



从表7-1可看出,自行车零件热处理的主要工艺方法是渗碳、碳氮共渗及其淬火回火,少数零件采用淬火和中温回火。如此,自行车零件渗碳、碳氮共渗及其淬火回火的技术要求和处理后的质量检验都十分严格。
1.自行车主要零件渗碳、碳氮共渗及其淬火回火的技术要求
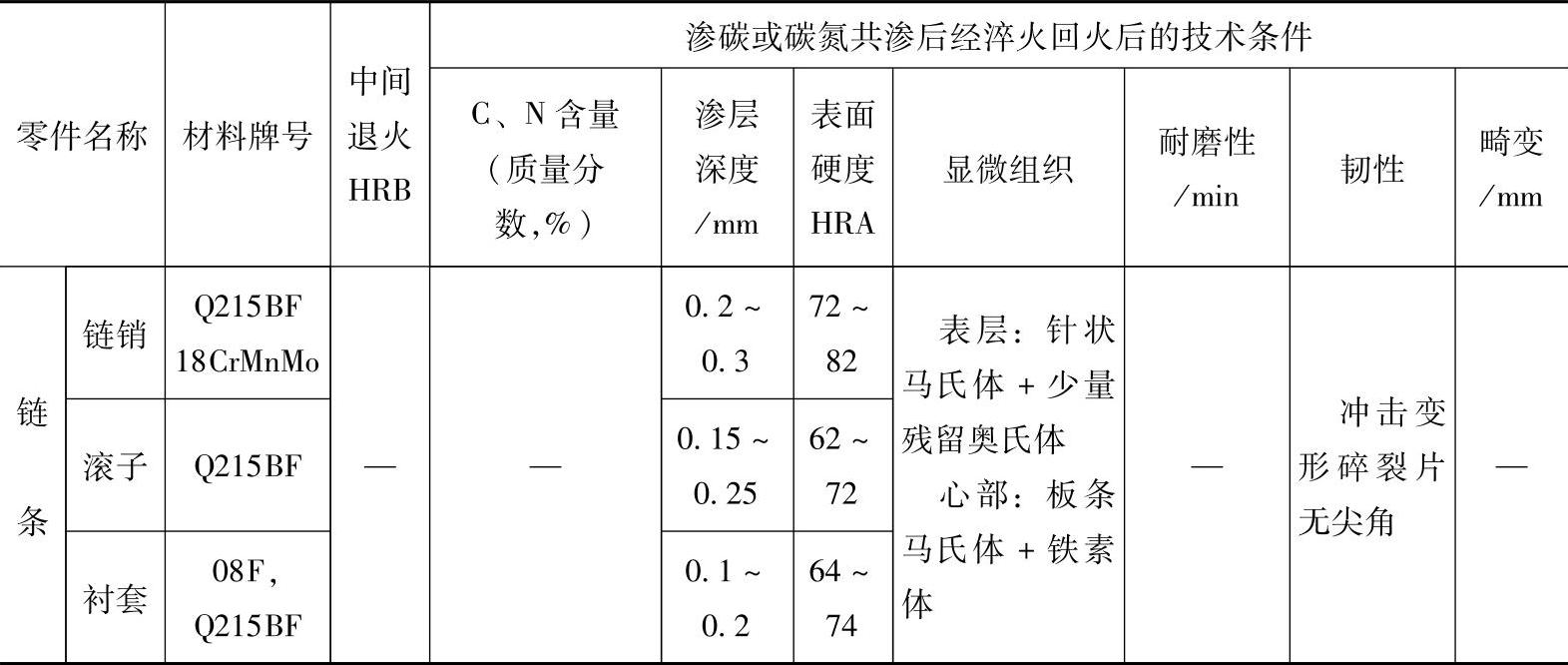
自行车主要零件渗碳、碳氮共渗及其淬火回火的技术条件如表7-2所示。
表7-2 自行车主要零件渗碳、碳氮共渗及其淬火回火的技术条件

(续)
2.自行车零件热处理质量检验项目和方法
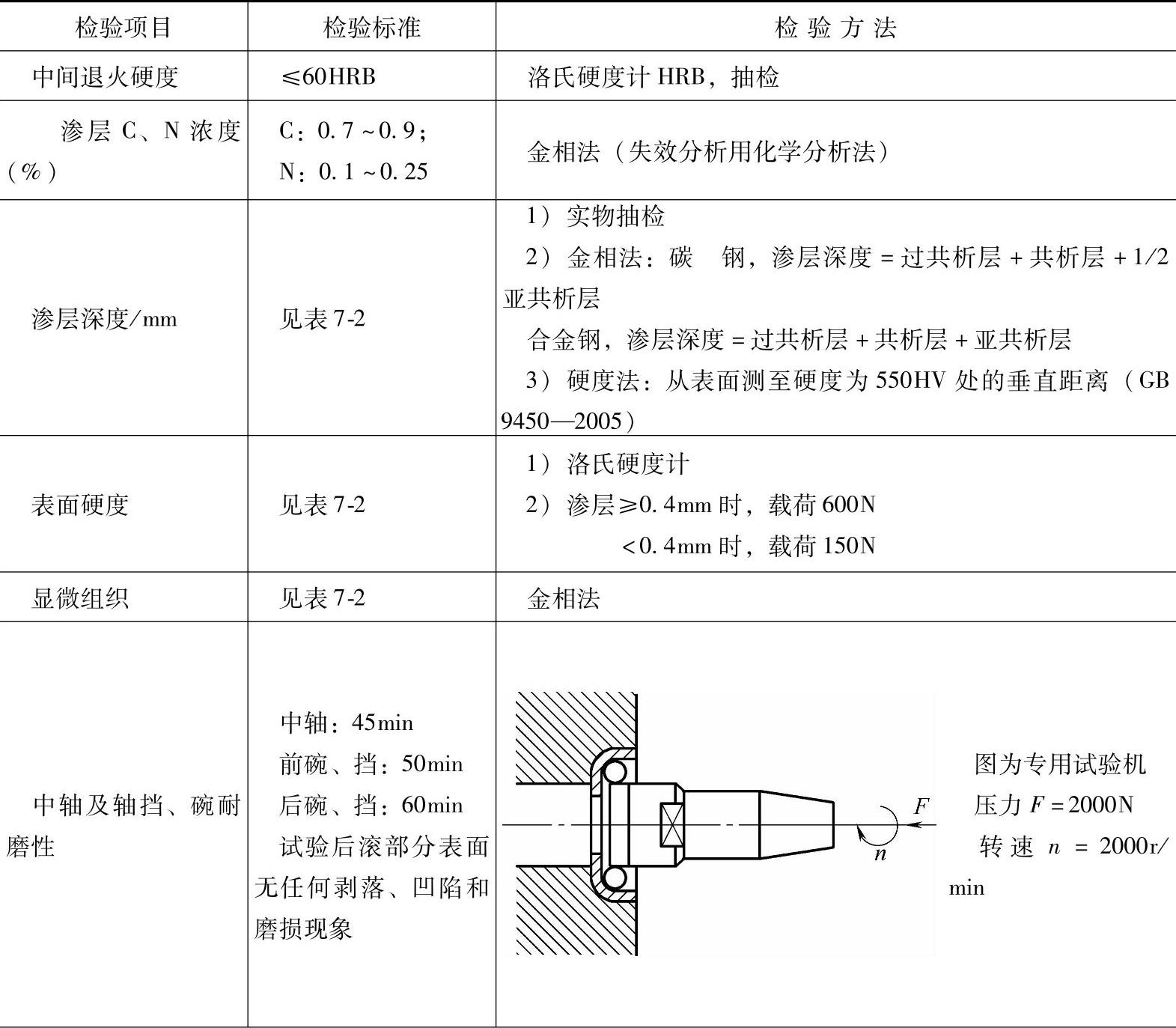
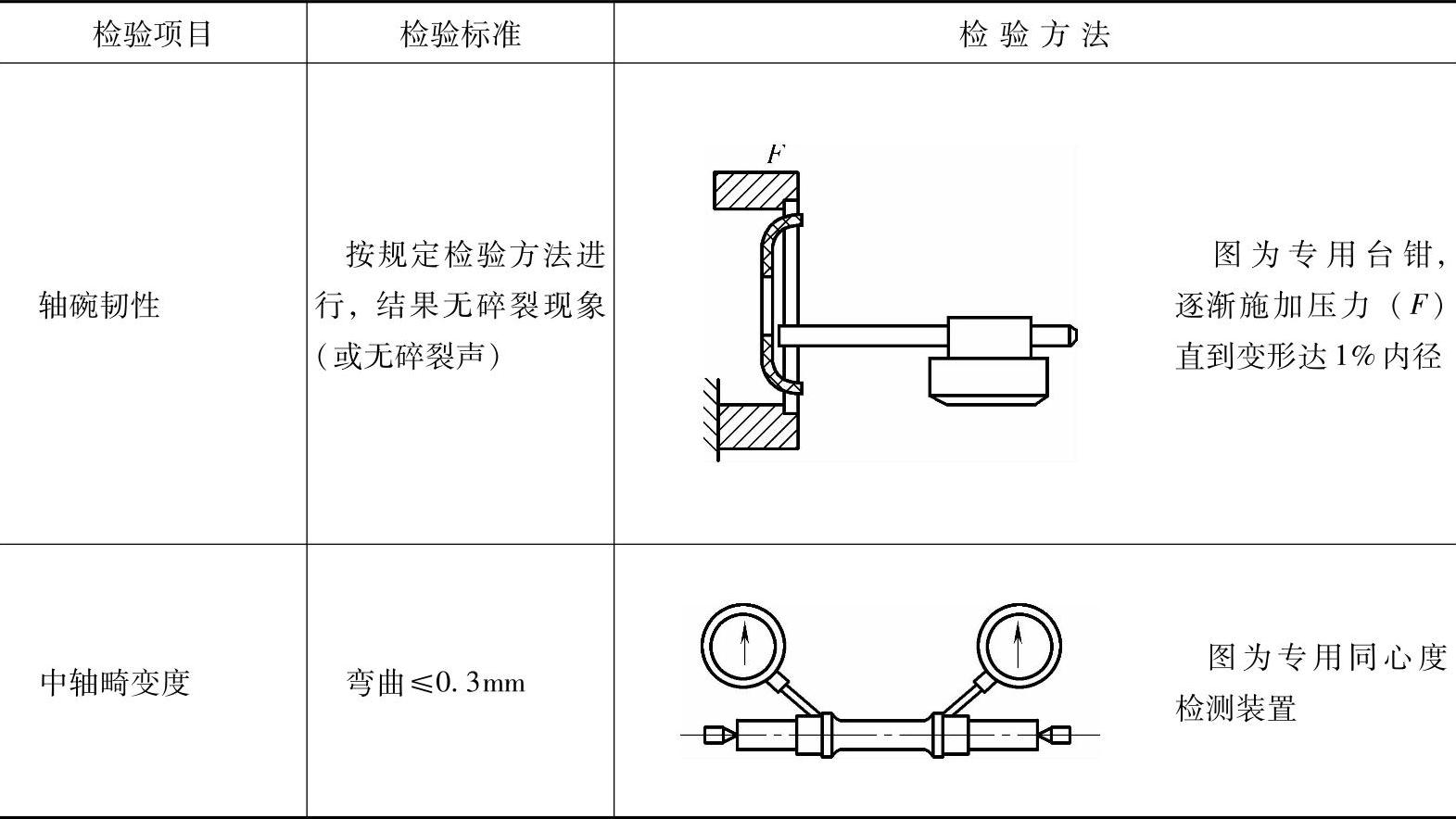
自行车主要零件的热处理检验项目和具体方法如表7-3所示。
表7-3 自行车主要零件热处理检验项目和方法
(续)
