



模具是机械行业加工产品的重要工艺装备之一,是实现少、无切削加工,节约原材料和提高产品性能的先进制造技术。模具质量的优劣不仅影响到被加工产品的质量和性能,而且关系其生产效率和生产成本。根据模具的使用条件、承载特点和常见的失效形式等,正确地选择材料和制订合理的热处理工艺以及认真地进行操作显得非常重要。
制造模具的材料很多,机械制造业最常用的模具材料有碳素工具钢、低合金工具钢和中、高合金工具钢以及钢结硬质合金、普通硬质合金等。按模具的用途可分为冷作模具材料、热作模具材料和塑料模具材料以及玻璃模具材料等。
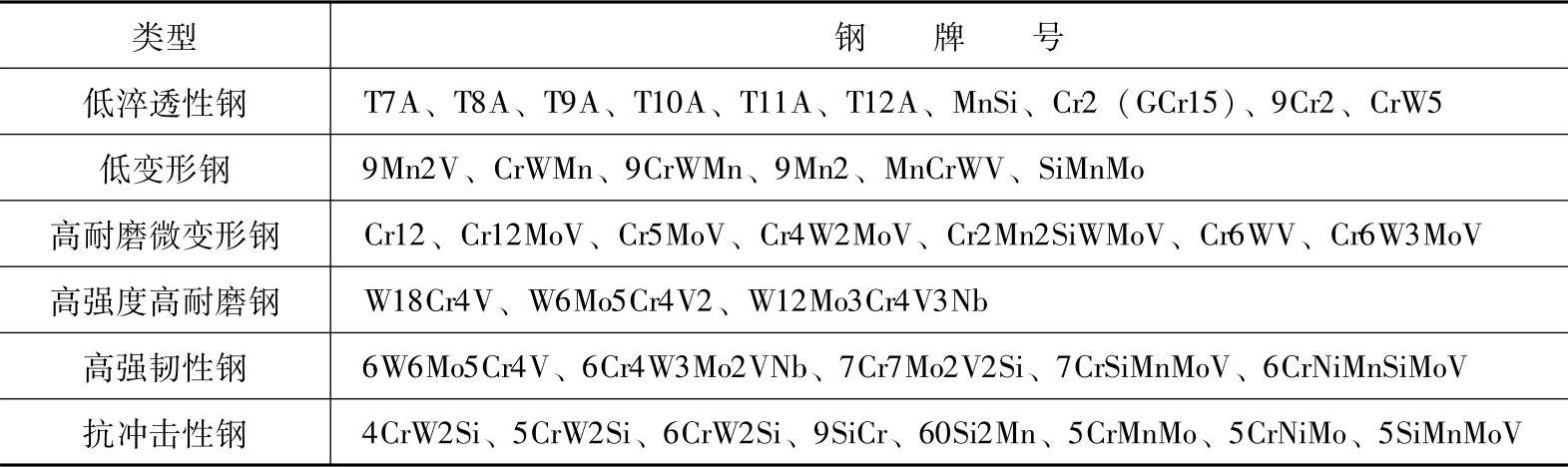
1.冷作模具的常用材料及其特性和应用
不同类型的冷作模具钢种及其牌号如表5-20所示。
表5-20 冷作模具钢的类别和主要牌号
为了适应高耐磨、高抗压、高精度、高寿命等的需要,如冷冲裁、冷挤压和冷镦锻等的凸凹模部分,常用硬质合金和钢结硬质合金制作,如表5-21和表5-22所示。
表5-21 钢结硬质合金牌号及性能

