



1.整体淬火的常用工艺方法
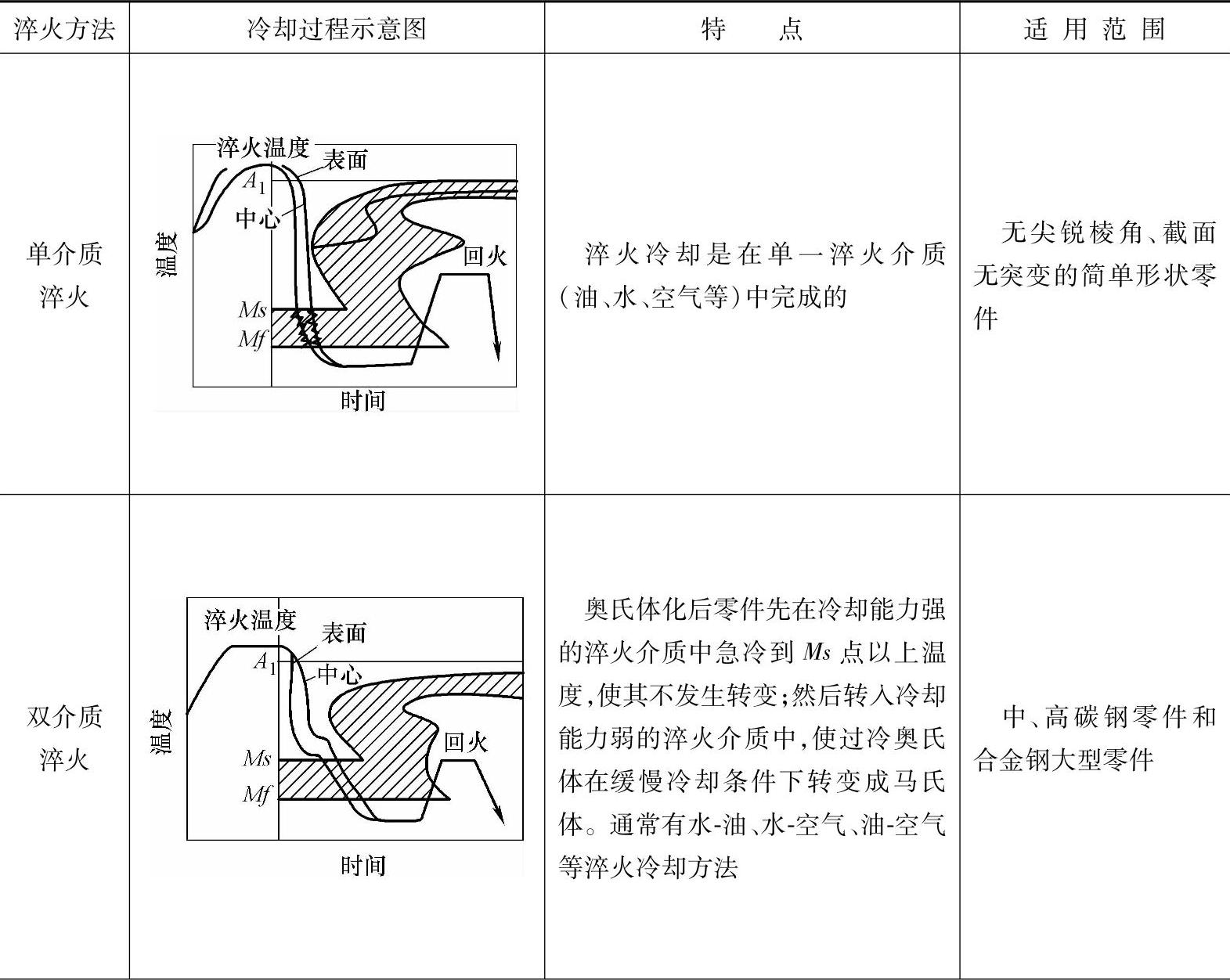
机械零件及工模具的整体淬火方法很多。常用淬火方法及其适用范围如表1-28所示。零件整体淬火加热温度:亚共析钢一般为Ac3+30~50℃;共析钢和过共析钢一般为Ac1+30~50℃。整体淬火加热温度允许偏差取决于零件类别,见表1-29所示。
表1-28 常用淬火方法及其适用范围
(续)
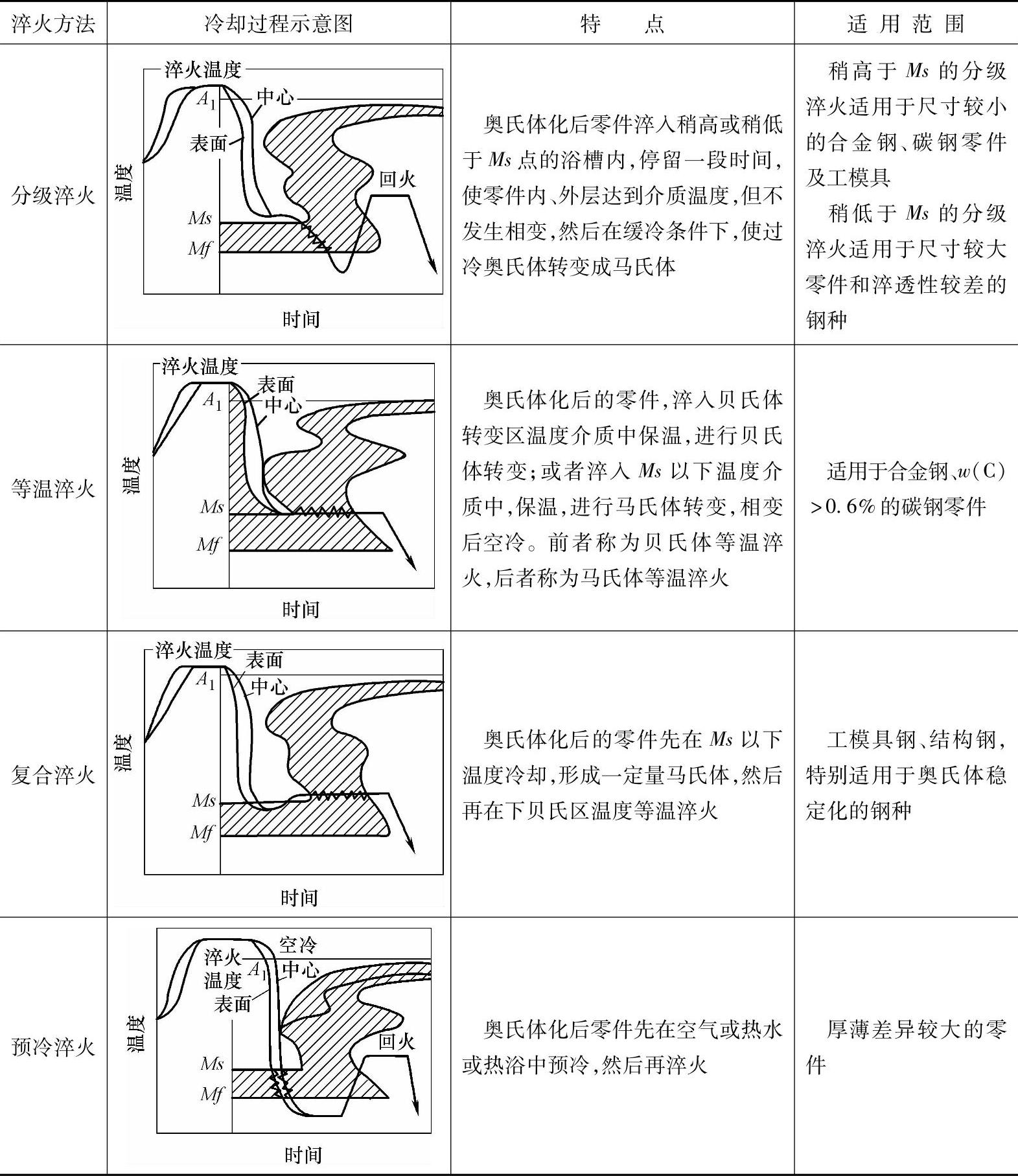
表1-29 淬火和回火加热温度允许偏差值

冷却是淬火的关键环节,碳素结构钢制零件和碳素工具钢制工具、模具、量具件淬火时,一般采用水冷却或先水后油双介质冷却;合金钢零件淬火时,一般采用油冷却或先油后空气双介质冷却;高合金钢有时加热后直接空冷即可。对于形状复杂零件为了减小变形和防止开裂,往往采用熔碱或熔盐分级淬火或等温淬火等。
