



任务描述
通过完成本任务,掌握可编程镜像指令和可编程比例缩放指令的意义和使用方法;灵活应用所学知识制订零件加工工艺,并编制加工程序。
案例图样
组合凸台零件图和毛坯图如图7-7和图7-8所示。

图7-7 组合凸台零件图
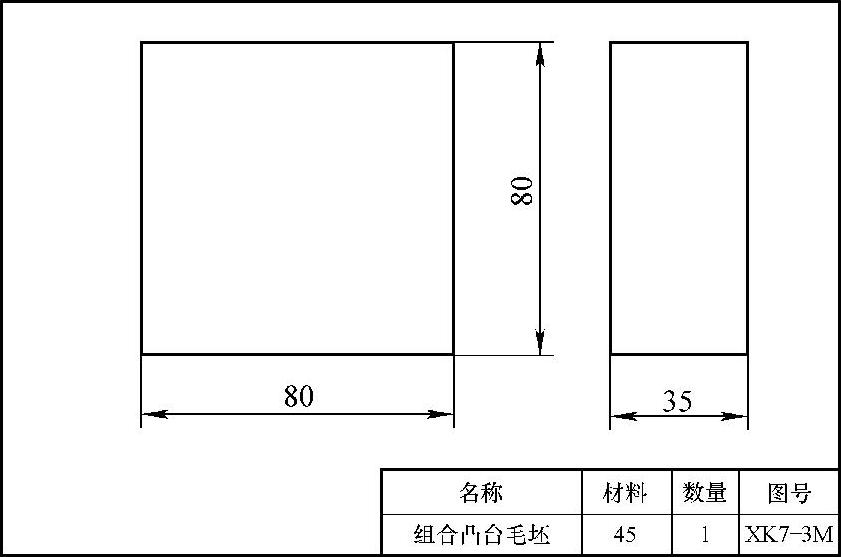
图7-8 组合凸台毛坯图
案例要点
编程指令的确定
一、可编程镜像功能指令
1.建立可编程镜像指令G24
指令格式:G24 X_ Y_ Z_;
式中 X、Y、Z——镜像中心的坐标值或镜像轴。
2.取消可编程镜像指令G25
指令格式:G25;
G24指令和G25指令为同组模态指令,可相互注销,其组号为19。
例7-1 使用可编程镜像功能编制图7-9所示轮廓的加工程序。设刀具起点距工件上表面100mm,背吃刀量为5mm。
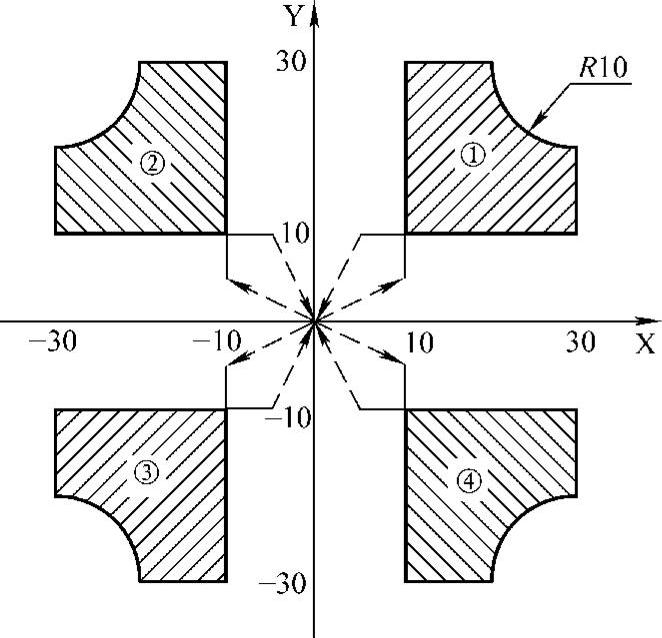
图7-9 可编程镜像功能的使用方法
主程序如下:


二、可编程缩放功能指令
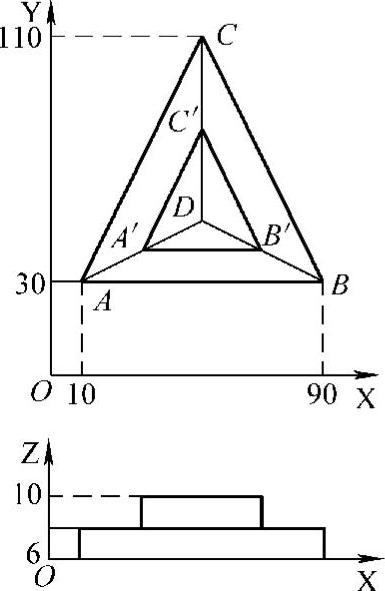
图7-10 比例缩放功能的使用方法
1.可编程等比例缩放指令G51
指令格式:G51 X_ Y_ Z_ P_;(https://www.xing528.com)
式中 X、Y、Z——缩放中心的坐标值;
P——缩放比例。
2.可编程不等比例缩放指令G51
指令格式:G51 X_ Y_ Z_ I_ J_ K_;
式中 X、Y、Z——缩放中心的坐标值;
I、J、K——X、Y、Z轴对应的缩放比例。
3.取消可编程比例缩放指令G50
指令格式:G50;
1)G51指令与G50指令为同组模态指令,可相互注销,其组号为11,G50为默认值。
2)G51指令既可指定平面缩放,也可指定空间缩放。
3)在有刀具补偿的情况下,先进行缩放,然后才进行刀具半径补偿和长度补偿。
4)G51指令必须在单独一个程序段中指定。
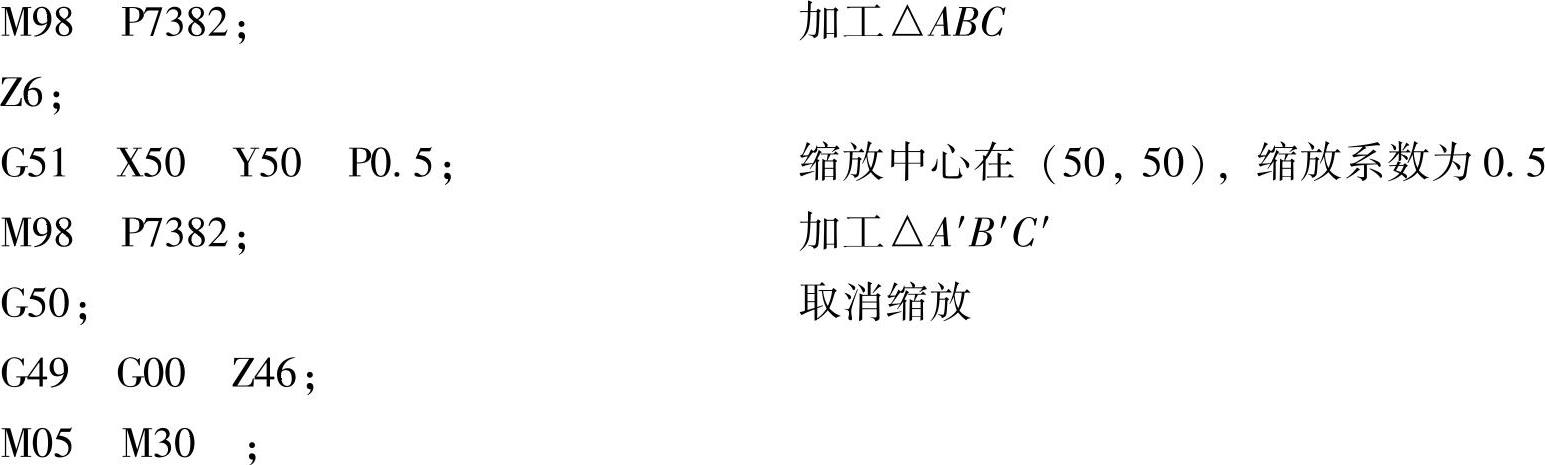
例7-2 使用缩放功能编制图7-10所示轮廓的加工程序。已知△ABC的顶点为A(10,30),B(90,30),C(50,110),△A′B′C′是缩放后的图形,其中缩放中心为D(50,50),缩放系数为0.5,设刀具起点距工件上表面为50mm。
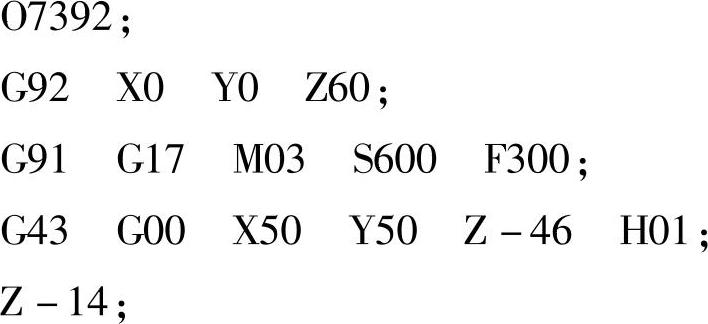
主程序如下:
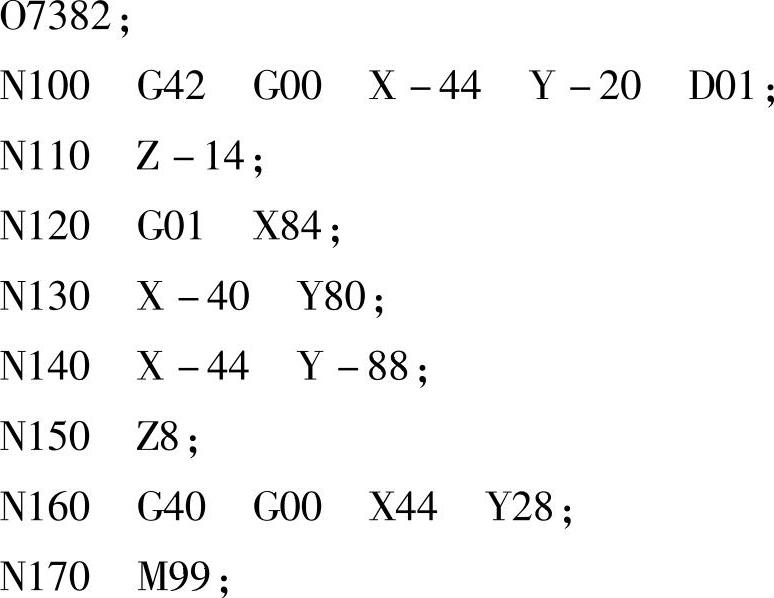
子程序(△ABC的加工程序)如下:
案例分析
指令使用注意事项如下。
1)比例缩放和坐标旋转的数据处理顺序是,先镜像后比例缩放或坐标旋转。在编程时应按此顺序指定指令,否则程序在执行时会出现错误;当取消时,按相反顺序取消。
2)在比例缩放或坐标旋转方式下,不能指定G24或G25指令。
案例延伸
1)请联系生活中接触到的事物,说明哪些物体可以采用镜像功能加工出来。
2)请联系生活中接触到的事物,说明哪些物体可以采用比例缩放功能加工出来。
评价及反思
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。