



1.破碎机齿板的失效分析
破碎机齿板,以往多采用Mn13高锰钢制造,其失效形式多为沿齿沟断裂。对断口分析表明,有明显的疲劳源和裂纹拓展波。为了提高其疲劳强度,认为应采用强韧兼优的材料制造。近30来年,在各种多元少量低合金耐磨铸钢的试验研究方面取得了很大进展,并在生产实践中得到广泛应用。下面,以ZG30CrMn2SiREB钢制齿板为例,阐述其化学成分、性能特点和热处理工艺设计。
2.ZG30CrMn2SiREB钢化学成分
ZG30CrMn2SiREB钢化学成分如表6-3所示。
表6-3 ZG30CrMn2SiREB钢化学成分 (质量分数,%)

3.ZG30CrMn2SiREB钢的力学性能
ZG30CrMn2SiREB钢的力学性能如表6-4和图6-5所示。
表6-4 ZG30CrMn2SiREB钢的力学性能

注:热处理工艺为1050℃淬火,200℃回火。
4.ZG30CrMn2SiREB钢制破碎机齿板的热处理工艺设计(https://www.xing528.com)
为了使破碎机齿板获得最佳综合力学性能,采用如下热处理工艺参数:
1)淬火:在RX3-65-12箱式电阻炉中650℃预热1h后升温到1000~1050℃,透烧后水冷淬火。
2)回火:在RJJ-36-6型井式电阻炉中于150~200℃,保温3.0h后空冷。
3)处理结果:硬度为48~50HRC;组织为板条马氏体+少量残留奥氏体+粒状碳化物和少量夹杂物。
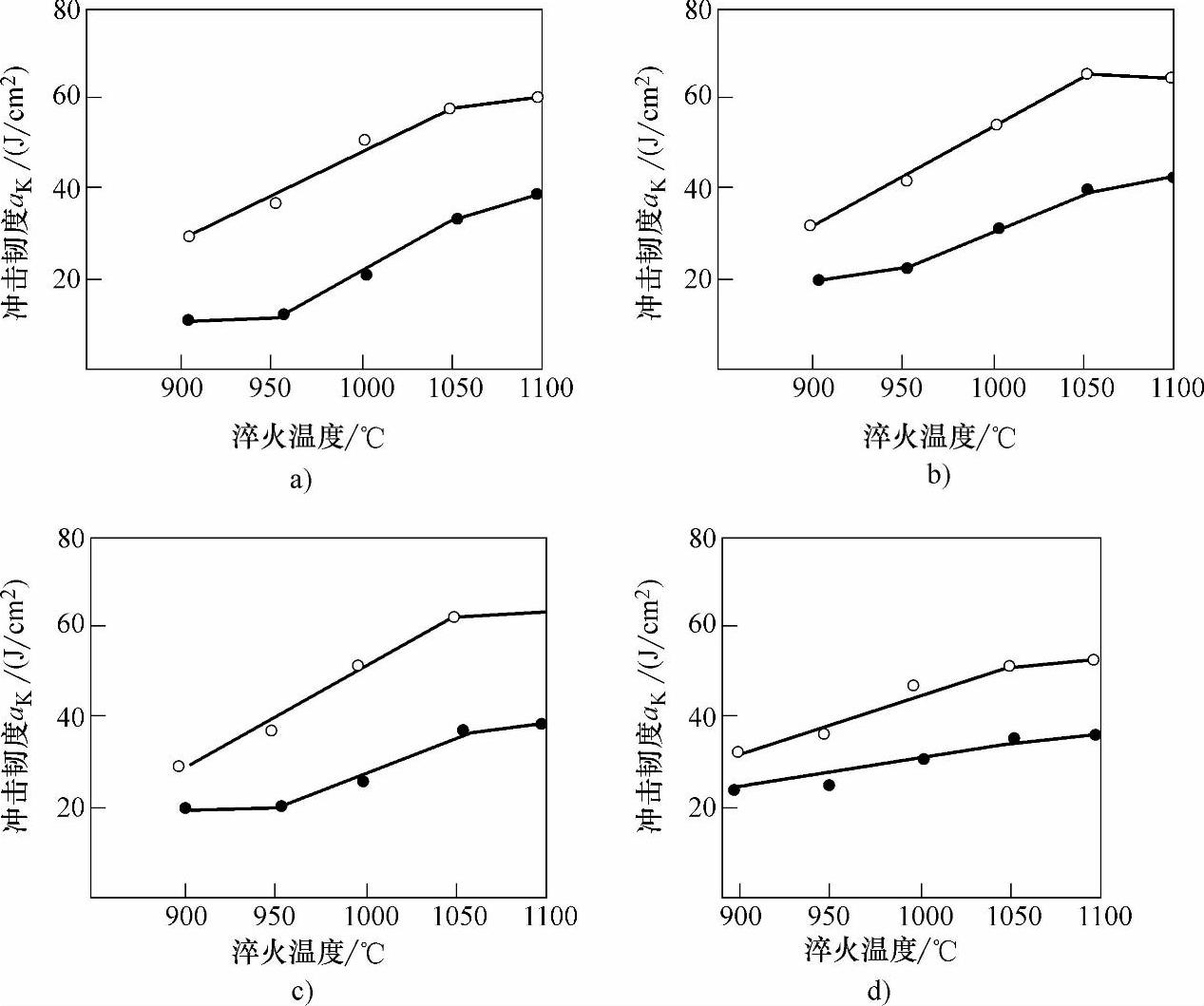
图6-5 热处理工艺对ZG30CrMn2SiREB钢韧性的影响
a)100℃回火 b)150℃回火 c)200℃回火 d)250℃回火
5.装机使用效果
ZG30CrMn2SiREB钢制齿板与高锰钢齿板同时装机试验,结果如表6-5所示。
表6-5 ZG30CrMn2SiREB钢制齿板装机试验结果

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。