(续)
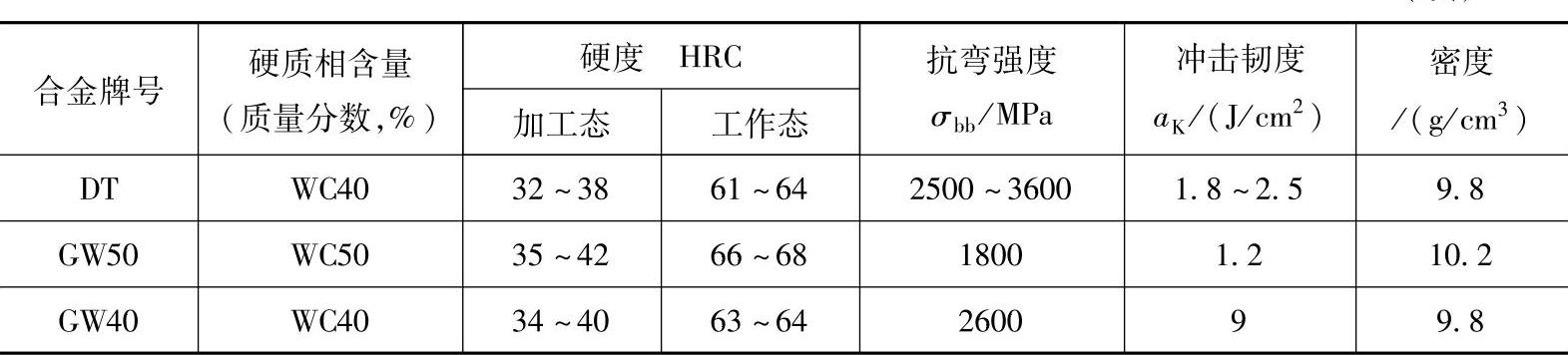
表5-22 普通硬质合金牌号及性能

2.热作模具的常用材料及其特性和应用
热作模具钢的类型和牌号如表5-23所示。
表5-23 热作模具钢的类型和牌号

下面,主要介绍几种热作模具钢的性能及应用。
(1)锤锻模用钢及其特性 制造锤锻模的钢种及其牌号主要是具有高强韧性的5CrNiMo、5CrMnMo、5SiMnMoV和5Cr4Mo等。其中,前两个牌号应用较广。5CrMnMo和5CrNiMo钢经正常热处理后的常温下的力学性能如表5-24所示。表5-25为5CrNiMo钢在较高温度下的力学性能。
表5-24 5CrMnMo和5CrNiMo钢常温下的力学性能
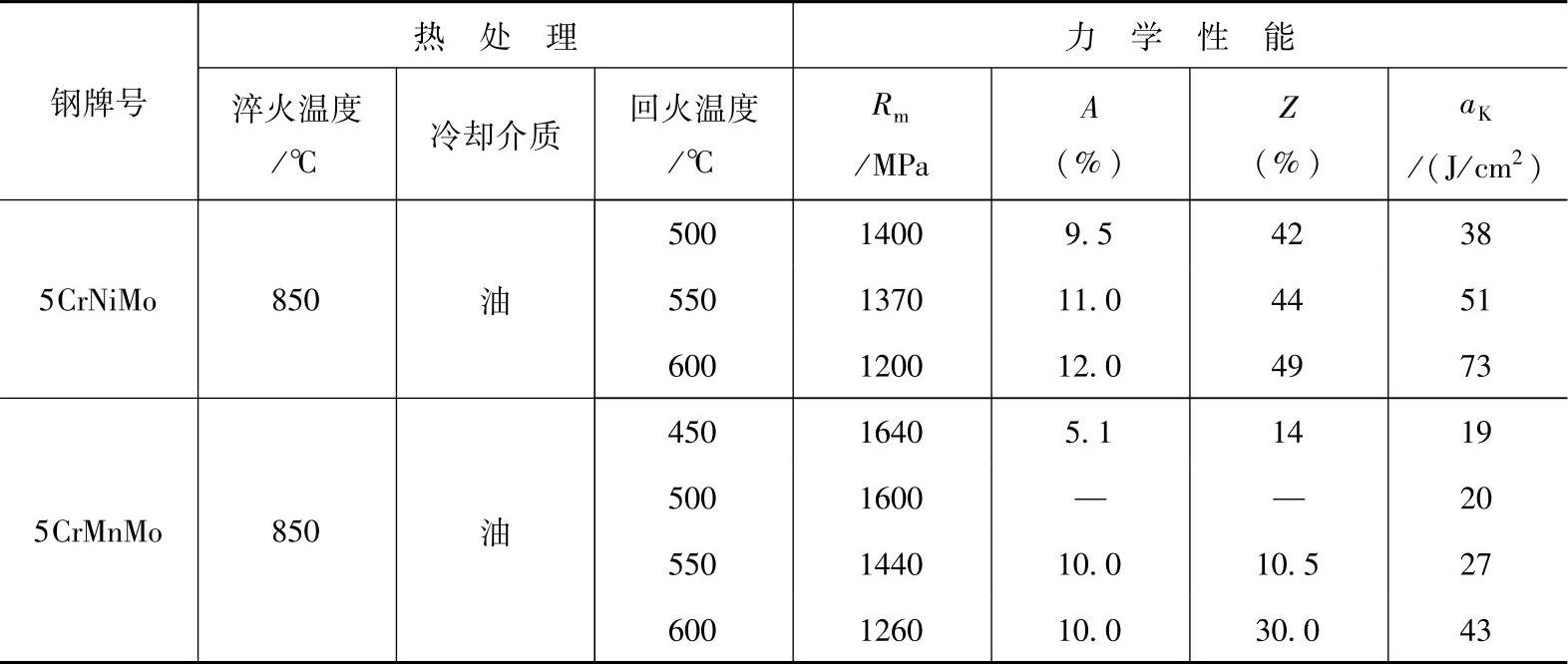
表5-25 5CrNiMo钢在较高温度下的力学性能

