



【摘要】:运料小车是工厂原料生产车间的主要设备之一,如何实现运料小车的自动控制,使整个生产流程实现自动化,从而加快生产速度,提高生产效率,是现在工厂需要解决的问题之一。打开右行开关RX,小车开始右行,R1、R2、R3顺序点亮。延时5s后V2熄灭,卸料完毕。到达A仓后,行程开关SQ1接通,小车回到原位,流程一直循环,从而实现对运料小车的控制。表8-17I/O点代码和地址编号3.运料小车控制系统源程序运料小车控制系统源程序如图8-90所示。
运料小车是工厂原料生产车间的主要设备之一,如何实现运料小车的自动控制,使整个生产流程实现自动化,从而加快生产速度,提高生产效率,是现在工厂需要解决的问题之一。
1.系统工作原理
本系统使用PLC 300系统来实现运料小车的自动控制,其系统原理图如图8-88所示。
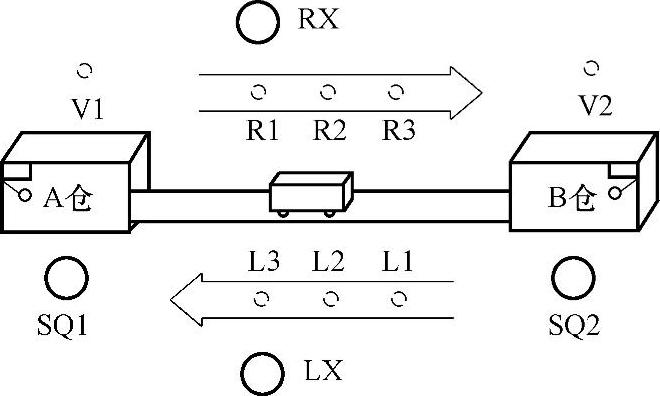
图8-88 系统原理图
当合上起动按钮SD(参照图8-89)后,行程开关SQ1处于接通状态,小车停在原位(A仓),装料指示灯V1点亮,开始向小车装料。延时5s后V1熄灭,装料完毕。打开右行开关RX,小车开始右行,R1、R2、R3顺序点亮。到达B仓后,行程开关SQ2接通,卸料指示灯V2点亮,小车开始卸料。延时5s后V2熄灭,卸料完毕。打开左行开关LX,小车开始左行,Ll、L2、L3顺序点亮。到达A仓后,行程开关SQ1接通,小车回到原位,流程一直循环,从而实现对运料小车的控制。
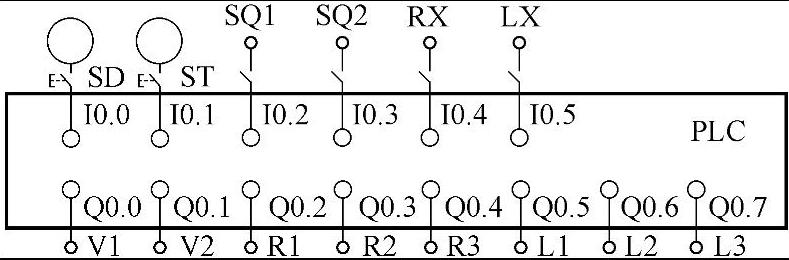
图8-89 PLC接线图
2.PLC接线图及I/O点分配
(1)PLC的接线图(见图8-89)
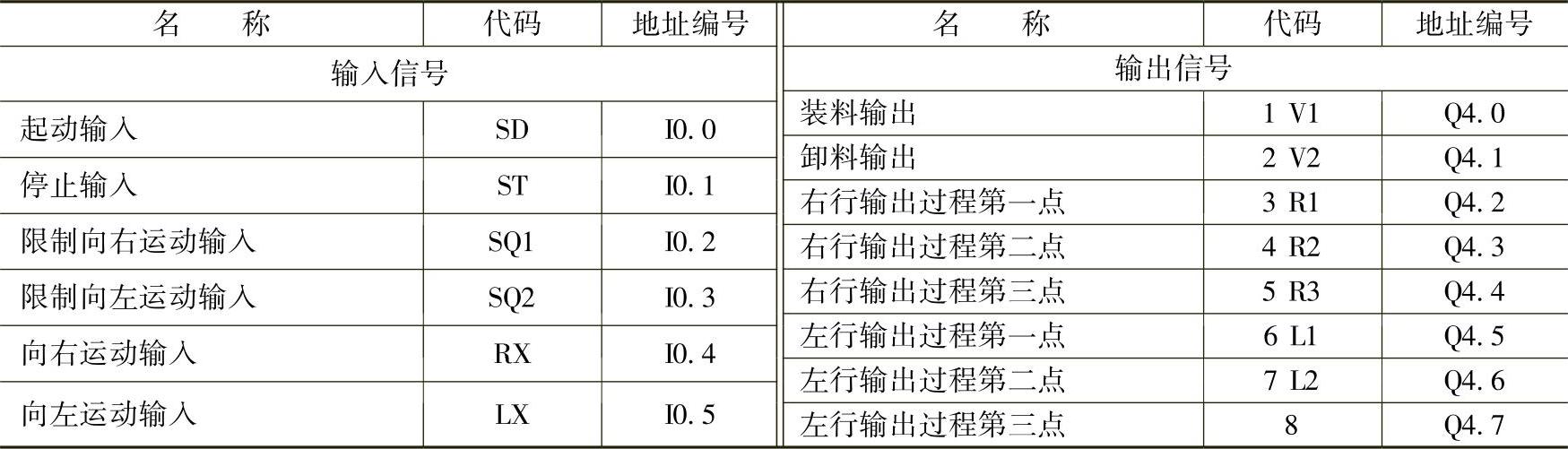
