



【摘要】:本小节利用S7300 PLC来实现对四节传送带的控制。在四节传送带控制系统中,四条传送带分别用四台电动机带动,具体控制如下:起动时先起动最末一条传送带,再按逆流向依次起动其他传送带,在起动下一条传送带之前均应根据工艺要求设定延时时间,本程序设定为5s。表8-19I/O点代码和地址编号3.四节传送带控制系统源程序四节传送带控制系统源程序如图8-96所示。
在工厂的生产线中,自动传输带是一种非常常见的设备,利用PLC来对自动传输带进行控制,在很早之前便实现了。本小节利用S7300 PLC来实现对四节传送带的控制。
1.系统工作原理
系统的工作原理图如图8-94所示。
在四节传送带控制系统中,四条传送带分别用四台电动机带动,具体控制如下:起动时先起动最末一条传送带,再按逆流向依次起动其他传送带,在起动下一条传送带之前均应根据工艺要求设定延时时间,本程序设定为5s。停止时应先停止最前一条传送带,待料运送完毕后依次停止其他传送带。当某条传送带发生故障时,该传送带机及其前面的传送带机立即停止,而该传送带后面的传送带运送完上面的物料后再停止运行。当某条传送带机上有重物时,该传送带机前面的传送带机停止转动,5s后该传送带机停止转动,该传送带机后面的传送带机等到上面的物料运送完后才停止转动。

图8-94 系统的工作原理图

图8-95 PLC接线图
2.PLC接线图及I/O点分配
(1)PLC的接线图(见图8-95)
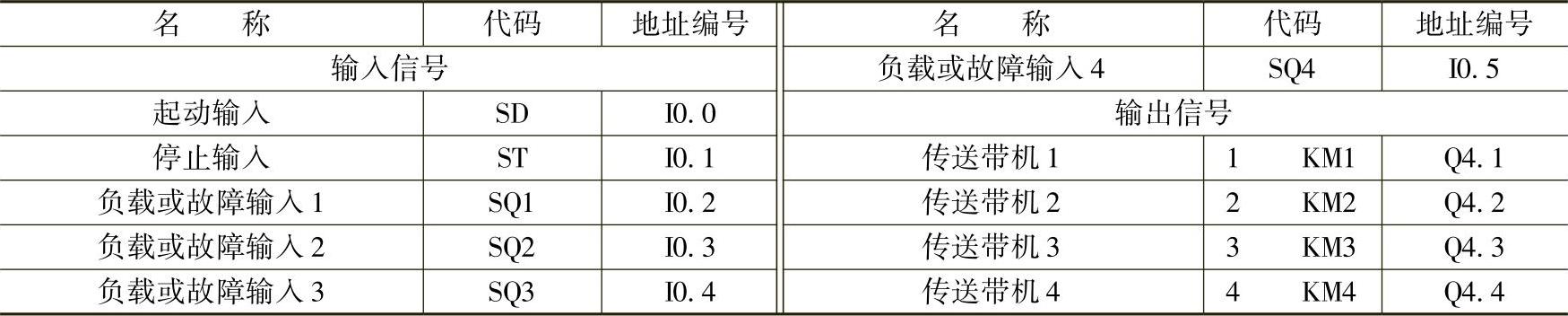
(2)I/O分配表
PLC的I/O分配表见表8-19。表8-19I/O点代码和地址编号(https://www.xing528.com)
3.四节传送带控制系统源程序
四节传送带控制系统源程序如图8-96所示。
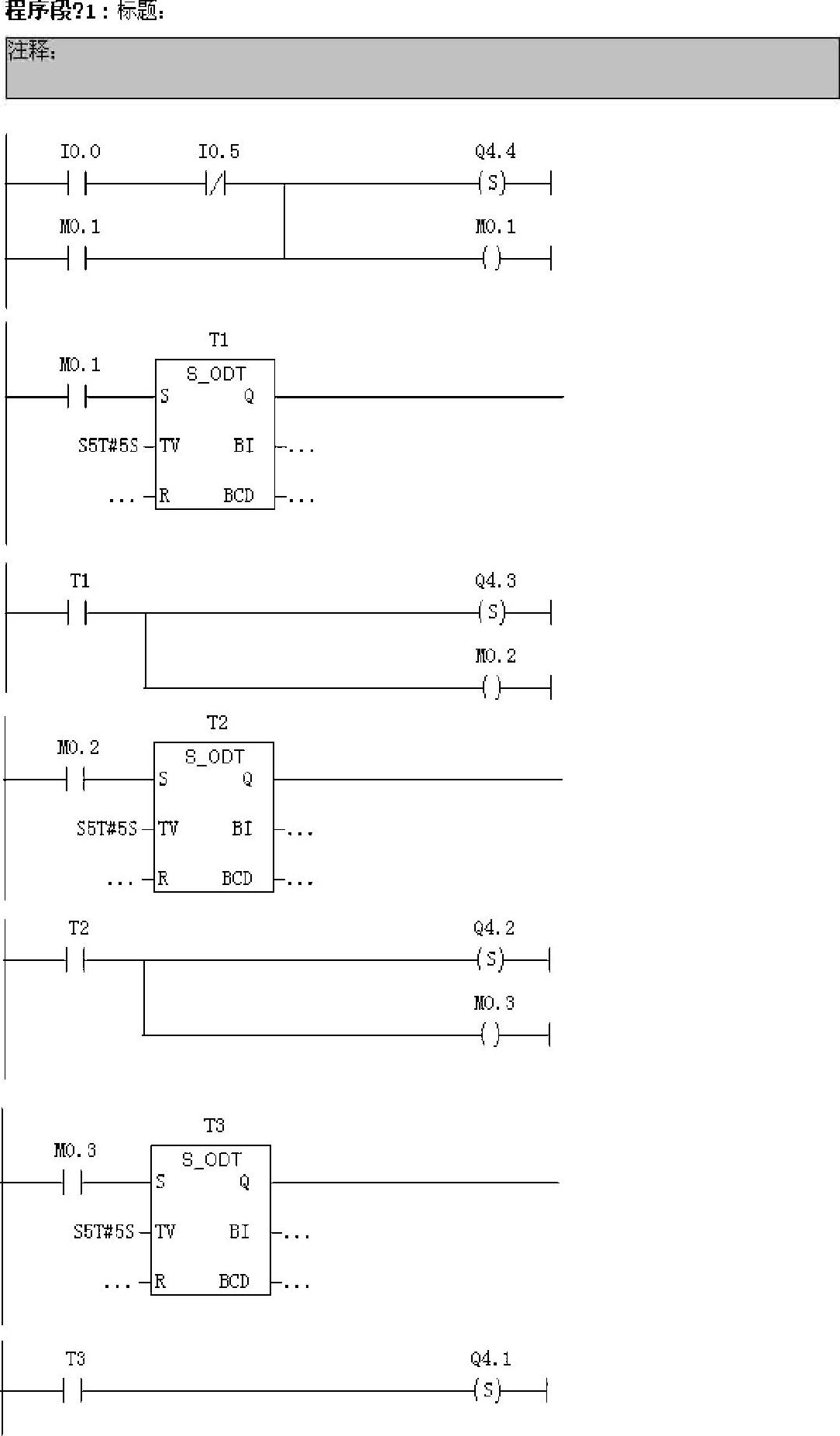
图8-96 四节传送带控制系统源程序

