



1.半轴的热处理工艺分析
(1)半轴的失效形式
1)汽车拖拉机半轴的失效方式,主要是因长时间使用或热处理硬度不当,导致花键齿被压陷或磨损而报废。
2)另种失效方式,是因杆部与花键连接处以及杆部与凸缘连接处应力集中严重,易产生疲劳断裂。
(2)主要性能要求 由于半轴是汽车和轮式拖拉机上驱动行走轮的杆件,它主要承受驱动和制动转矩,故半轴整体需要具有良好的扭转强度和抗疲劳能力;同时,汽车拖拉机行走的路况十分复杂,不可避免有大幅度的颠簸,因此半轴还需具有较好的冲击韧性;特别是花键齿部分,需要具有耐磨性和抗压陷的能力。
(3)选材要点 半轴一般采用淬透性较好的中、低碳合金钢制造。其中,中碳合金钢包括40Cr、42CrMo、40MnB、40CrMnMo、40CrMn、35CrMnSi和40CrV等;低碳合金钢包括20CrMnTi和12Cr2Ni4A等。应当指出,以往拖拉机半轴常采用低合金渗碳钢制造,目前多用40Cr和40MnB钢制造,可以简化热处理工艺、大大缩短生产周期和节约能源。
(4)半轴的预备热处理工艺方法
1)半轴的加工工艺路线为:下料→锻造成形→正火或退火→机械加工→调质→喷丸→校直→精加工→成品。
2)正火:锻造毛坯一般采用正火处理,对于正火后硬度过高的锻件应进行退火。
(5)半轴的最终热处理工艺方法 为了改善半轴的可加工性和为感应淬火奠定良好的组织基础,通常采用调质处理,然后进行中频感应加热淬火、回火,以期提高半轴的疲劳寿命。
2.典型半轴的热处理工艺设计(https://www.xing528.com)
以40MnB钢制CA-10汽车半轴为例,对其进行热处理工艺设计。
(1)40MnB钢制半轴的半成品调质工艺
1)淬火:在台车式电阻炉中进行,温度测量与控制为自动控制仪表;装炉量为20~24件/炉。其工艺参数为:830~850℃加热,透烧后在油中冷却。
2)回火:在带风扇并自动控温的回火炉中进行,温度为300~350℃,到温后保温30~45min出炉水冷。
3)硬度检测为40~45HRC。
(2)半轴感应淬火工艺参数(表4-7)
表4-7 半轴感应淬火工艺参数
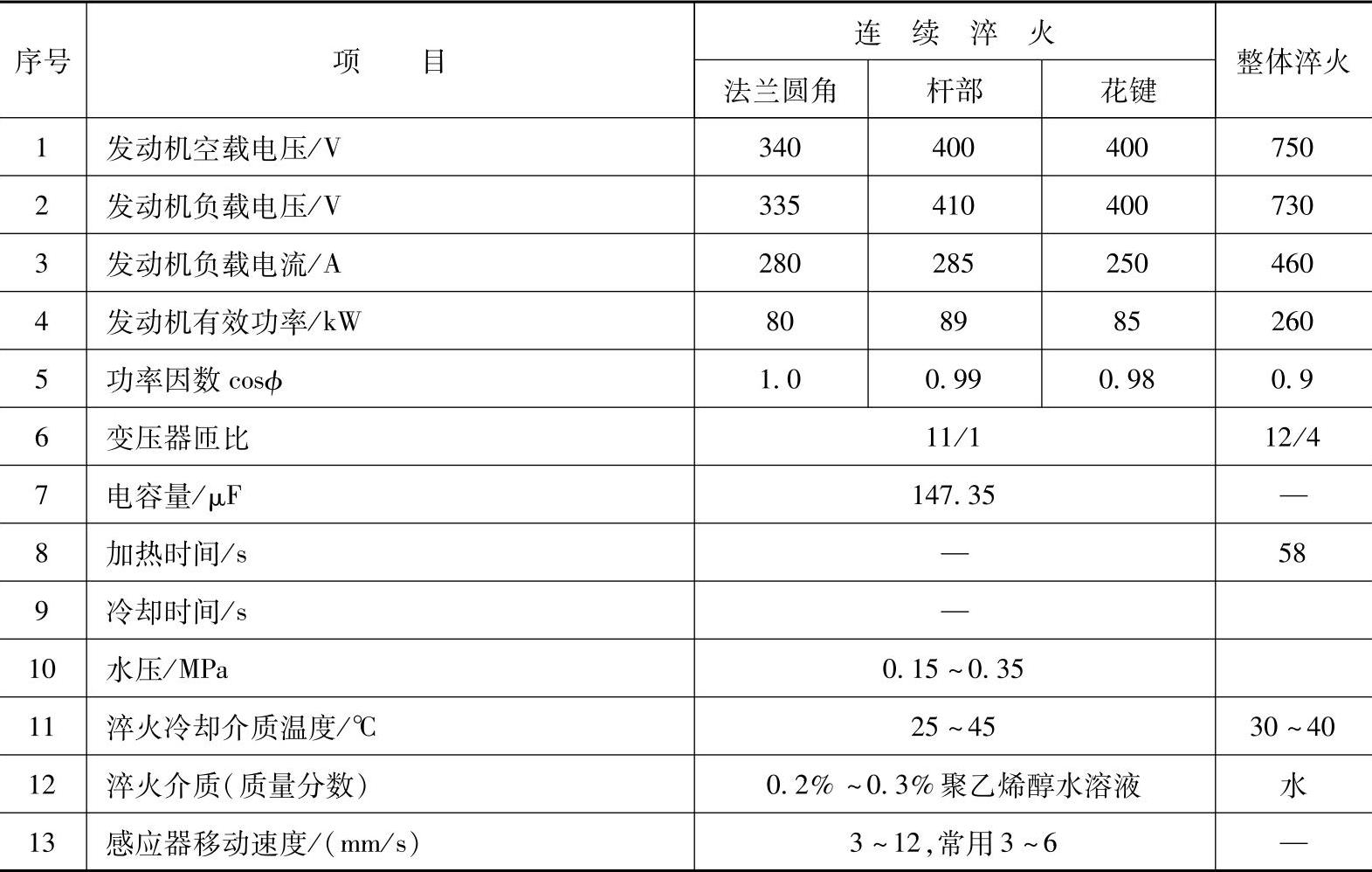
(3)处理结果 表面硬度:52~58HRC;硬化层深度:花键处为4~5mm,杆部为5~6mm;磁力探伤无裂纹可见;直线度误差(全长校直后)小于0.20mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。