



1.螺纹测杆的热处理工艺设计
螺纹测杆是千分尺上的主要零件之一,如图5-25a所示。
(1)所用材料及技术要求 螺纹测杆一般采用CrWMn、GCr15钢等制造。要求热处理后硬度为58~62HRC;直线度≤0.15mm;淬火马氏体级别≤2级(JB2406—1979第九级别图)。
(2)热处理工艺性分析 该测杆特点是零件小、数量多等。因此,淬火加热和冷却过程温度的均匀性成为关键。
(3)热处理工艺流程 淬火→回火→清洗→校直→稳定化处理→清洗→磨削加工→端部喷砂→焊硬质合金测头。
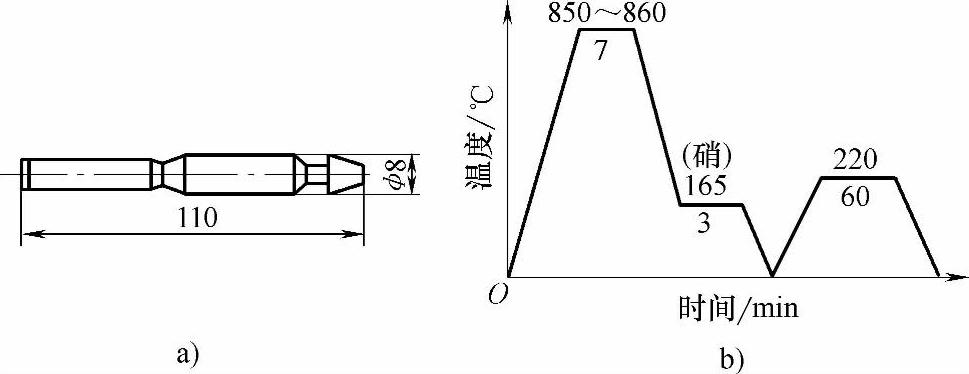
图5-25 螺纹测杆及热处理工艺曲线
a)测杆 b)热处理工艺曲线
(4)热处理工艺设计
1)CrWMn钢制螺纹测杆的淬火和回火工艺,如图5-25b所示。稳定化处理在160~180℃的盐浴炉中保温2h(不经校直的测杆,可不进行稳定化处理)。
2)GCr15钢制螺纹测杆的淬火和回火工艺:在650~700℃低温盐浴炉中预热15min后,在850~860℃,保温7min,于200~220℃硝盐浴中冷却1min后空冷到室温。在190~210℃的硝盐浴中回火2h后空冷。
(5)处理结果 硬度为60~62HRC;直线度为0.12~0.15mm。
2.校对量柱的热处理工艺设计
校对量柱是千分尺上的另一主要零件,如图5-26a所示。
(1)所用材料及技术要求 量柱一般采用CrWMn、GCr15钢等制造。要求热处理后硬度为62~65HRC;直线度与长度有关,参照附录B确定;淬火马氏体级别≤2级。
(2)热处理工艺性分析 该校对量柱特点也是零件小,数量多,不同规格长度差别较大等。因此,淬火加热和冷却过程温度的均匀性成为关键。为减少变形和尺寸稳定性,淬火和冷处理夹具结构应确保较长量柱装夹时是直立状态、相互有足够间隙,且每个夹具可装夹数量较多的量柱,以便兼顾生产过程质量和生产效率等问题。
(3)热处理工艺流程 淬火→清洗→冷处理→回火→清洗→中间部分高频感应加热退火→校直→稳定化处理→清洗→磨外圆→涂油→包装。
(4)热处理工艺设计
1)CrWMn钢制测杆的淬火和回火工艺曲线如图5-26b所示。

图5-26 校对量柱及淬火和回火工艺曲线
a)量柱 b)淬火和回火工艺曲线
稳定化处理,在160~180℃的硝盐浴炉中保温2h,(不经校直的测柱,可不进行稳定化处理)。淬火回火后彻底清洗残盐进行-78℃,保温60min的冷处理。中间部分高频感应加热退火温度700→800℃,空冷。
2)GCr15钢制校对量柱的淬火和回火工艺:在650~700℃盐浴炉中预热20min后,在850~860℃保温10min,于油中冷到室温;经热水冲洗和冷水冲洗后,立即进行-70~-78℃,保温30~60min的冷处理;在130~150℃的硝盐浴中回火2h后空冷。
(5)处理结果 硬度为62~64HRC;直线度为0.20~0.25mm。
3.微分筒体的热处理工艺设计(https://www.xing528.com)
(1)所用材料及技术要求 如图5-27所示的微分筒体用45钢制作;要求热处理后硬度为170~207HBW。
(2)热处理工艺性分析 由于零件结构简单、硬度要求不高,加之热处理后外圆经过磨削等,因此,正火处理即可。
(3)正火工艺设计 在彻底脱氧的盐浴炉中,860~880℃加热,保持10min后吹风冷却。