2.机械零件和工模具的常用回火工艺
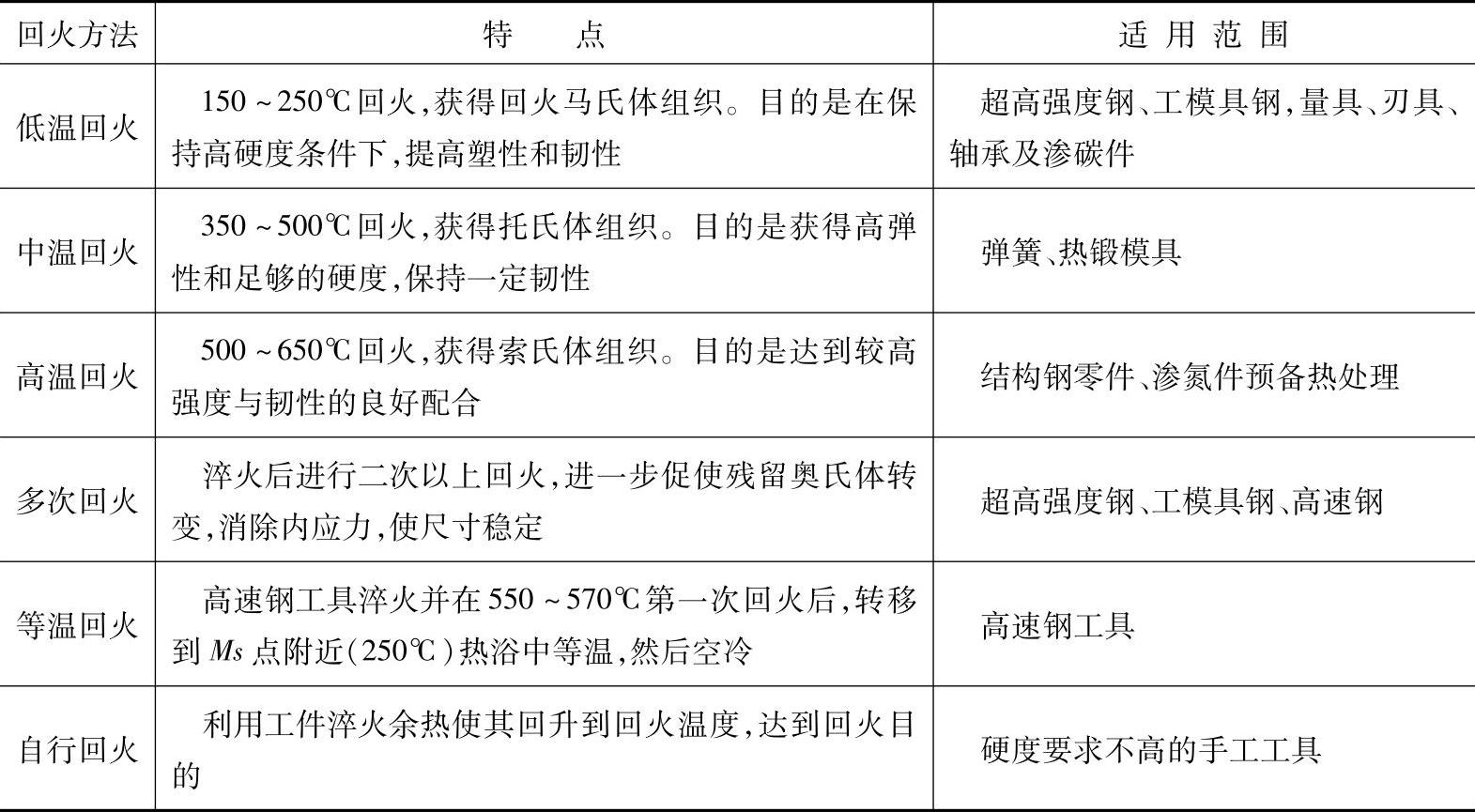
零件淬火后,根据不同性能要求必须进行回火。常用的回火方法如表1-30所示。
表1-30 常用的回火方法
回火温度允许偏差和应选择的加热炉类别,根据零件的类别而定,见表1-29所示。
3.调质处理在机械零件与工模具加工中的应用
调质处理是淬火和高温回火的联合操作。一般按实际需要,淬火后在稍低于其Ac1点或500~680℃温度范围进行高温回火。
在机械零件和工模具零件制造中,一般在以下三种情况下进行调质处理:
1)为了使机械零件或工模具零件整体具有较高的综合力学性能,然后通过表面热处理使其表面获得硬化,以确保其既耐磨,又能承受较大冲击载荷。
2)为了使机械零件和工模量夹具表面机械加工后获得较低的粗糙度值及可加工性,通过调质处理可获得适中硬度(一般要求28~32HRC)。(https://www.xing528.com)
