



1.溢流阀的滑阀热处理工艺设计
(1)溢流阀滑阀所用材料及热处理技术要求
1)图8-15所示滑阀用料为45钢。
2)热处理技术要求:表面淬火回火后硬度为55~60HRC;淬硬层深度为0.8~1.2mm。
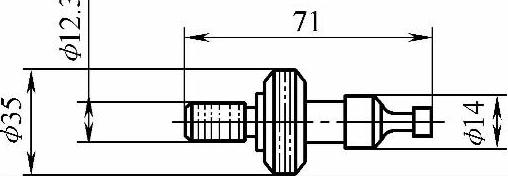
图8-15 溢流阀滑阀
(2)滑阀制造工艺路线 锻造→正火→机械加工(粗车全形预留0.3~0.5mm磨量→高频感应淬火→回火(表面硬度≥55HRC)→机械加工(磨外圆到要求,各段保持同轴)→成品。
(3)热处理工艺性分析45钢是常用的轴类零件用钢,其高频感应淬火已是成熟的工艺方法,因此,不难满足热处理的各项技术要求。
(4)热处理工艺方法及工艺参数的设计
1)正火:RQ3-30-9型电阻炉中于840~860℃加热,透烧(约1~2h)后空冷。
2)高频感应淬火:采用连续加热,喷水淬火冷却。考虑该滑阀的长径比不大,且为多段的阶梯轴,故采用手工操作更容易控制质量。其工艺参数:加热温度为880~900℃;移动速度为6mm/s,且Φ36mm、Φ12.3mm、Φ14mm各段分别完成。
3)回火:在RJJ-36-6型低温井式电阻炉中于170~190℃加热,保温1.0~2.0h后空冷。
(5)处理结果 表面硬度为58~60HRC;淬硬层深度为0.85~1.25mm。
2.电磁阀的滑阀热处理工艺设计(https://www.xing528.com)
(1)电磁阀滑阀所用材料及热处理技术要求
1)图8-16所示滑阀用料为15CrMo钢。
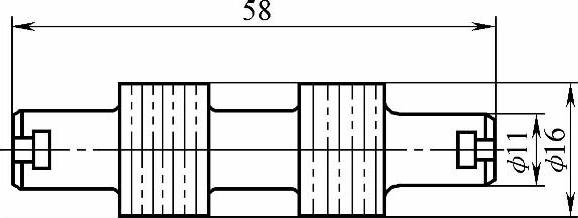
图8-16 电磁阀滑阀
2)热处理技术要求:全渗碳层深度为0.5~0.8mm,表面硬度为58~63HRC。
(2)滑阀制造工艺路线 锻造→正火(硬度为156~207HBW)→机械加工(车外圆预留磨量0.3~0.5mm;钳工去毛刺等)→渗碳→淬火→回火(表面达58~63HRC)→机械加工(磨外圆)。
(3)热处理工艺性分析15CrMo属优质渗碳钢,其渗碳工艺性和淬火工艺性均较好,不难满足热处理的各项技术要求。
(4)热处理工艺方法及工艺参数的设计
1)毛坯锻后正火:利用锻造余热(控制终锻温度在920℃左右),散开空气中冷却。
2)渗碳直接淬火:在RQ3-60-9型井式渗碳炉中,以甲醇和煤油为渗碳剂,在920~940℃渗碳,持续2.5~3h后炉冷到840℃均热0.5h,直接淬入油中冷却。
3)回火:在RJJ-36-6型低温井式电阻炉中于160~180℃加热,保温1.5~2.0h后空冷。
(5)处理结果 渗碳层深度为0.5~0.85mm;硬度为58~60HRC。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。