



机械零件和工模具的表面热处理,通常是指感应淬火、火焰淬火、接触电阻淬火和激光淬火以及电解液淬火等。表面淬火是对零件进行快速加热,使零件一定深度的表面层快速地加热到淬火温度,然后迅速冷却,从而使表面获得具有高硬度的马氏体组织,而心部则仍然保持韧性和塑性较好的原来组织。
1.感应淬火
感应淬火,是指利用一定频率的电流通过欲淬火件附近的导体(感应器),在磁场作用下使其表面产生感应电流而加热,达到预期温度后立即迅速冷却的热处理工艺。
感应淬火主要适用于碳含量(质量分数)为0.3%~0.6%的碳素钢和合金钢制零件的表面硬化;也可采用适当措施,对机械零件和工模具进行局部或整体加热的正火、退火、回火以及钎焊等。
主要工艺参数的确定:
(1)频率的确定 淬硬层深度要求与电流频率的关系如表1-32所示。淬硬层深度和轴件直径与频率的关系如表1-33所示。
(2)比功率的选择 轴件表面加热比功率的选择如表1-34所示。
表1-32 淬硬层深度要求与电流频率的关系

表1-33 淬硬层深度和轴件直径与频率的关系
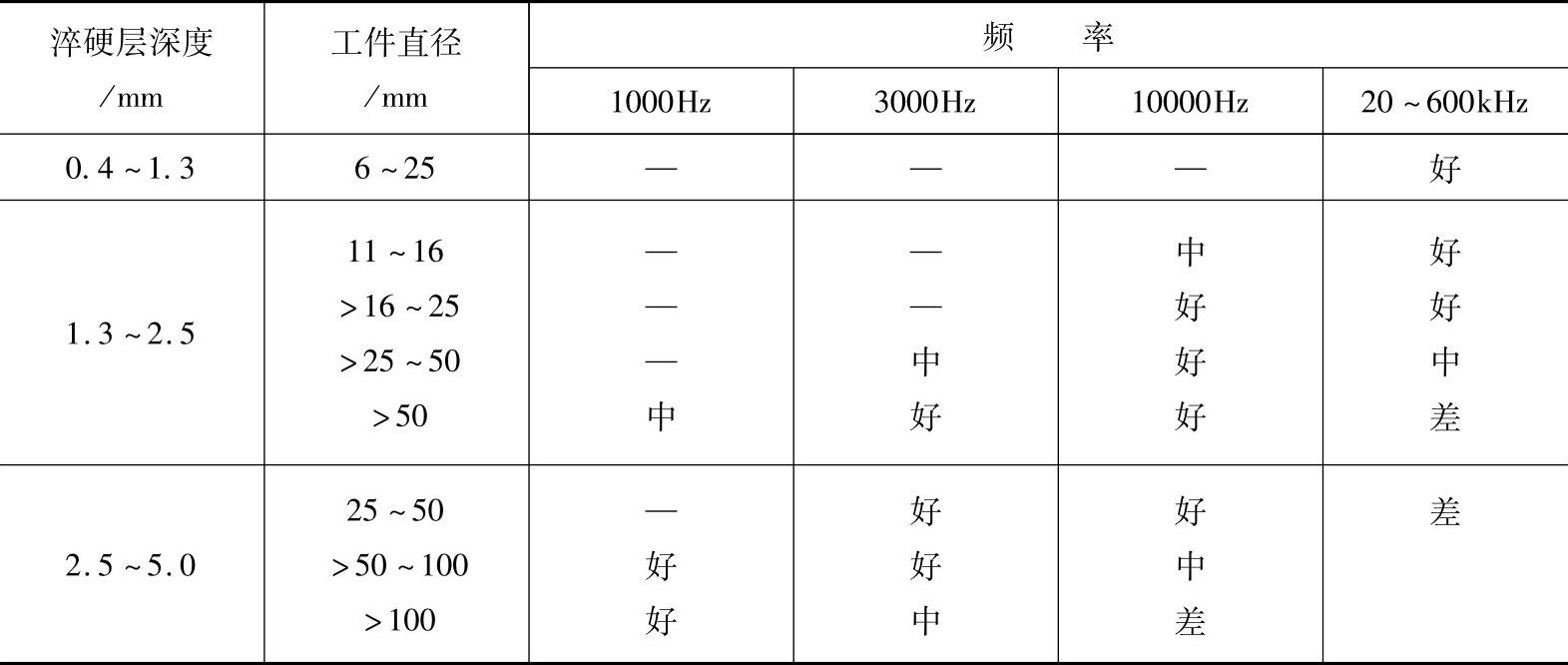
表1-34 轴件表面加热比功率的选择

