



球墨铸铁制拖拉机减速齿轮的热处理工艺设计
(1)铸铁齿轮失效分析 齿轮运转时齿根承受往复弯曲应力的作用,以往采用QT800-2制造,经淬火和低温回火后(硬度在55~60HRC)使用。其耐磨性良好,但使用到不足500h就发生断齿现象。破断面呈现不明显的疲劳源及其扩展纹,以脆性断裂特征为主。初期分析认为是由于韧性较差导致弯曲疲劳强度不佳造成的。为了提高韧性曾采用降低硬度的办法,结果硬度降低到48~50HRC,仍解决不了断齿问题。同时,有的未断齿的齿轮耐磨性却大幅度降低。
根据资料所载,球墨铸铁等温淬火后,具有强韧兼优的性能,且耐磨性良好。由此进行了球墨铸铁牌号选优及其等温淬火工艺设计。
(2)球墨铸铁牌号的选择 试验研究表明,材料的疲劳强度既与其抗拉强度有直接关系,也与其韧性有密切关系。为了在提高韧性的条件下而不降低其强度,拟选择QT900-2牌号的球墨铸铁制造该减速齿轮并最终施以等温淬火处理。球墨铸铁成分(质量分数):C3%~3.6%,Si2.8%~3.1%,Mn0.3%~0.5%,P<0.06%,S<0.03%,Mo0.15%,Mg0.035%~0.60%,RE0.03%~0.05%。
(3)毛坯预备热处理 为了给最终的等温淬火奠定良好组织基础,该齿轮毛坯进行雾冷正火,以便彻底消除铁素体。试验表明,空冷正火后的组织(体积分数)为85%~90%珠光体,风冷正火后的为90%~95%珠光体,喷雾冷却正火后的珠光体可达98%以上,其力学性能相应提高,如表3-1所示。为了改善可加工性,正火后进行一次高温回火。
表3-1 球墨铸铁雾冷正火和空冷正火后的性能比较

球墨铸铁齿轮预备热处理工艺曲线,如图3-5所示。(https://www.xing528.com)
(4)等温淬火工艺 拖拉机减速齿轮的等温淬火工艺曲线如图3-6所示。
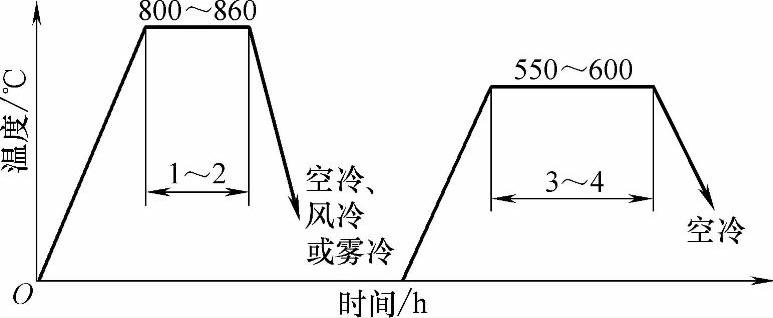
图3-5 球墨铸铁齿轮预备热处理工艺曲线
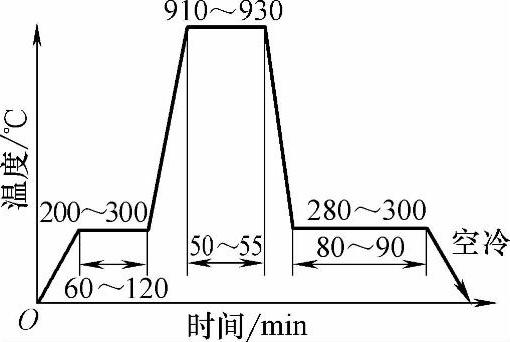
图3-6 拖拉机减速齿轮的等温淬火工艺曲线
(5)处理结果 齿轮实物硬度为43~45HRC;同炉处理的试样力学性能Rm为905MPa,A为1%~2%,aK为60J/cm2,硬度为45HRC。齿轮断齿问题得到根本解决,且耐磨性良好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。