



对于非铁合金,热处理工艺参数的敏感性十分明显。
1.铝合金的热处理工艺参数敏感性
(1)时效加热温度的敏感性 为了使尽可能多的强化相溶入固溶体,铝合金的时效加热温度应尽量提高,接近其熔点。为了避免极易产生的过热、过烧,必须严格控制加热温度。铝合金的加热温度范围一般在10℃以内,要求加热炉的温度均匀度≤±5℃。
(2)固溶加热速度的敏感性 对于包铝铝合金热处理时,为了防止包铝层与基体铝合金之间扩散而影响其使用性能,应使固溶处理的加热速度尽量快些,限制加热时的最大回复时间,如表1-12所示。
表1-12 包铝铝合金固溶处理加热的最大回复时间

(3)冷却速度的敏感性 对于大多数铝合金淬火冷却时,都要求在400~250℃范围内以最快的冷却速度冷却,在随后的时效处理才能获得良好的综合力学性能以及较好的抗应力腐蚀能力。因此,要求淬火转移时间为5~15s。为了确保强化效果,应力求减小处理前的有效尺寸(如在粗加工后处理等)。不难看出,铝合金零件设计时,应考虑到铝合金淬火冷却速度的敏感性。
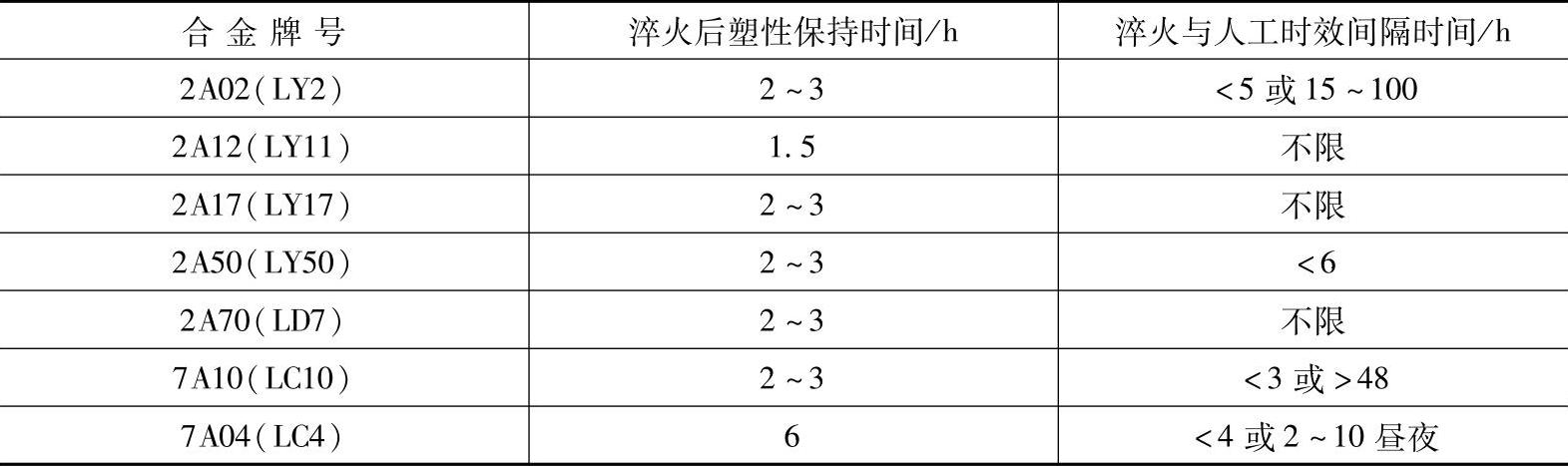
(4)淬火与时效的间隔时间的敏感性 表1-13为铝合金淬火后塑性保持时间及淬火与人工时效间隔时间的限制。(https://www.xing528.com)
表1-13 铝合金淬火后塑性保持时间及淬火与人工时效间隔时间的限制
2.钛合金的热处理工艺参数敏感性
(1)冷却速度的敏感性(α+β)型和β型钛合金的热处理工艺主要是固溶强化和时效处理。为了确保时效强化效果,固溶处理的冷却速度越快越好,一般采用水冷或油冷;同时还要严格控制淬火转移时间,如表1-14所示。
表1-14 钛合金零件淬火转移时间的限制

(2)钛合金热处理的尺寸敏感性 试验和生产实践均表明,钛合金固溶时效强化效果与零件尺寸密切相关,随零件尺寸增加而抗拉强度降低(见本章1.4.2节)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。