图5-27 千分尺微分筒体
4.卡尺尺身的热处理工艺设计
(1)材料及技术要求 图5-28所示的卡尺尺身用T10A或40Cr13钢制作;要求热处理后,测量面及距测量面2mm处的硬度为59~64HRC(T10A),53~58HRC(40Cr13),距测量面2mm以外的尺身硬度为40~48HRC;测量面淬火马氏体级别为≤3级(T10A),平面及侧面的直线度≤0.1mm。
(2)热处理工艺流程 检测上序质量→产前准备→淬火→清洗→回火→内、外卡爪测量面分别高频感应淬火→回火→清洗→粗校直→尺槽喷砂兼精校直→去应力回火。
(3)热处理工艺设计
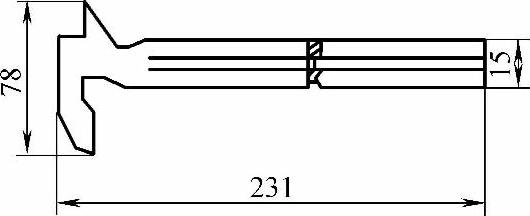
图5-28 卡尺尺身简图
1)淬火:在650~700℃盐浴炉中预热6min(T10A)或9min(40Cr13)后,再在800~820℃加热6min(T10A)或900~920℃加热9min(40Cr13),随即在150~170℃硝盐浴中分级冷却,待尺身内外温度一致后取出空冷到室温,或加热后油中冷却。
2)回火:在箱式或井式电炉中于380~420℃加热3h(T10A)或250~300℃加热4h(40Cr13),取出后校正错位的卡尺尺身后压紧并空冷到室温。
3)高频感应淬火:先后分别用专用感应器将大、小卡爪测量部位加热到860~900℃(T10A)或1100~1130℃(40Cr13)后,淬入150~170℃硝盐浴中分级冷却(每次处理后均应彻底清洗残余的硝盐)。
4)低温回火:在150~170℃的硝盐浴炉中保温2h后空冷。
5.卡尺尺框的热处理工艺设计
(1)材料及技术要求 图5-29所示的卡尺尺框用T10A或40Cr13钢制作;要求热处理后,测量面及距测量面2mm处的硬度为59~64HRC(T10A),53~58HRC(40Cr13),距测量面2mm以外的尺框硬度为40~48HRC;测量面淬火马氏体级别为≤3级(T10A)。
(2)热处理工艺流程 检测上序质量→产前准备→淬火→清洗→回火→内、外卡爪测量面分别高频感应淬火→回火→清洗→粗校直→尺槽喷砂兼精校直→去应力回火。
(3)热处理工艺设计
1)淬火:在650~700℃盐浴炉中预热6min(T10A)或9min(40Cr13)后,再在800~820℃加热6min(T10A)或900~920℃加热9min(40Cr13),随即在150~170℃硝盐浴中分级冷却,待尺身内外温度一致后取出空冷到室温。或加热后油中冷却。
2)回火:在箱式或井式电炉中380~420℃加热3h(T10A)或250~300℃加热4h(40Cr13)后空冷到室温。
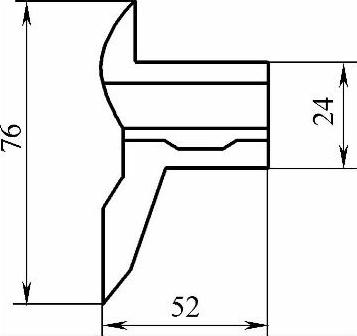
图5-29 卡尺尺框简图
3)高频感应淬火:先后分别用专用感应器将大、小卡爪测量部位加热到860~900℃(T10A)或1100~1130℃(40Cr13)后,淬入150~170℃硝盐浴中分级冷却(每次处理后均应彻底清洗残余的硝盐)。
4)低温回火:在150~170℃的硝盐浴炉中保温2h后空冷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。