(3)加热温度和冷却介质的确定 对不同材料推荐的感应淬火加热温度和淬火冷却介质及硬度,见表1-35所示。
表1-35 不同材料推荐的感应淬火加热温度和淬火冷却介质及硬度

(4)感应淬火典型的加热和冷却方式(图1-13)

图1-13 感应淬火典型的加热和冷却方式
a)周期式加热-冷却方式 b)连续式加热-冷却方式
2.火焰淬火
火焰淬火,是指利用氧-乙炔(或其他可焰气体)火焰对机械零件或工模具表面进行加热,温度达到预期效果后立即迅速冷却的热处理工艺。
火焰淬火主要适用于中碳钢和中碳低合金钢制机械零件或工模具表面淬火。同时,也适用于表面无任何缺陷、且基体组织中大部分(体积分数≥70%)为珠光体球墨铸铁制机械零件和工具、模具、量具、夹具件。
(1)火焰淬火方法 主要有固定法、旋转法、推进法和旋转推进法,如图1-14所示。
(2)火焰移动速度与淬硬层深度 推进法加热的火焰移动速度与淬硬层深度的关系,见表1-36所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-14 火焰淬火示意图
a)固定法 b)旋转法 c)推进法 d)旋转推进法
表1-36 推进法加热火焰移动速度与淬硬层深度的关系

(3)火焰喷嘴和喷水嘴,通常情况下喷火孔径为Φ0.5mm;喷水嘴孔径为Φ0.8~Φ1.0mm;喷嘴与工件表面距离为10~15mm,即火焰焰心与工件表面距离为1.5~3.0mm(此处温度最高);喷火孔与喷水孔距离为10~15mm。火焰喷嘴和喷水嘴的典型结构,如图1-15所示。
3.接触电阻加热淬火
接触电阻加热淬火,是指利用与工件接触的电极通电后产生的电阻热来加热工件表面,温度达到预期效果后立即迅速冷却的热处理工艺。接触电阻加热淬火工艺主要适用于形状简单的机械零件和工模具,如机床和夹具体导轨表面淬火等。
接触电阻加热淬火工艺参数:
1)电源为电压为220V、50Hz的工业用电。用25~200kW的变压器降至2~8V使用。通常将电压作为不变的固定参数。
2)一般推荐电流密度为350~400A/cm2;滚轮直径为Φ200~Φ300mm,宽度10~15mm(特殊需要时,可增至100mm)。
3)滚轮移动速度,根据变压器功率、滚轮宽度及硬化层深度确定。一般可取3~5mm/s,最大不超过10mm/s。例如,当硬化层深度为2~3mm时,移动速度可取5~8mm/s;硬化层深度为4~5mm时,移动速度以取2~4mm/s为宜。硬化层深度、滚轮宽度与电流的关系,如表1-37所示。
4)操作时,滚轮压力不宜过大或过小,一般推荐100~150MPa。否则,工件表面会被压凹陷或因接触不良而打火烧伤。
4.激光淬火
激光淬火,是指利用激光发生器发出的激光束,在专门的激光热处理装置上对机械零件或工模具表面进行加热,温度达到预期效果后自行冷却硬化的热处理工艺。
激光淬火,可用于常用钢和铸铁制机械零件和工模具进行一定深度的相变硬化,也可对工具、模具、量具、夹具表面进行合金化处理;以及对高硬度的工模具表面进行硬质合金化等。

图1-15 火焰喷嘴和喷水嘴的典型结构
表1-37 硬化层深度、滚轮宽度与电流的关系

激光淬火工艺参数:
1)激光淬火用的激光器功率一般为0.1~10kW。
2)扫描速度一般为300~750mm/min。
3)光束摆动宽度一般为5~20mm。
4)光束射入角度小于45°。
5)光斑功率密度一般为1000~10000W/cm2,常用1000~6000W/cm2。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。