



柱塞泵的结构比齿轮泵和叶片泵的结构要复杂,其零件加工精度要求高。为了确保使用寿命,需要更好的耐磨性。因此,在选材和热处理方面的要求也更高。柱塞泵的主要零件有配油盘、缸套、柱塞、回程盘、斜盘和传动轴等。下面,选择几例热处理难度较大的零件,阐述其选材、制造工艺路线以及热处理的工艺设计。
1.柱塞泵缸套的热处理工艺设计
(1)缸套所用材料及热处理技术要求
1)图8-11所示缸套用料为GCr15钢。
2)热处理技术要求:见图8-11所示的局部淬火,硬度为60~65HRC。
(2)制造工艺路线:锻造→球化退火(硬度为241~290HBW)→机械加工(车外圆和内孔达图样尺寸精度要求)→淬火→回火→抛光→成品。
(3)热处理工艺性分析GCr15钢为滚动轴承钢,其淬火加热温度敏感性较强,因此淬火加热时要严格控制加热温度,否则容易发生过热。虽然缸套直径较大和壁厚较薄容易产生淬火变形,但由于局部淬火且用油冷却,只要操作平稳,则变形问题不大。
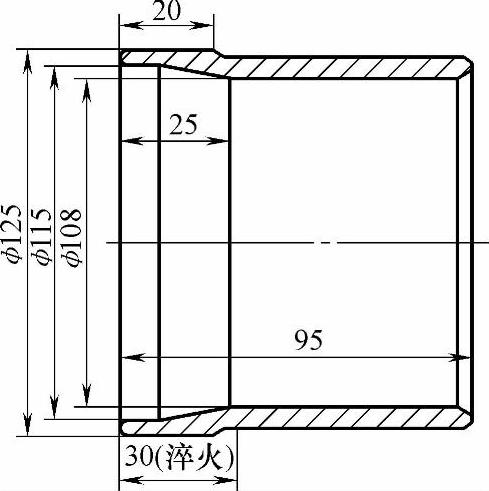
图8-11 柱塞泵缸套
(4)热处理工艺方法及工艺参数设计
1)球化退火:在RQ3-30-9型电阻炉中于790~810℃加热,保温4h后炉内降温到700℃,保温4~5h,炉冷到600℃以下出炉。
2)淬火:在彻底脱氧的RDM-20-8型中温盐浴炉中于840~860℃局部(30mm淬火区)加热,保温10min后油中冷却。
3)回火:在RJJ-36-6型低温井式电阻炉中于170~190℃加热,保温2.0~3.0h后空冷。
(5)处理结果 淬火区表面硬度为62~64HRC。
2.新型柱塞泵保持架热处理工艺设计
(1)保持架所用材料及热处理技术要求
1)图8-12所示保持架用料为20Cr3MoWV钢。
2)热处理技术要求:F1、F2、F3表面渗氮层深度0.25~0.35mm(其余表面不渗氮);渗氮表面硬度≥800HV;心部硬度为30~35HRC;平面度(平面跳动量)≤0.03mm。
(2)制造工艺路线:锻造→退火(硬度≤229HBW)→机械加工(粗车全形,预留精车余量0.5~0.8mm)→调质处理(硬度为28~32HRC)→机械加工(精车全形达图样精度要求)→稳定化处理(去应力退火)→不渗氮部位镀铜→渗氮→除铜→研磨(平面跳动量达要求)→成品。
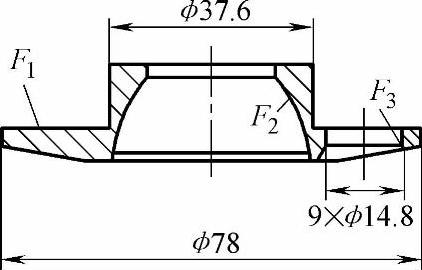
图8-12 新柱塞泵保持架
(3)热处理工艺性分析 20Cr3MoWV为低碳马氏体超高强度钢,其热处理工艺性极好(淬透性好,过热敏感性和变形敏感性均很小),虽然保持架直径较大和壁厚较薄容易产生变形,但由于材料抗变形阻力好(屈服强度高),只要生产过程严格执行工艺流程则变形问题不大。
(4)热处理工艺方法及工艺参数的设计(https://www.xing528.com)
1)正火+高温回火:在RQ3-30-9型电阻炉中于880~900℃加热,透烧后空冷;在RQ3-30-9型电阻炉中于660~680℃加热,透烧后随炉冷却(硬度≤229HBW)。
