



机床床身和立柱、工作台、横梁、床头箱、滑板以及壳体等都是机床基础件,起着支撑作用。这些零件大部分是铸铁件,也有钢板焊接结构件。这些零件在机械加工成形过程中不可避免产生残留内应力,在产品使用过程中因受外力、振动和环境温度变化等影响,残留应力会逐渐随时间的推移而松弛和重新分布,从而导致这些零件发生变形,丧失原有精度。为了克服上述问题,通常采用时效处理,如自然时效、热时效和振动时效等。其中,热时效的效果最佳,且应用最广泛。下面,重点介绍几种不同材料制造的机床床身的热时效工艺设计。
1.坐标镗床床身的热时效工艺设计
(1)所用材料 MTPCuTi25合金铸铁。
(2)技术要求 200~230HBW。
(3)热时效工艺设计 机床基础件的常用材料及其热时效工艺参数如表9-1所示。MTPCuTi25合金铸铁制坐标镗床床身的热时效工艺曲线如图9-1所示。
表9-1 机床基础件的常用材料及其热时效工艺参数
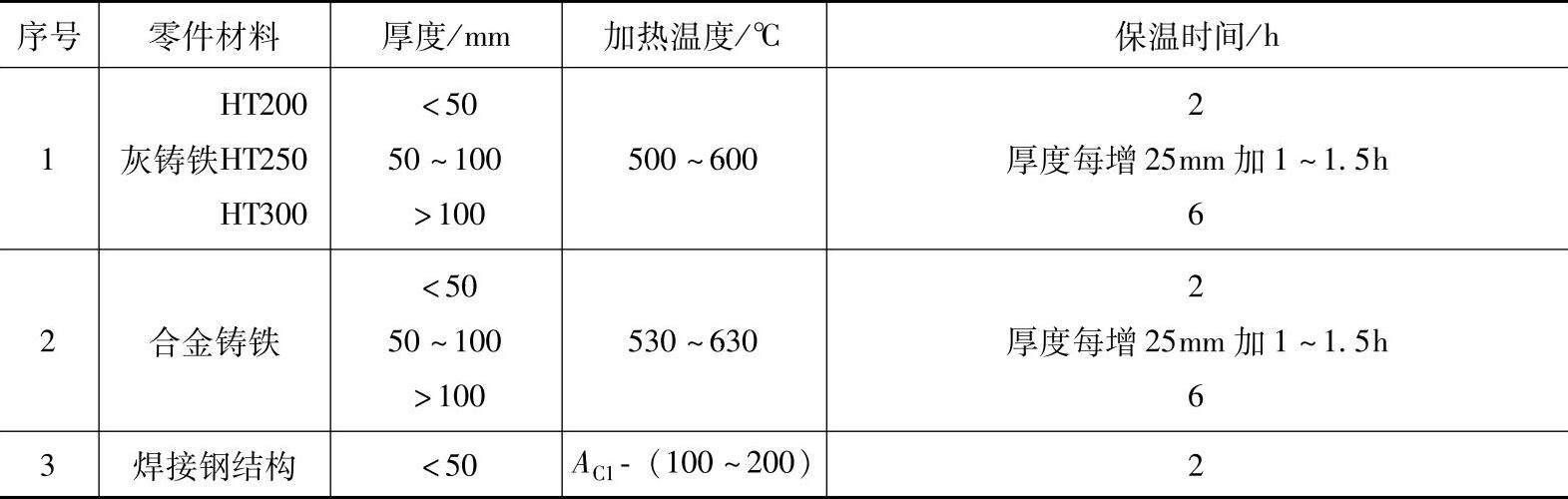
注:所用设备为QT2-180-9型台车式电阻炉(可根据床身尺寸选择不同的设备型号、规格)。
2.车床床身的热时效工艺设计
(1)所用材料 MTP20合金铸铁。
(2)技术要求 彻底消除内应力;硬度≥200HBW。
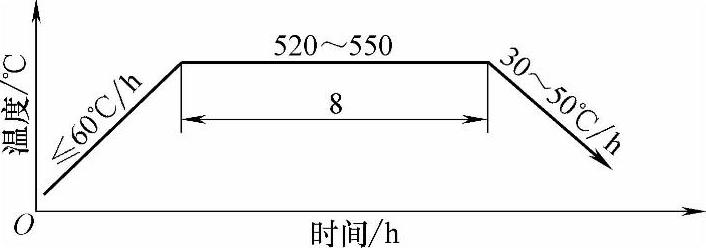
(3)热时效工艺设计 热时效的具体工艺参数见表9-1中的序号2。MTP20合金铸铁制车床床身的热时效工艺曲线如图9-2所示。
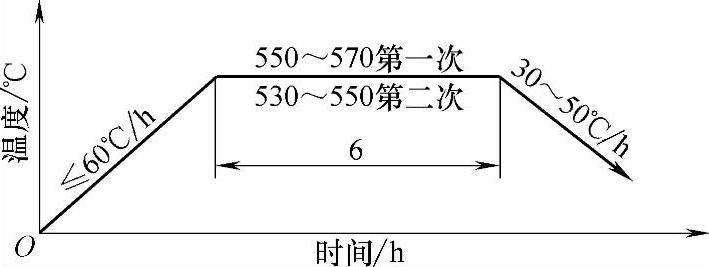
图9-1 MTPCuTi25合金铸铁制镗床床身的热时效工艺曲线
 (https://www.xing528.com)
(https://www.xing528.com)
图9-2 MTP20合金铸铁制车床床身的热时效工艺曲线
3.铣床床身的热时效工艺设计
(1)所用材料 HT300和HT200铸铁。
(2)技术要求 彻底消除内应力。
(3)热时效工艺设计 热时效的具体工艺参数见表9-1中的序号1。HT300和HT200铸铁制铣床床身的热时效工艺曲线如图9-3所示。
4.数控机床床身的热时效工艺设计
(1)所用材料 Q235A钢板焊接床身和横梁。
(2)技术要求 彻底消除内应力。
(3)热时效工艺设计 热时效的具体工艺参数和Q235A钢板焊接床身和横梁的热时效工艺曲线,分别如表9-1中的序号3和图9-4所示。
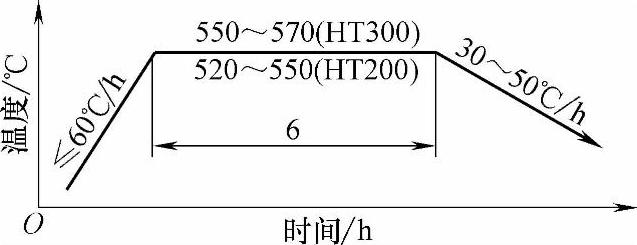
图9-3 HT300和HT200灰铸铁制铣床床身的热时效工艺曲线
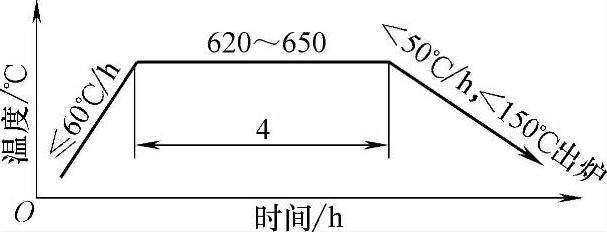
图9-4 Q235A钢板焊接床身的热时效工艺曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。