



在零件图样上,正确、统一采用热处理技术要求符号和具体的技术要求是机械图的重要内容。这对热处理质量和产品质量以及技术交流都很重要,并在JB/T8555—2008《热处理技术条件在图样上的标注方法》中作了统一规定。
1.热处理方法和技术条件用符号
在零件图样上,应统一采用标准的热处理技术要求符号。图样上标注热处理技术要求用符号如表1-25所示。
表1-25 图样上标注热处理技术要求用符号表

(续)

注:1.标注某种牌号钢的热处理表示方法(代号)时,在一般情况下省略钢的牌号。
2.布氏硬度的公称值是硬度允许范围的平均值,其允差为±15HBW,例如,235HBW表示硬度值为220~250HBW;洛氏硬度<40HRC时,允差±5HRC,硬度公称值是允许范围的平均值,例如,35HRC表示30~40HRC;40~58HRC时,允差HRC+50,其公称值是硬度允许范围的低限值,例如,48HRC表示48~53HRC;≥59HRC时,上差不限,下差为零,其硬度公称值表示允许范围的低限值。
3.如有特殊要求需要变动标准硬度范围时,则应当标注所需硬度值的上下限,但此时应考虑到热处理工艺的可能性。
2.在图样上热处理技术要求的正确标注
在图样上标注的热处理技术要求,是指成品零件热处理最终状态所具有的性能要求和应达到的技术指标。对于退火、正火或淬火、回火(含调质)作为最终热处理状态的零件,硬度要求通常用布氏硬度或洛氏硬度表示,也可用其他硬度表示。对于其他力学性能要求,应注明其技术指标和取样方法。对于大型铸、锻件不同部位、不同方向的性能要求,也应在图样上标注。
热处理技术要求的指标,一般以范围法表示,标出上、下限值,如60~65HRC。也可用偏差法表示,以技术要求的下限为名义值,则下偏差为零,再加上偏差表示,如60+50HRC。特殊情况也可只标下限或上限值,此时用不小于或不大于表示,如不大于229HBW。在同一产品的所有零件图上,必须采用统一表达形式。
对于局部热处理的零件,在技术要求的文字说明中要写明“局部热处理”。在需要热处理的部位用细点画线框出;如果是轴对称零件或在不致引起误会的情况下,可用一根细点画线在热处理部分的外侧标注,如图1-6所示。(https://www.xing528.com)
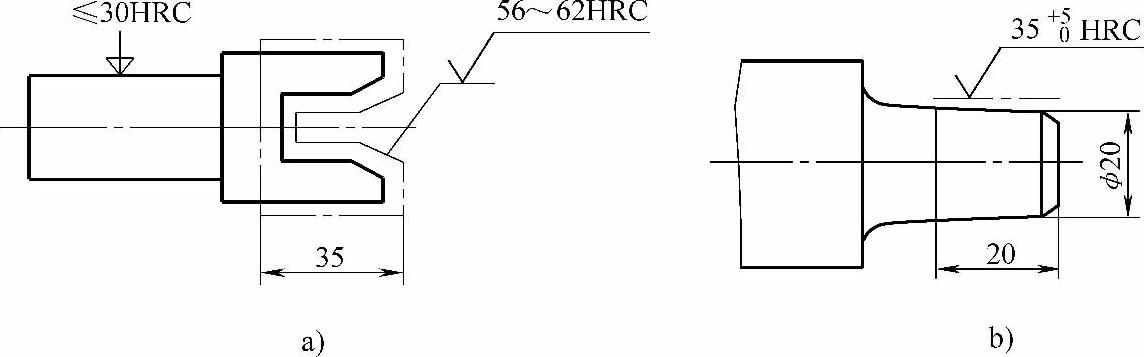
图1-6 局部热处理在图样上的标注案例
a)范围标注法 b)偏差标注法
如果零件形状复杂或容易与其他工艺标注混淆,且热处理标注有困难,而用文字说明也很难说清楚时,可以用另加附图专门标注对热处理的技术要求。
对于表面淬火零件,除要标注表面和心部硬度外,还要标注有效硬化层深度。图1-7所示为一个要求局部感应加热淬火零件,离轴端(15±5)mm处开始,在长度30+50mm一段内感应淬火并回火。
对于渗碳(含碳氮共渗)和渗氮(含氮碳共渗)零件,要标注表面和心部硬度、有效硬化层深度,还要标注出不允许渗碳或渗氮及硬化的位置,如图1-8和图1-9所示。其中图1-8表示一个局部渗碳零件,要求渗碳并淬火的部位用点画线框出,其表面硬度为57~63HRC,有效硬化层深度(DC)为1.2~1.9mm;虚线框出的部分表示渗碳淬硬或不渗碳淬硬均可;而未标出的部分表示不允许渗碳,也不允许淬硬。图1-9所示为一个表面整体渗氮的零件,表面硬度为850~950HV10,有效硬化层深度(DN)为0.3~0.4mm,渗氮层脆性不大于3级。
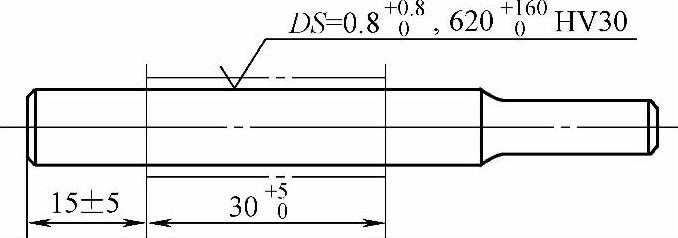
图1-7 零件表面淬火技术要求标注案例
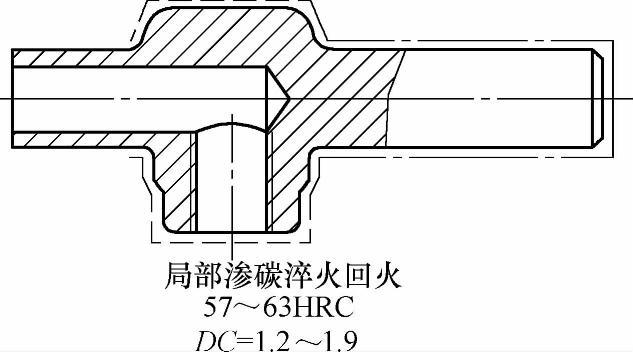
图1-8 零件渗碳、淬火回火技术要求标注案例
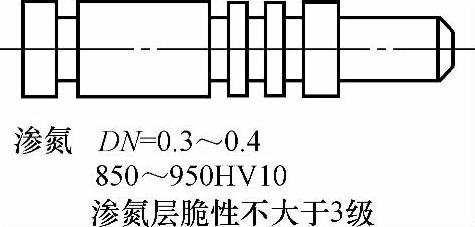
图1-9 零件表面整体渗氮技术要求标注案例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。