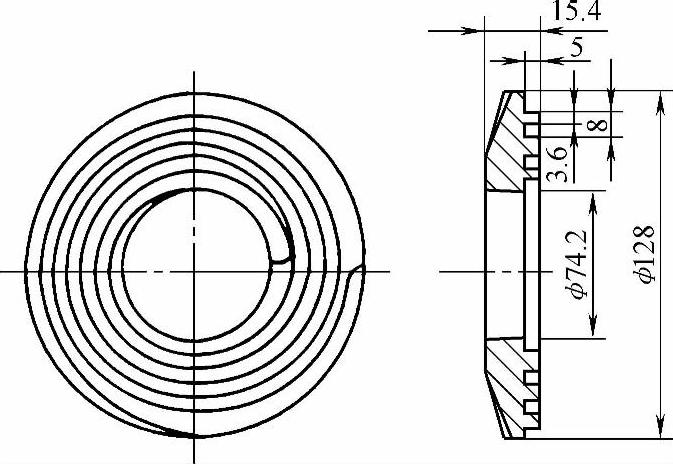
图9-9 自定心卡盘盘丝
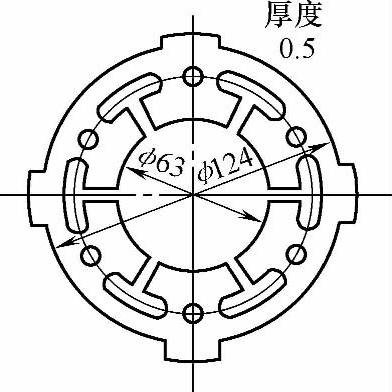
图9-10 离合器摩擦片
(3)摩擦片的热处理工艺性分析65Mn钢整体淬火时,在油中冷却的变形敏感性较强,因此,需考虑合适的预防变形措施。例如,单件生产时,可采用冷却能力介于水与油之间的“三硝”水溶液或水玻璃氢氧化钠水溶液淬火;小批量生产时可采用专用夹具在回火时加压定形;如果是大批量生产,最好采用专用淬火压床,效率高且质量好。
(4)摩擦片的热处理工艺设计
1)退火:在RX3-30-9型箱式炉中840~860℃加热透烧后随炉缓慢冷却。
2)淬火:在彻底脱氧的RDM-20-8型盐浴炉中于820~840℃加热1.5~2min后油中冷却。
3)回火:摩擦片装入夹具暂不夹紧(不松动即可),以防脆裂。在RJJ-24-6低温井式电阻炉中于340~360℃加热,保温1~1.5h后出炉,并立即将夹具加压夹紧空冷到室温。
(5)处理结果 硬度为45~47HRC;平面翘曲和内孔椭圆度均小于0.10mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。