



【摘要】:球磨机的衬板工作时,比破碎机齿板承受较大的冲击载荷,因此需要更好的韧性和屈服强度。下面,阐述其化学成分、性能特点和热处理工艺设计等问题。表6-7 不同淬火温度对ZG30CrMnSiMoTi钢力学性能的影响3.ZG30CrMnSiMoTi钢制球磨机衬板的热处理工艺设计为了使球磨机衬板获得最佳综合力学性能,采用如下热处理工艺参数:1)淬火:在RX3-65-12箱式电阻炉中于650℃预热1h后升温到1000℃,透烧后炉冷到850℃,保温2h后水冷淬火。
球磨机的衬板工作时,比破碎机齿板承受较大的冲击载荷,因此需要更好的韧性和屈服强度。为此,选择ZG30CrMnSiMoTi钢制造。下面,阐述其化学成分、性能特点和热处理工艺设计等问题。
1.ZG30CrMnSiMoTi钢化学成分
ZG30CrMnSiMoTi钢化学成分如表6-6所示。
表6-6 ZG30CrMnSiMoTi钢化学成分 (质量分数,%)

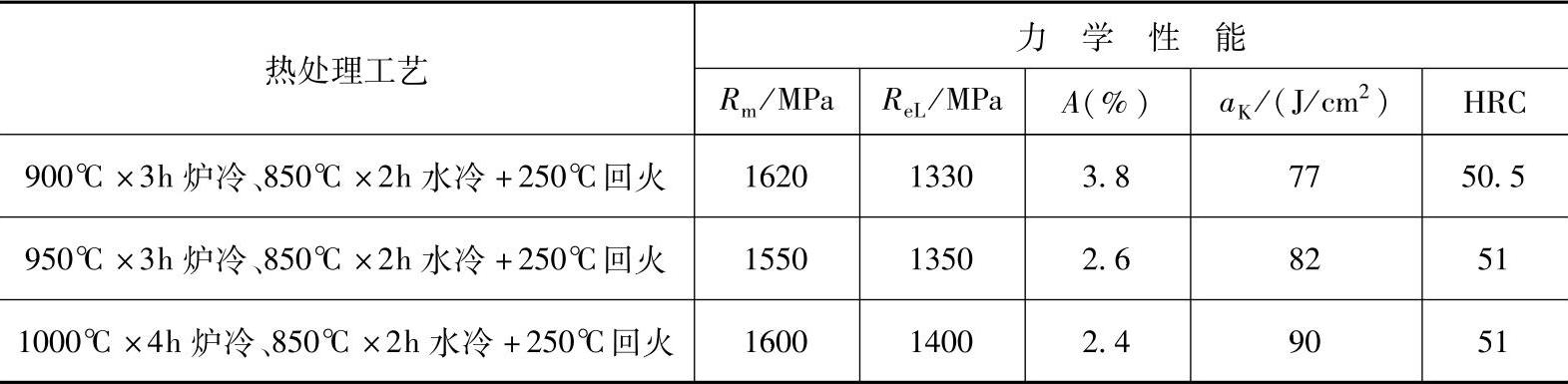
2.ZG30CrMnSiMoTi钢的力学性能
ZG30CrMnSiMoTi钢的力学性能如表6-7所示。
表6-7 不同淬火温度对ZG30CrMnSiMoTi钢力学性能的影响(https://www.xing528.com)
3.ZG30CrMnSiMoTi钢制球磨机衬板的热处理工艺设计
为了使球磨机衬板获得最佳综合力学性能,采用如下热处理工艺参数:
1)淬火:在RX3-65-12箱式电阻炉中于650℃预热1h后升温到1000℃,透烧后炉冷到850℃,保温2h后水冷淬火。
2)回火:在RJJ-36-6型井式电阻炉中于250℃,保温3h后空冷。
3)处理结果:硬度为47~49HRC;组织为板条马氏体+少量残留奥氏体+粒状碳化物和少量夹杂物;硬化层≥70mm。
4)装机试验:在Φ3.2m大直径球磨机中同时装高锰钢衬板和ZG30CrMnSiMoTi钢衬板,装机运行试验表明,ZG30CrMnSiMoTi钢衬板寿命比高锰钢衬板提高1.5~2倍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。