



就热处理工艺性角度而言,零件有效尺寸的合理性主要受所用材料的淬透性和变形、裂纹敏感性三方面的限制。
1.钢的淬透性对零件有效尺寸的限制
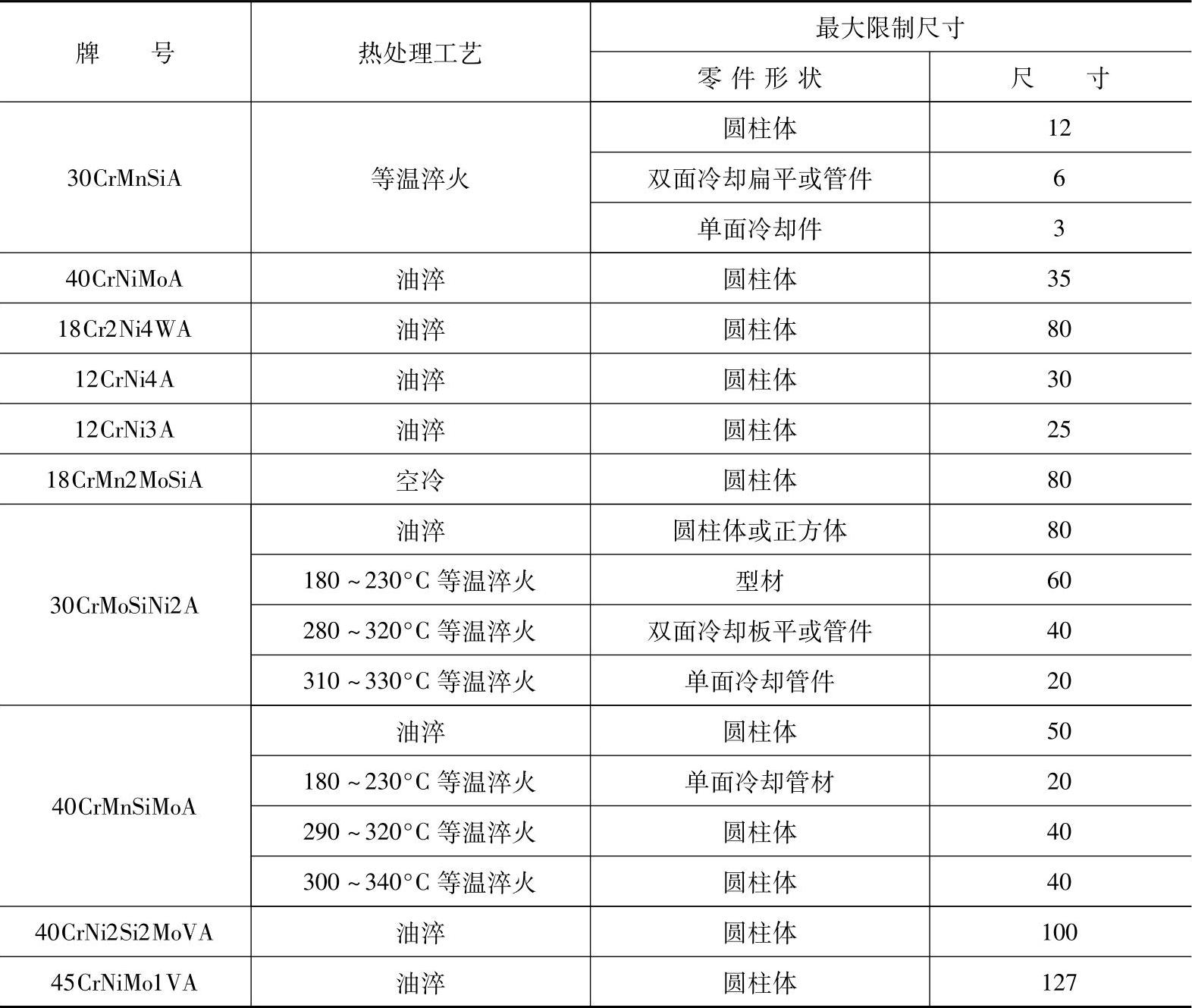
钢的淬透性对其淬火后的组织及性能有着重要影响。为了使零件的组织及其性能均匀一致,一般要求淬火时完全淬透。试验表明,常用钢的淬透最大断面临界直径,如前面的表1-9所示。航空结构钢淬透的最大尺寸限制,如表1-15所示。
表1-15 航空结构钢淬透的最大尺寸限制 (单位:mm)