这两种热作模具钢具有较高的淬透性,如截面300mm×300mm×400mm的模块经820℃加热后在油中冷却淬火;于560℃回火后,整个截面硬度非常均匀,心部硬度比表面低≤10~20HBW。5CrNiMo钢适用于制造复杂、冲击载荷重的大型及特大型的锻模(最小边长≥400mm)。5CrMnMo钢淬透性比5CrNiMo钢稍差些,且塑性和韧性也低些。同时,过热敏感性稍强。因此,5CrMnMo钢适用于制造最小边长≤300~400mm的中、小型锻模。
4SiMnMoV和5SiMnMoV钢是无镍铬热模具钢,生产实际使用表明,模具寿命和技术经济指标已达到,甚至超过进口模具钢水平,已在生产实践中逐渐扩大使用。
(2)压铸模用钢及其特性 在生产中经常压铸的材料有锌合金、铝合金、镁合金、铜合金和黑色金属等五大类。这些合金的熔点、压铸温度和模具的工作温度以及所要求的硬度等如表5-26所示。
表5-26 压铸合金的熔点、压铸温度和模具工作温度及要求的硬度(https://www.xing528.com)
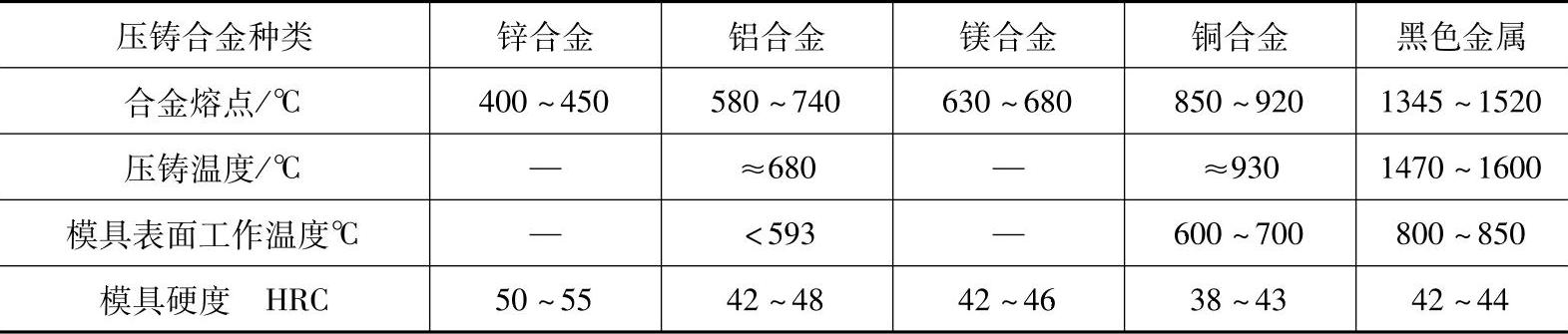
根据所压铸的合金浇注温度,压铸模可分为两大类。
1)压铸低熔点合金(锌合金、铝合金和镁合金)用的模具钢:一般使用3Cr2W8V和4Cr5MoSiV钢即可。4Cr5MoSiV钢可在空气中淬火硬化,使用寿命较长。例如,压铸锌合金时,一般可达数10万次;压铸铝合金时,由于铝有融蚀和渗入模具表面以及粘模现象而影响正常使用,一般寿命也可达10万次左右。
2)压铸高熔点合金(铜合金和黑色金属等)的模具钢:压铸铜合金时,各国大部分也用3Cr2W8V和4Cr5MoSiV钢,但寿命均不高。用5Cr4W2Mo2VSi钢制造铜合金压铸模具时,一般寿命可提高到6000次左右。对于压铸黑色金属(钢和铸铁),条件更加苛刻,各国都在探讨新材料。其中,用难熔金属(钼、钨等)为基的合金比较成功。例如,粉末烧结钨基合金、铜基合金(CrZrVCu、CoBeCu)等制造黑色金属压铸模比3Cr2W8V钢提高寿命1.5~2倍。值得重视的是,用3Cr2W8V钢渗铝或铬铝硅三元共渗的模具,压铸黑色金属也取得一定效果。
3)重载热挤压、热镦锻和精锻模用钢:这些模具虽然尺寸一般不大,但工作时需长时间与被加工的高温零件接触,不仅受热程度大,而且承载应力也大。这类模具常用热强度高的3Cr2W8V、4Cr5MoSiV、4Cr5MoSiVAl、4Cr5W2VSi、5Cr4Mo3SiMnVAl等钢制造。特别是含铬量较高并含硅的几个牌号,耐热疲劳性和抗氧化性均比较高,由于加入少量钒而提高了耐回火性和二次硬化现象。表5-27和表5-28分别为这种钢的常温力学性能和疲劳强度。实际使用证明,这些含铬高的热模具钢比3Cr2W8V钢模具寿命显著提高。
表5-27 三种热模具钢的常温力学性能

