



1.整体淬火回火后的质量和检验
机械零件和工模具整体淬火回火后的质量和检验,应满足以下条件:
(1)外观质量 表面应清洁,不允许有裂纹、烧伤及超过加工余量的麻点、锈蚀和碰伤;在无氧化条件下处理的工具、模具、量具、夹具表面一般应无氧化色泽。
外观质量用肉眼或低倍放大镜观察,必要时可采用浸油喷砂法或探伤法检验裂纹。
(2)表面硬度 零件的表面硬度应符合其图样和工艺文件的规定。表面硬度偏差一般为0~+5HRC。
硬度检验应按GB/T 230.1—2009、GB/T 230.2—2002和GB/T 230.3—2002规定的方法在零件有代表性的工作表面测量,当不宜采用规定的方法时,也可采用其他硬度试验方法。
(3)淬硬区尺寸 局部淬火的零件其淬硬区的尺寸偏差应符合表1-51的规定。对硬化区尺寸有特殊要求的零件应按工艺文件执行。
表1-51 局部淬火的硬化区尺寸偏差 (单位:mm)

(4)显微组织 整体淬火回火后的显微组织应符合以下规定:
1)中碳结构钢、中碳合金结构钢零件淬火后的显微组织按JB/T 9211—2008评定,马氏体1~5级合格;弹簧钢零件,马氏体1~4级合格。
2)碳素工具钢、合金工具钢零件淬火回火后的显微组织按ZB J36003—1987第十至第十三级别图评定,马氏体1~3.5级合格。