(续)
2.钢的裂纹敏感性与零件有效尺寸的关系
试验研究表明,钢的淬火裂纹敏感性与零件的有效尺寸有一定的关系。图1-4所示为T8A钢和Cr钢在水中淬火时裂纹形成与试样尺寸的关系。从图中看出,T8A钢随其试样尺寸增加,其产生裂纹的倾向增加。Cr钢产生淬火裂纹的临界尺寸为30mm×30mm。显然,这是由于钢中合金元素使淬透性增加所致。生产实践表明,由于钢中合金元素增加,伴随淬透性增加,其淬火时产生裂纹的临界尺寸也增加。
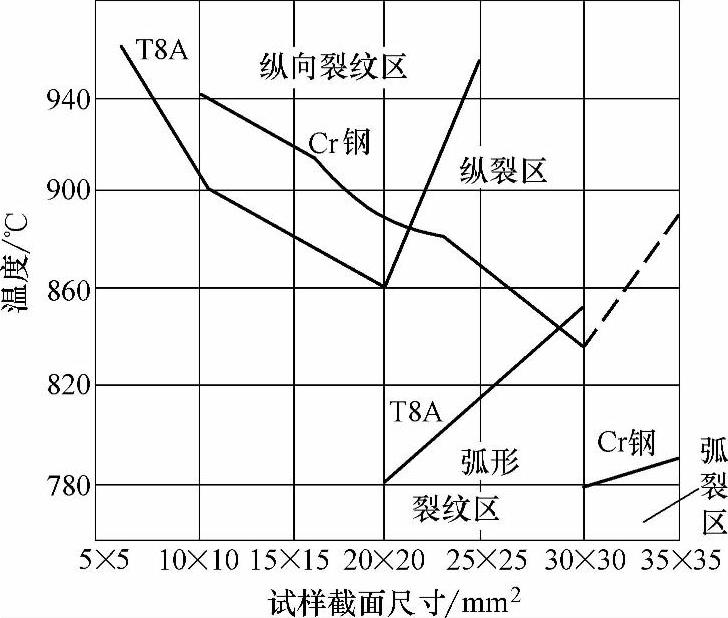
