



1.挺杆的热处理工艺分析
(1)挺杆的失效形式 由于挺杆与凸轮接触的端面为球面,与凸轮相对滑动的过程为点接触,承受较大接触应力,致使挺杆的主要失效方式为磨损、擦伤及接触疲劳性破坏。
(2)主要性能要求 如前所述,挺杆主要失效方式是端头磨损、擦伤和接触疲劳破坏。因此,挺杆整体应具有足够的强度、抗疲劳能力和一定韧性;端头应具有较高硬度,确保良好的耐磨性。
(3)选材要点 挺杆材料主要有20、15Cr、20Cr等渗碳钢;35、45、45Cr等调质钢。使用铸铁制作挺杆的多数为铬钼或铬镍钼合金铸铁。例如:w(Ni)=0.40%~0.50%,w(Cr)=0.50%~1.0%,w(Mo)=0.40%~0.60%,有的企业采用35钢堆焊合金铸铁等。
(4)挺杆的热处理工艺方法
1)预备热处理:低碳碳素钢挺杆毛坯锻造后直接空冷正火;低碳合金钢和合金铸铁需进行普通退火。
2)挺杆加工工艺路线:一般挺杆的工艺路线为热镦成形。其工艺路线为:下料→热镦→机械加工→渗碳→淬火和回火→精加工→磷化→成品。
筒状挺杆的工艺路线为冷挤压成形。其工艺路线为:下料→退火→磷化、皂化→精加工→磷化→成品。
3)最终热处理:挺杆的最终热处理视所用材料而定,低碳碳素钢和低碳合金钢制挺杆需进行渗碳或碳氮共渗后淬火、回火;合金结构钢制挺杆进行普通淬火和回火处理。
2.典型挺杆的热处理工艺设计(https://www.xing528.com)
以35钢制挺杆为例,对其进行热处理工艺设计。
(1)预备热处理35钢锻造时适当控制终锻温度(在Ac1以上10~50℃),锻后空冷。无需重新正火,直接进行机械加工成形。
(2)最终热处理 采用碳氮共渗后直接淬火,随后进行低温回火。
1)碳氮共渗直接淬火。其工艺曲线如图4-4所示。
2)回火。在带风扇并自动控温的回火炉中进行,加热温度为180~200℃,到温后保温30~45min出炉空冷。
3)精加工后磷化处理。
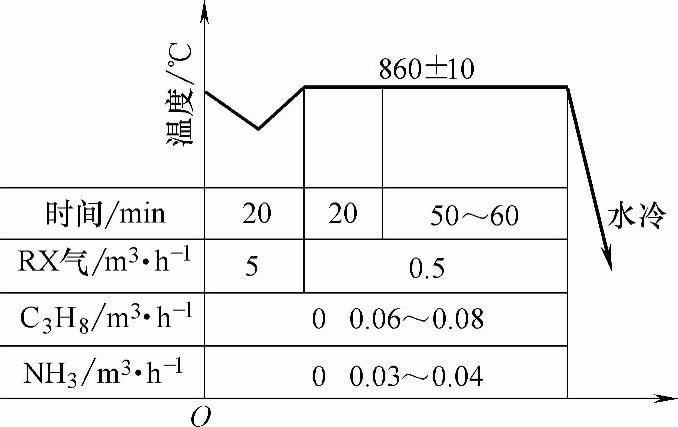
图4-4 35钢挺杆在RJJ-60井式炉中碳氮共渗工艺曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。