3)对于要求精度高、变形小的工具、模具、量具、夹具件,利用调质处理为其最终热处理(淬火和回火)作好组织准备。
4.机械零件和工模具的冷处理工艺
冷处理工艺,根据处理温度不同分为:冰冷处理(0~-80℃),中冷处理(-80~-150℃),深冷处理(-150~-200℃)三种。按所用介质可分为:用干冰制冷的冷处理和用液氮等制冷的深冷处理。
由于处理目的和零件结构的复杂程度等不同,冷处理工序的安排也不同,一般有如下三种类型:
Ⅰ——淬火→冷处理→低温回火。
Ⅱ——淬火→低温回火→冷处理→低温回火。
Ⅲ——淬火→冷处理→低温回火→冷处理→时效。
渗碳零件和高碳钢制工模具的冷处理,通常在淬火后立即进行,然后再进行一次低温回火,以便减少内应力;高合金钢工具、模具、量具、夹具件冷处理时,往往安排在淬火和低温回火后进行,然后再进行一次低温回火,以免产生裂纹等缺陷;对于标准量具和高精密夹具,通常淬火后立即进行第一次冷处理以防残留奥氏体发生稳定化,随后进行低温回火,再进行第二次冷处理,使剩余的残留奥氏体进一步转变为马氏体,最后进行一次低温时效处理。
生产中常用的冷处理温度一般在-30~-80℃之间。对于特殊要求的零件可用更低的温度进行冷处理。
5.机械零件及工模具的时效工艺方法
1)精密零件的人工时效工艺:在120~140℃温度下,经长时间(12~36h)保温后空气中冷却。
2)铸件人工时效的工序流程,有如下几种:
铸造→机械粗加工→人工时效→机械精加工。
铸造→机械粗加工→人工时效→机械半精加工→人工时效→机械精加工。
铸造→机械粗加工→自然时效。
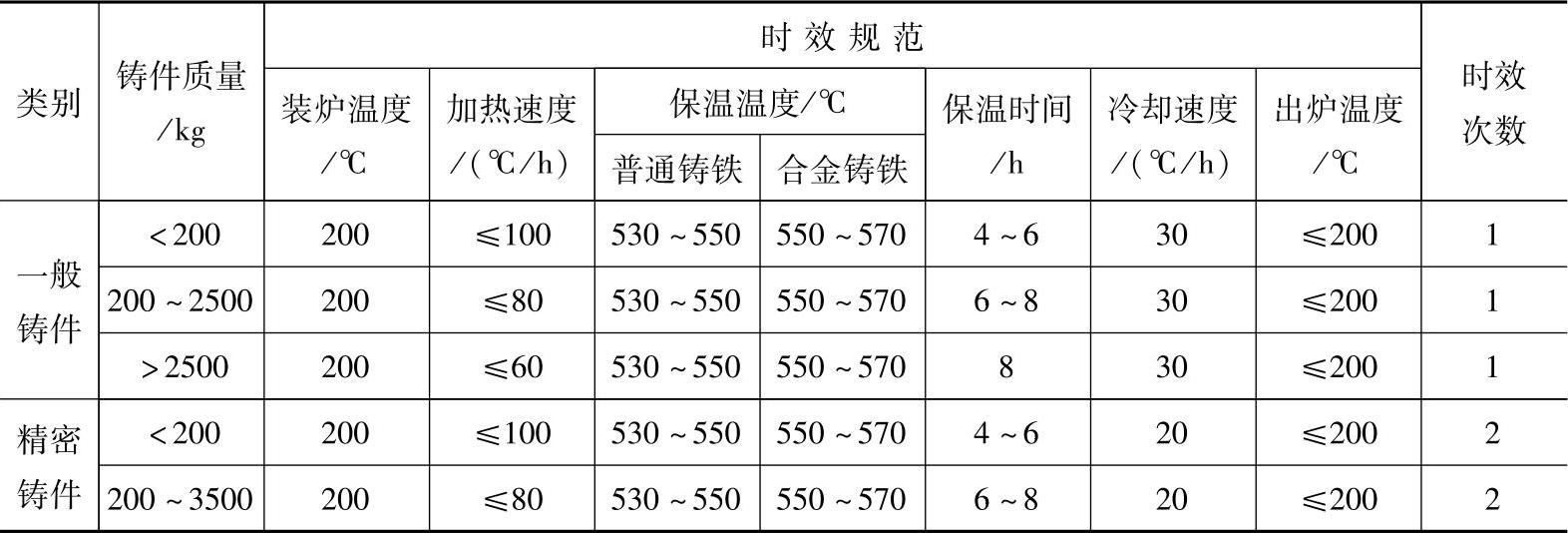
铸件人工时效工艺规范,如表1-31所示。
表1-31 铸件人工时效工艺规范
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。