图8-96 四节传送带控制系统源程序(续)

图8-96 四节传送带控制系统源程序(续)
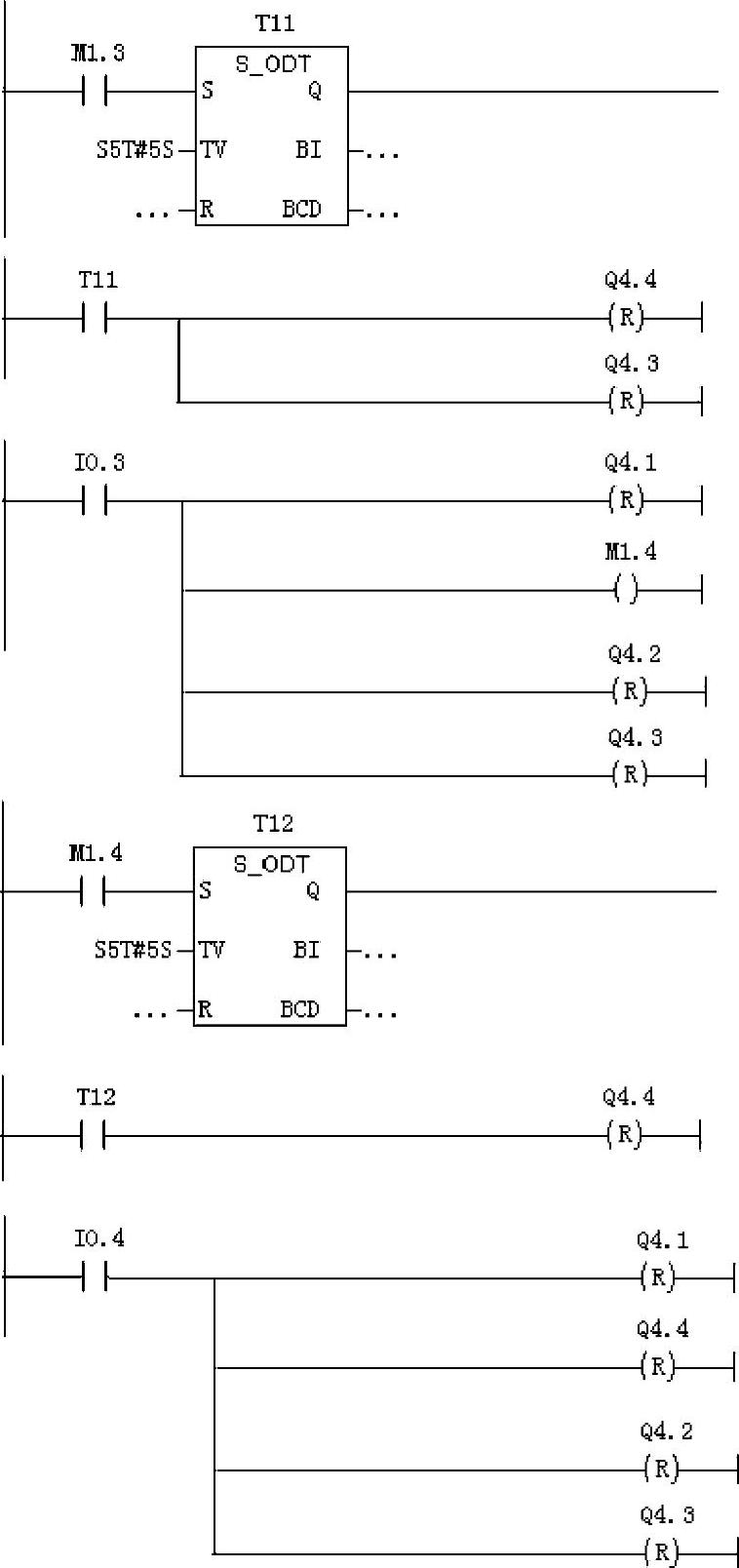
图8-96 四节传送带控制系统源程序(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。