图1-4 T8A钢和Cr钢在水中淬火后裂纹形成与试样尺寸的关系
对普通钢而言,一般都存在一个淬裂危险尺寸。大多情况下水淬时淬裂的危险尺寸为8~12mm,油淬时的淬裂危险尺寸为25~39mm。图1-5所示为常用钢900°C加热后淬入室温油中后,淬裂倾向与碳含量及理想临界直径的关系。因此,要求心部淬透的零件和工模具,在设计时应尽量避开危险断面尺寸。

图1-5 常用钢900℃加热后淬入室温油中后,淬裂倾向与碳含量及理想临界直径的关系
3.钢的变形倾向与零件结构形状和尺寸的关系
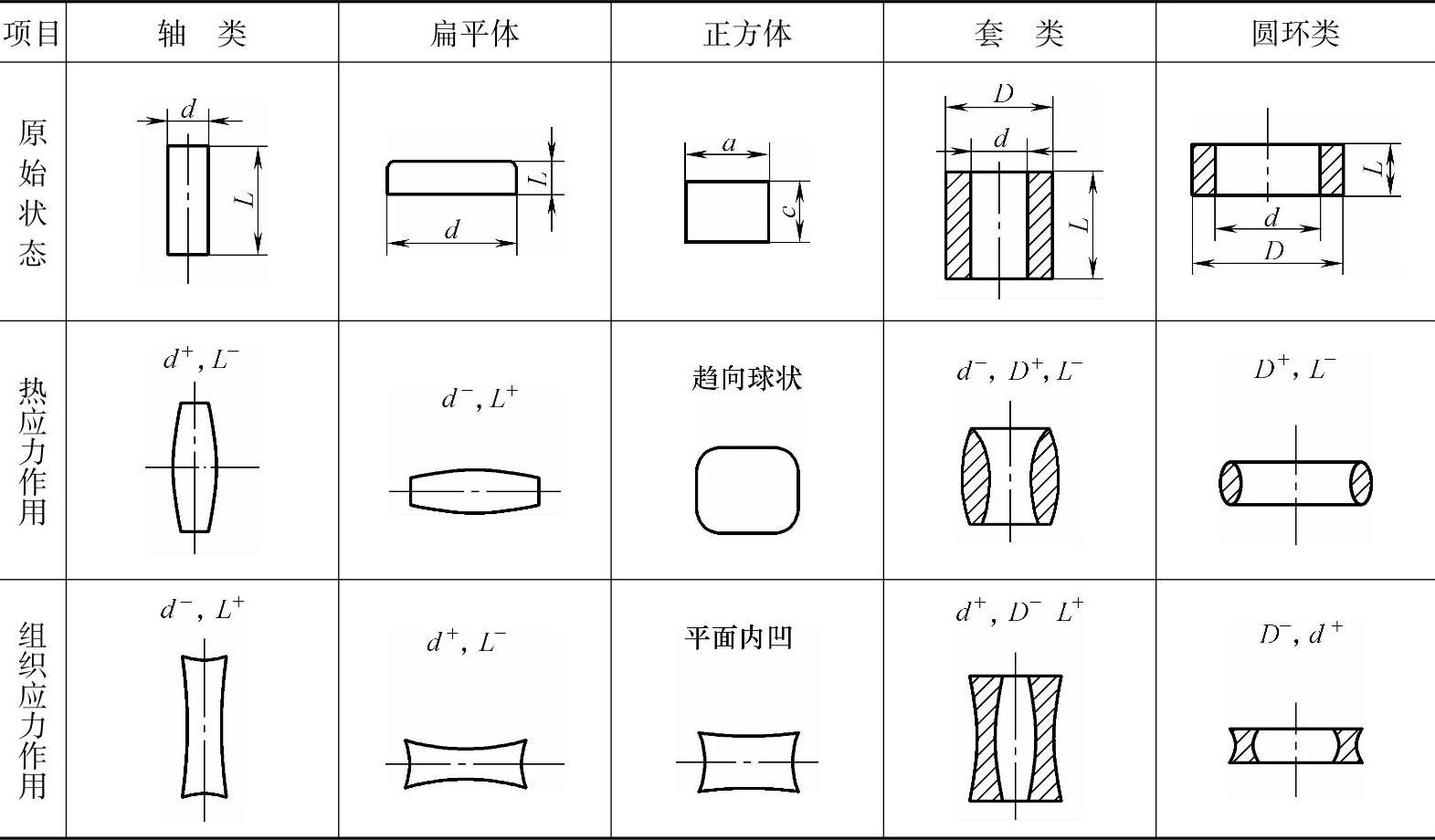
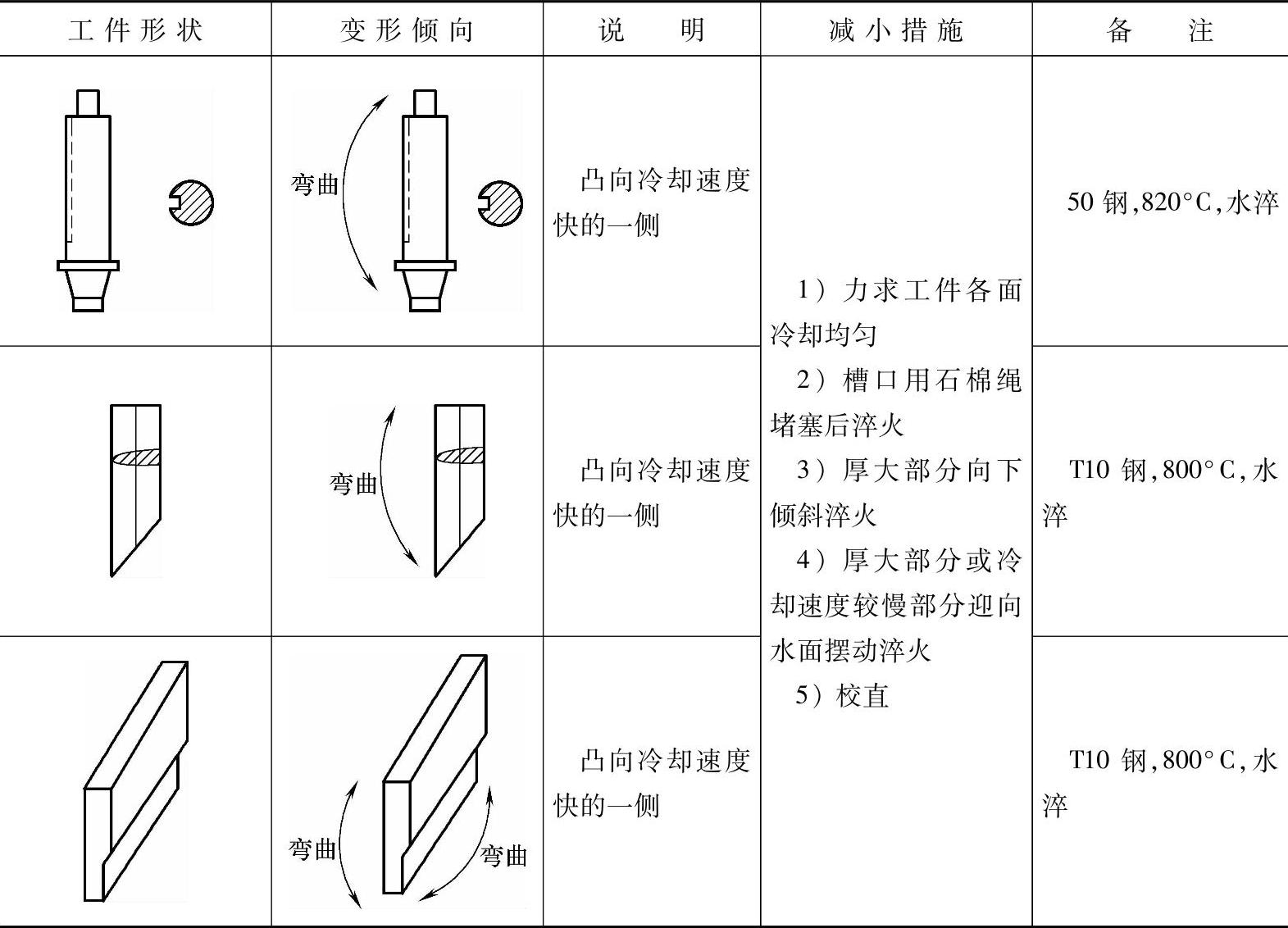
生产实践中所遇到的零件和工模具,其结构形状和尺寸各种各样十分复杂。表1-16所示为几种简单形状的工件,热应力及组织应力引起的淬火变形倾向。表1-17所示为几种简单形状工件的变形倾向与零件形状的关系。
表1-16 热应力和组织应力引起的淬火变形倾向
 (https://www.xing528.com)