3.自行车典型零件的热处理工艺设计
以自行车链条的主要零件(销轴、滚子、衬套)热处理为例,阐述其热处理工艺方法和工艺参数设计。
(1)承载特点分析 自行车链条是传递动力的部件,各零件主要承受磨损和因路面颠簸等原因带来的冲击,因而其表面需具有高硬度、耐磨性,整体需要一定的韧性。
(2)材料选择及热处理工艺性分析 为了满足使用性能需要,通常选用低碳钢进行渗碳淬火和回火处理,以期表面耐磨,整体性能强韧兼优,或采用低碳合金钢进行板条状马氏体淬火,旨在具有良好的综合力学性能和一定的耐磨性。(https://www.xing528.com)
(3)20MnSi和19Mn钢制链片的热处理工艺设计
1)20MnSi和19Mn钢制链片的热处理工艺:采用板条马氏体淬火和低温回火,工艺曲线如图7-1所示。
2)所用设备:采用网带炉保护气氛加热连续式生产,或盐浴炉周期性加热淬火。
3)处理结果:硬度为71~74HRA;组织为板条马氏体;具有良好的弹性。
(4)Q215钢制销轴、滚子、衬套的热处理工艺设计
1)Q215钢制销轴、滚子、衬套的热处理工艺:采用气体碳氮共渗直接淬火加低温回火,其工艺曲线和工艺参数如图7-2和表7-4所示。
2)所用设备:采用滴注式滚筒炉或网带炉。
3)处理结果:质量检验结果如表7-5所示。
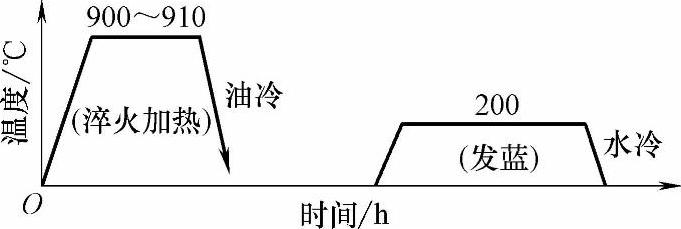
图7-1 20MnSi和19Mn钢制链片的热处理工艺曲线
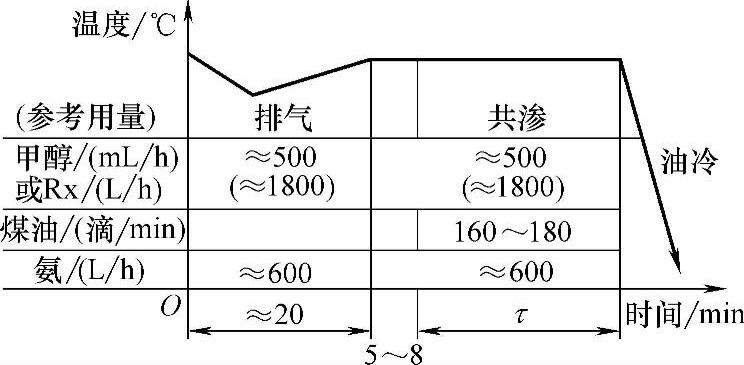
图7-2 Q215钢制销轴、滚子、衬套气体碳氮共渗工艺曲线
表7-4 销轴、滚子、衬套气体碳氮共渗淬火和低温回火工艺参数

表7-5 Q215钢制销轴、滚子、衬套的质量检验结果

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。