4)轻载热镦模和热挤压模用钢。在轻载条件下工作的热镦模和热挤模可采用低合金钢制造。其中,4SiCrV、8Cr3、7Cr3与35CrMnSi钢性能相差不多。因此,可以制作相同用途的模具。
表5-28 两种热模具钢的疲劳强度

注:循环次数大于103次。
8Cr3钢的热稳定性不高,但在400~500℃范围内的耐磨性仍较好;主要用于制作冲击力不大、受热温度500℃以下、要求耐磨的较大型压弯模和切边模以及热镦模具等。
3.塑料模具常用材料的类型及牌号
塑料模具用钢与冷、热模具用钢有很大区别,目前已形成其系列,如表5-29所示。
表5-29 塑料模具用钢的类别和牌号

4.玻璃模具常用材料类型及牌号
目前,国内外玻璃模具材料,大多使用铸铁和铸造不锈钢,经适当热处理后再进行表面强化处理。用的较成熟的材料有4Cr13Ni钢和HT200铸铁以及低Sn蠕墨铸铁等。
5.模具制造工艺路线
模具制造工艺路线,通常有以下几种:
(1)一般模具
1)毛坯锻造→球化退火→切削加工成形→淬火和回火→磨削加工→钳工精修和组装。
2)毛坯锻造→球化退火→切削粗加工→淬火和回火→成形磨削或电加工成形→钳工修研和装配→组装。
(2)精密模具
1)毛坯锻造→球化退火→切削粗加工→高温回火或调质→切削精加工→淬火和回火→成形磨削或电加工成形→钳工修研和装配→组装。
2)毛坯锻造→球化退火→切削粗加工→高温回火或调质→切削半精加工→去应力回火→切削精加工→钳工凸凹模配修→淬火和回火→精修研磨→组装
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。