(https://www.xing528.com)
注:“+”表示增大,“-”表示减小。
表1-17 几种简单形状工件的变形倾向与零件形状的关系
4.铝合金固溶冷却速度敏感性与其允许的最大厚度尺寸
为了确保铝合金制零件固溶时效后获得高的综合力学性能和最佳耐蚀性,应对铝合金固溶处理最大厚度尺寸进行限制,如表1-18所示。
表1-18 铝合金件固溶处理所允许的最大厚度尺寸
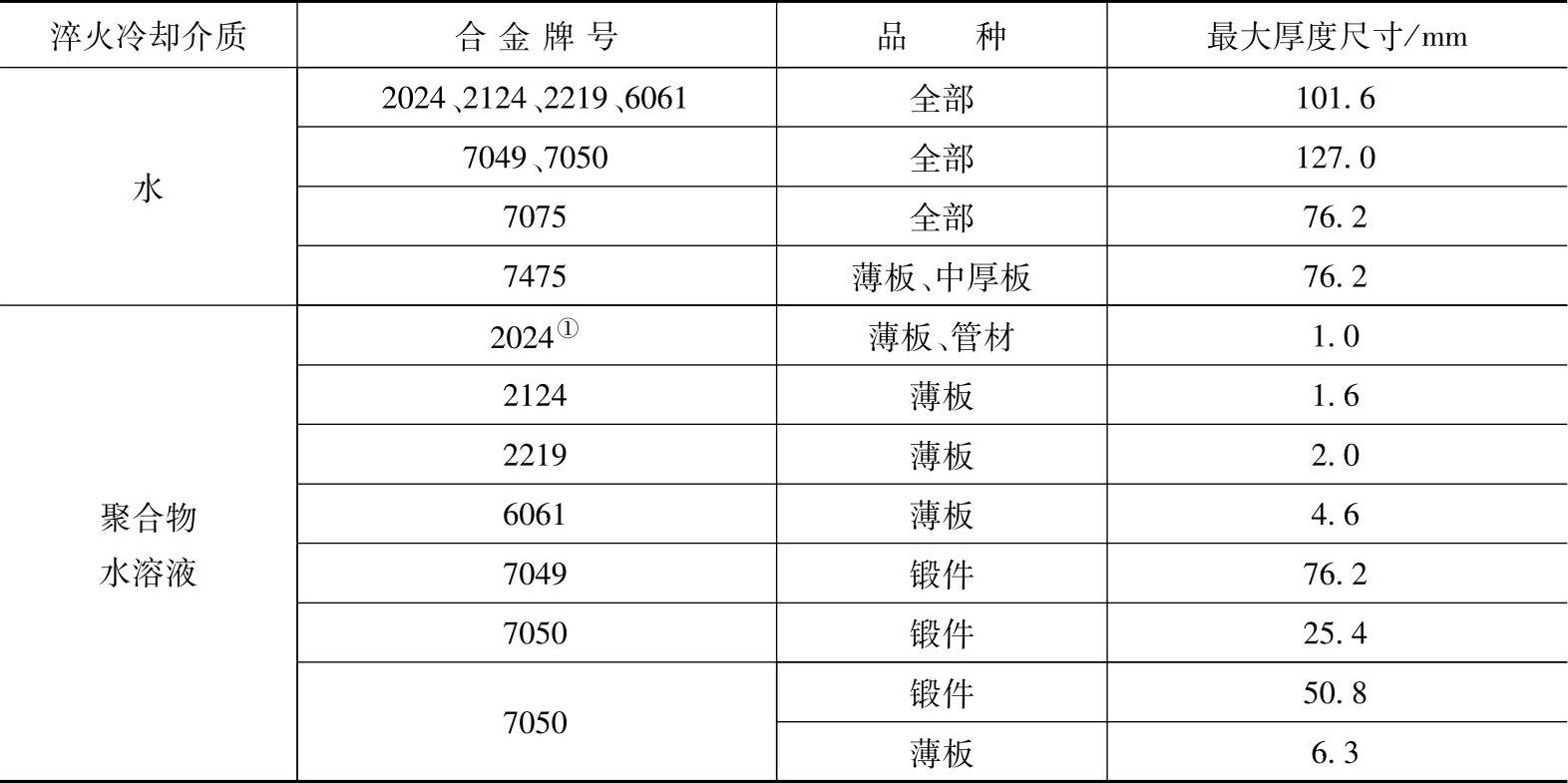
① 2024—T42最大厚度尺寸为1.0mm;2024—T62所有厚度薄板都可淬透。