3)滚铬轴承钢零件淬火-回火后的显微组织按JB 1255—2001第二级别图评定,主要零件1~3级合格,非主要零件1~7级合格。
4)高速钢零件淬火后显微组织按ZB J36003第二、第六级别图评定,晶粒度9~11级合格。
5)零件淬火-回火后的脱碳层按GB 224规定检验,表面总脱碳层深度应小于单边加工余量的1/3。
检验显微组织按GB/T 13298—1991规定的方法,在零件有代表性的部位或同炉的试样上观察。(https://www.xing528.com)
(5)力学性能 弹性零件的力学性能应符合零件图样的规定。
(6)变形量 零件淬火-回火后的变形量应符合图样或冷热加工协商的结果。变形量超差的零件一般可以校正,精度稳定性要求高的零件校正后应进行去应力处理。
2.整体淬火、回火常见缺陷及其预防措施
机械零件和工模具整体淬火回火常见缺陷及其预防措施,归纳于表1-52~表1-54。
表1-52 整体淬火后硬度不足及其预防措施
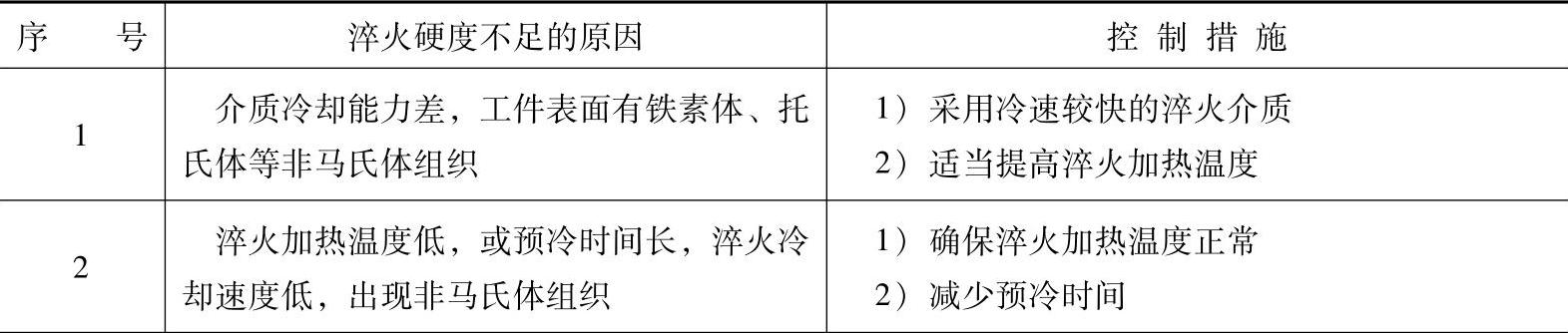
(续)
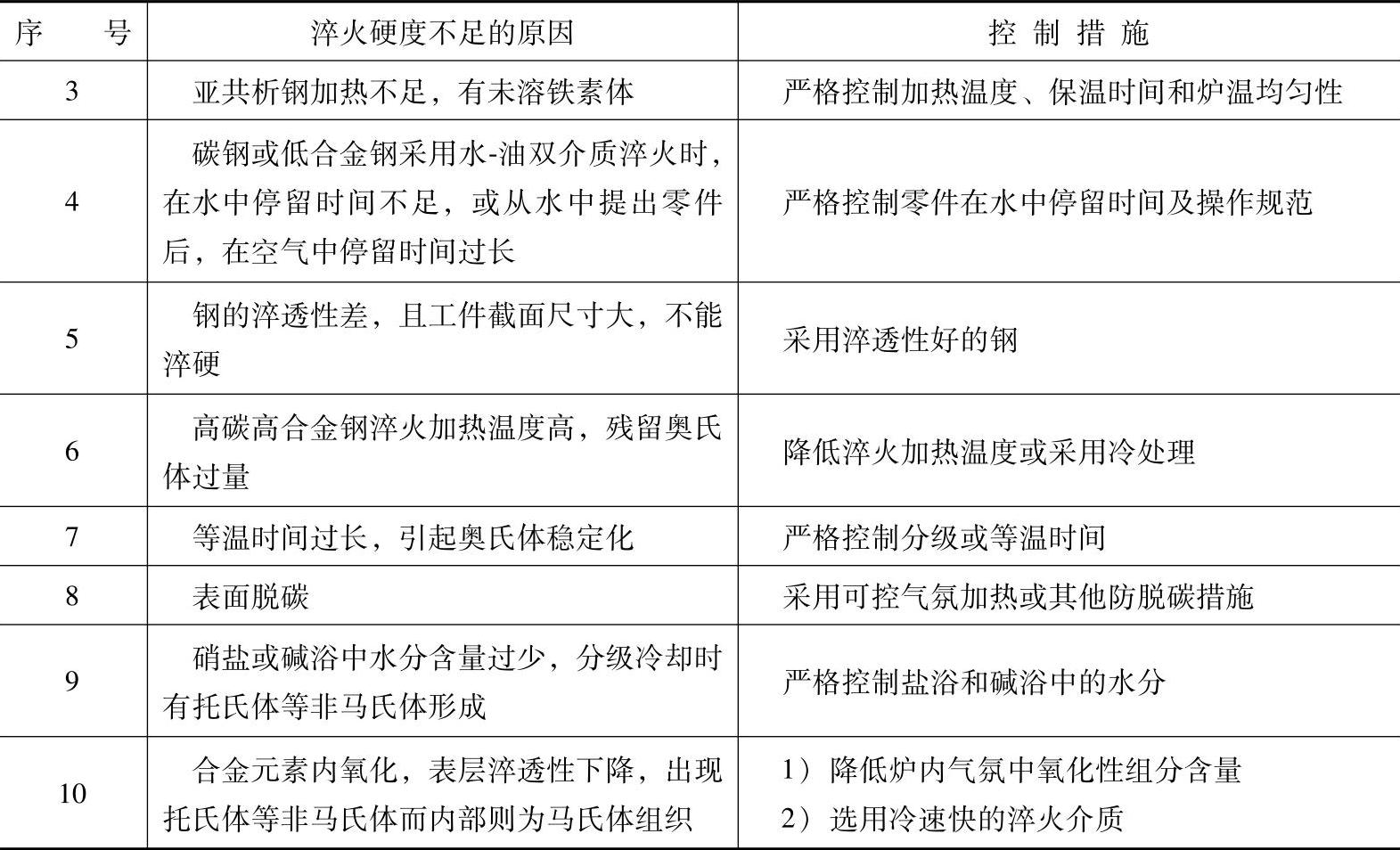
表1-53 整体淬火产生软点的原因及其预防措施

表1-54 零件回火缺陷产生原因及其预防措施

(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。