(2)I/O分配表
PLC的I/O分配表见表8-17。
表8-17I/O点代码和地址编号(https://www.xing528.com)
3.运料小车控制系统源程序
运料小车控制系统源程序如图8-90所示。
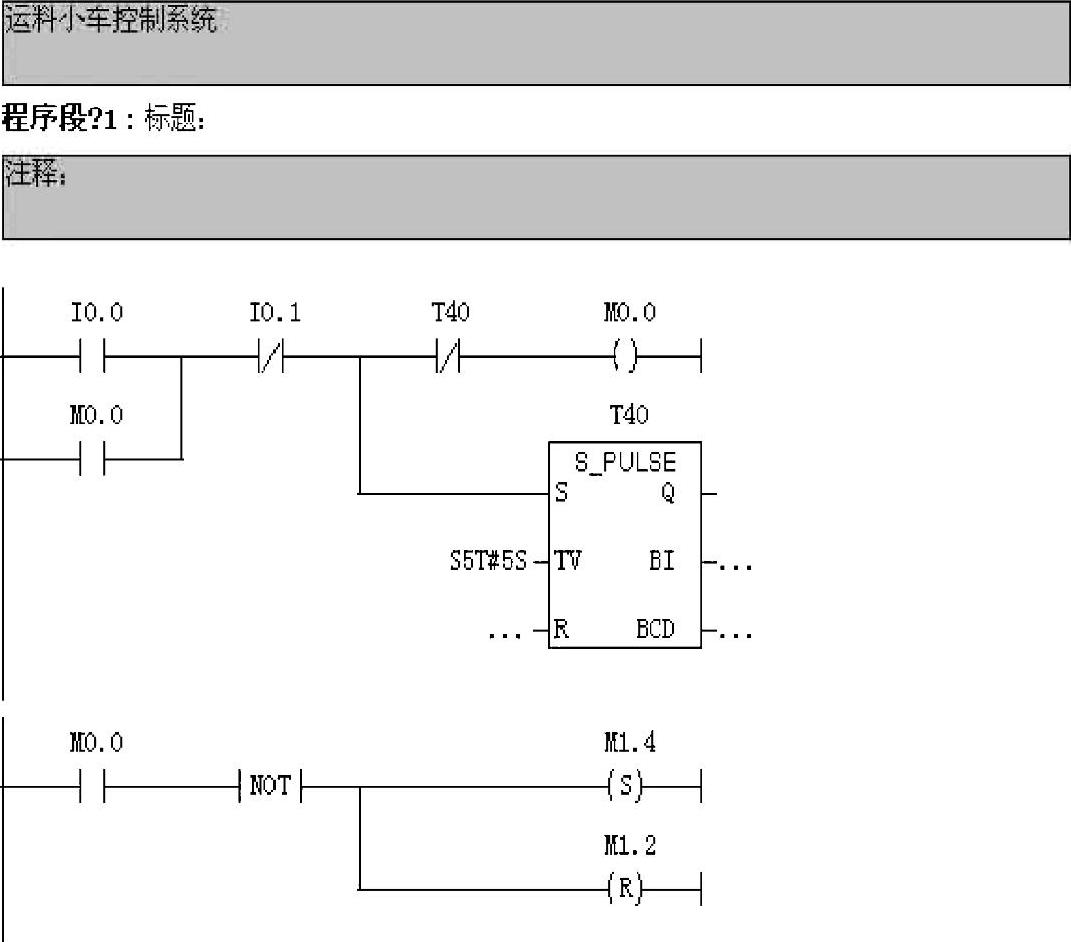
图8-90 运料小车控制系统源程序
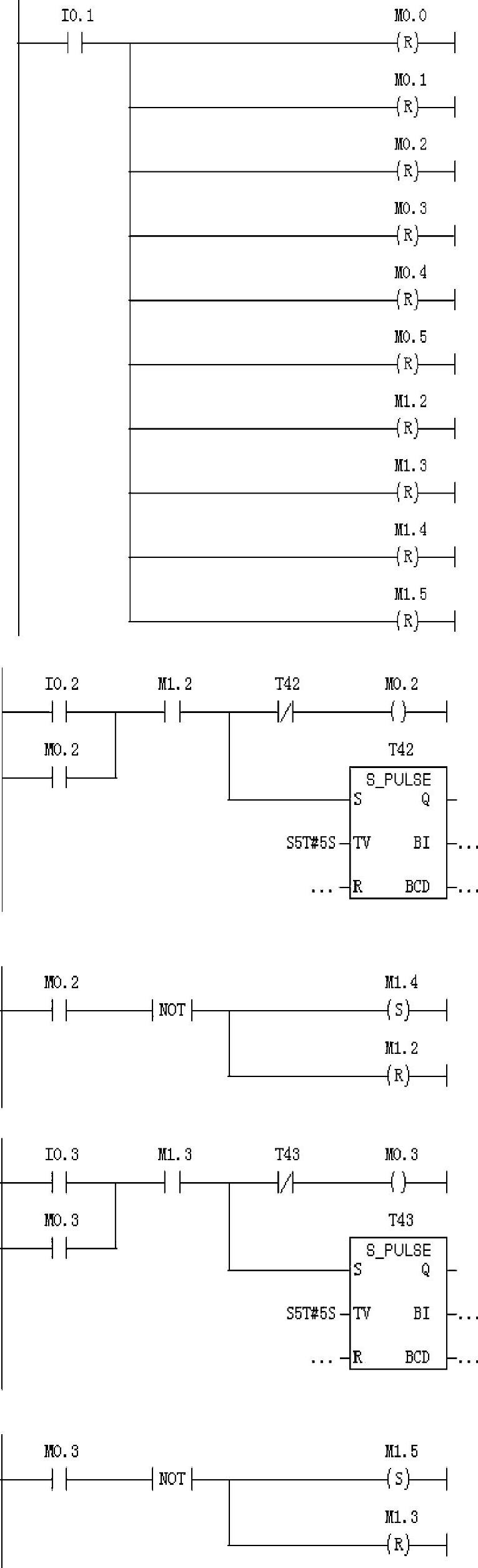
图8-90 运料小车控制系统源程序(续)
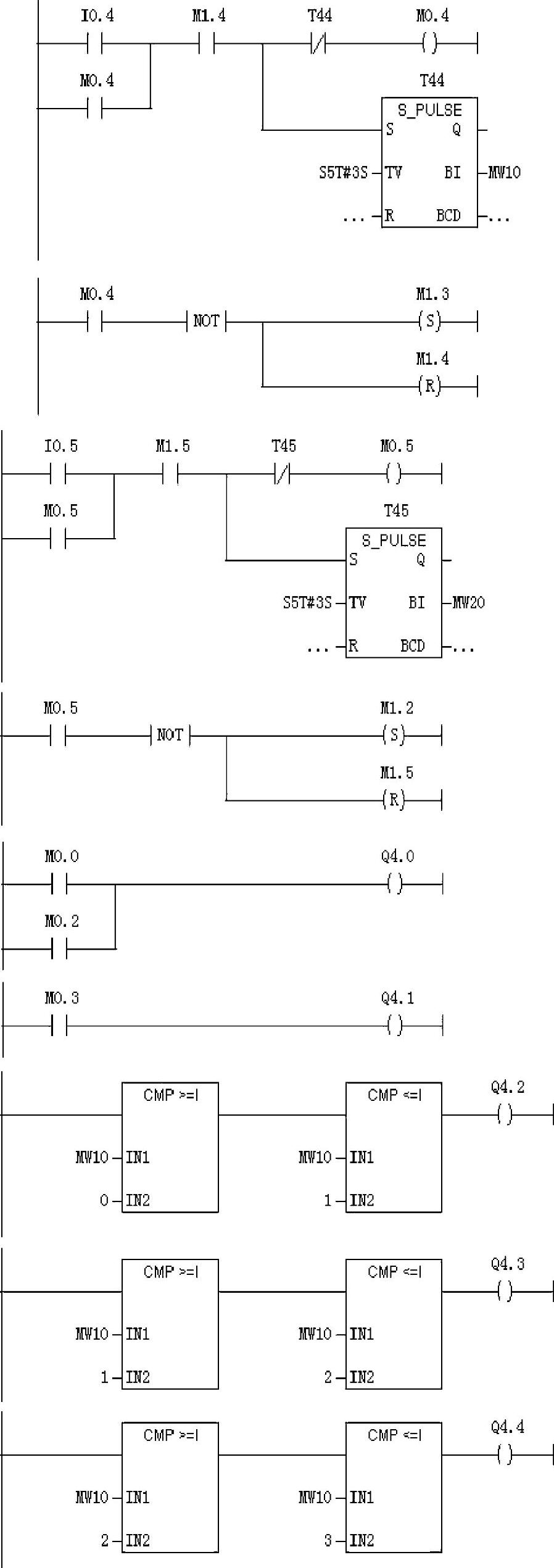
图8-90 运料小车控制系统源程序(续)

图8-90 运料小车控制系统源程序(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。