5.钛合金固溶冷却速度敏感性及其允许的最大厚度尺寸
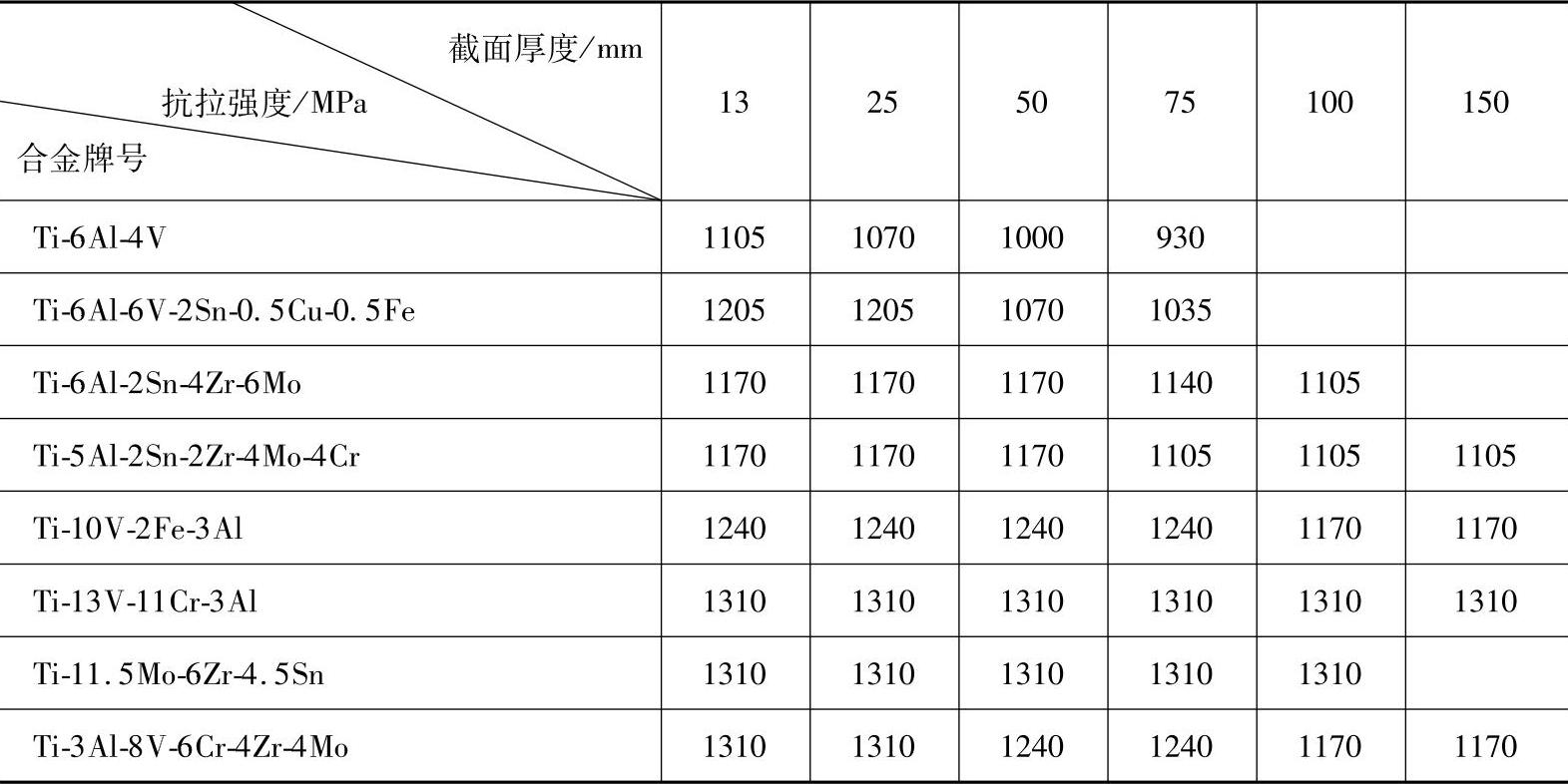
为了确保钛合金制零件固溶时效后获得高的综合力学性能和最佳耐蚀性,也应对钛合金固溶处理最大厚度尺寸进行限制。表1-19所示为钛合金固溶、时效处理后的抗拉强度与尺寸的关系。
表1-19 钛合金固溶、时效处理后的抗拉强度与尺寸的关系
6.钛合金的氧化敏感性与去除基体金属的最小深度