2)调质处理(真空淬火+真空回火):在ZC2-30型双室油淬真空炉中于890~910℃加热,保温0.5h后油冷淬火。在HZR-24型真空正压回火炉中于610~630℃加热,保温2h油冷(硬度为28~32HRC)。
3)稳定化处理(去应力退火):在RJJ-36-6型低温井式电阻炉中于540~560℃加热,保温3.5~4.0h后炉冷。
4)气体渗氮:在RN-30-6型井式气体渗氮炉中,全程通入氨气并采用两段法渗氮:
第一阶段于510~530℃保温7~8h(氨分解率为20%~30%);第二阶段于540~560℃保温7~8h(氨分解率为35%~50%)。
(5)处理结果 同炉试样检测结果:渗氮层深度为0.25~0.3mm;表面硬度为920~950HV,心部硬度为29~33HRC。
3.新型柱塞泵柱塞热处理工艺设计
(1)柱塞所用材料及热处理技术要求
1)图8-13所示柱塞用料为30Cr3MoA钢。
2)热处理技术要求:表面渗氮层深度为0.40~0.52mm;渗氮表面硬度≥700HV;心部硬度为30~35HRC。
(2)制造工艺路线:从热轧圆钢下料→机械加工(粗车全形,预留精车余量0.5~0.8mm)→调质处理(硬度为28~32HRC)→机械加工(精车全形达图样精度要求)→稳定化处理(去应力退火)→渗氮→研磨(达图样要求的尺寸精度)→成品。
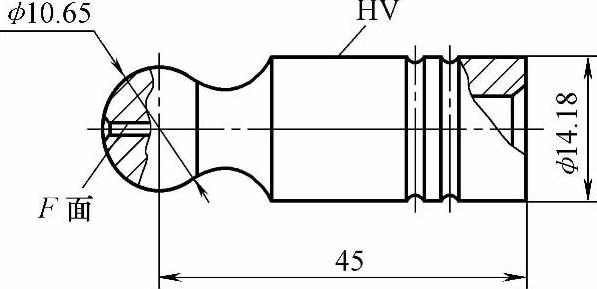
图8-13 柱塞泵柱塞
(3)热处理工艺性分析30Cr3MoA为低碳马氏体高强度钢,其热处理工艺性较好(淬透性好,过热敏感性和变形敏感性均较小),不难满足热处理各项技术要求。
(4)热处理工艺方法及工艺参数的设计
1)退火:在RQ3-30-9型电阻炉中于880~900℃加热,透烧后空冷;在RQ3-30-9型电阻炉中于660~680℃加热,透烧后随炉冷却(硬度≤229HBW)。
2)调质处理:在RQ3-30-9型电阻炉中于890~910℃加热,透烧(约70~80min)后油冷淬火。在RQ3-30-9型电阻炉中于560~600℃加热,透烧后油炉冷却。(硬度为28~32HRC)。
3)稳定化处理(去应力退火):在RJJ-36-6型低温井式电阻炉中于540~560℃加热,保温3.5~4.0h后炉冷。
4)气体渗氮:在RN-30-6型井式气体渗氮炉中,全程通入氨气并采用两段渗氮法:第一阶段(510±5)℃,保温26h(氨分解率为15%~30%);第二阶段(540±5)℃保温26h(氨分解率为35%~50%),随炉冷却,其工艺曲线如图8-14所示。
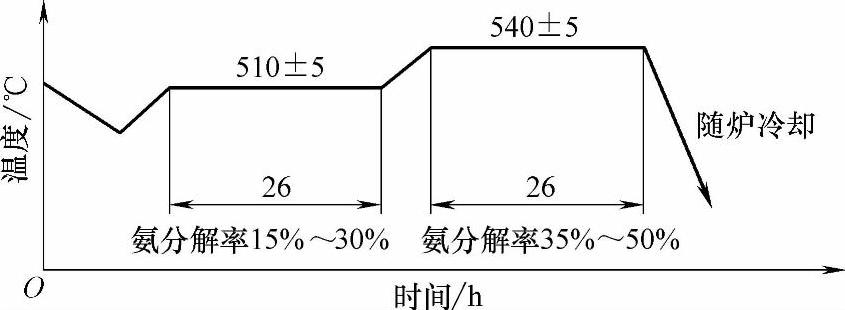
图8-14 柱塞气体渗氮工艺曲线
(5)处理结果 同炉试样检测结果:渗氮层深度为0.42~0.50mm;表面硬度为720~750HV,心部硬度为30~35HRC。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。