钛合金的氧化敏感性特点及其一般的去除方法前已述及。为了保证钛合金零件的使用性能不受氧化效应的影响,在实际零件设计时往往要考虑:在实施一般去除方法的基础上,对零件基体再去除一定深度。表1-20所示为钛合金零件去除基体金属的最小深度。
表1-20 钛合金零件去除基体金属的最小深度
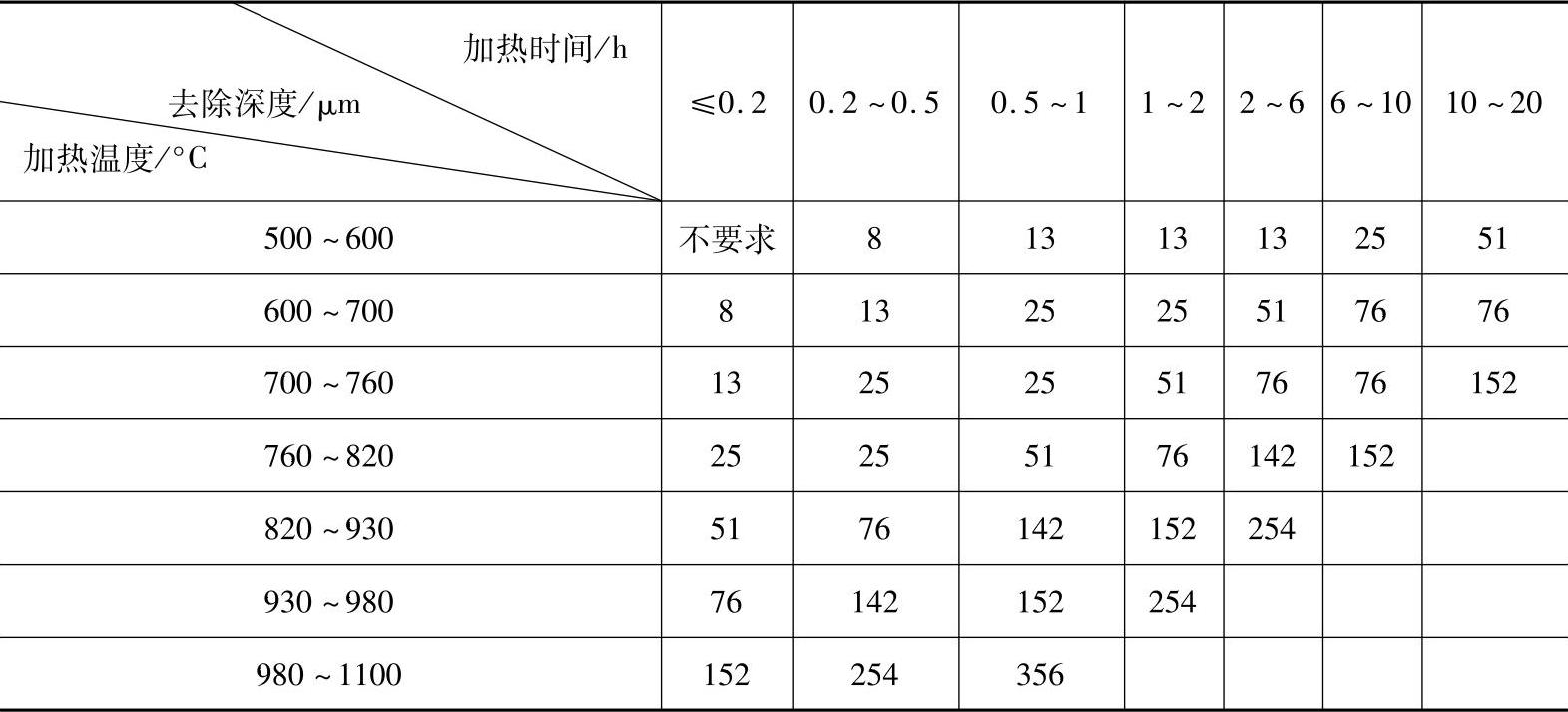
注:在进行多道次加热时,可在最后一道加热后消除氧化层,加热时间以各次相加计算。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。