



任务描述
通过完成本任务,熟练掌握孔的铣削加工方法,以及G04、螺旋线插补等指令的意义及用法,并能编制孔的加工程序。
工艺制订
一、图样分析
铣孔加工零件图如图5-25所示。
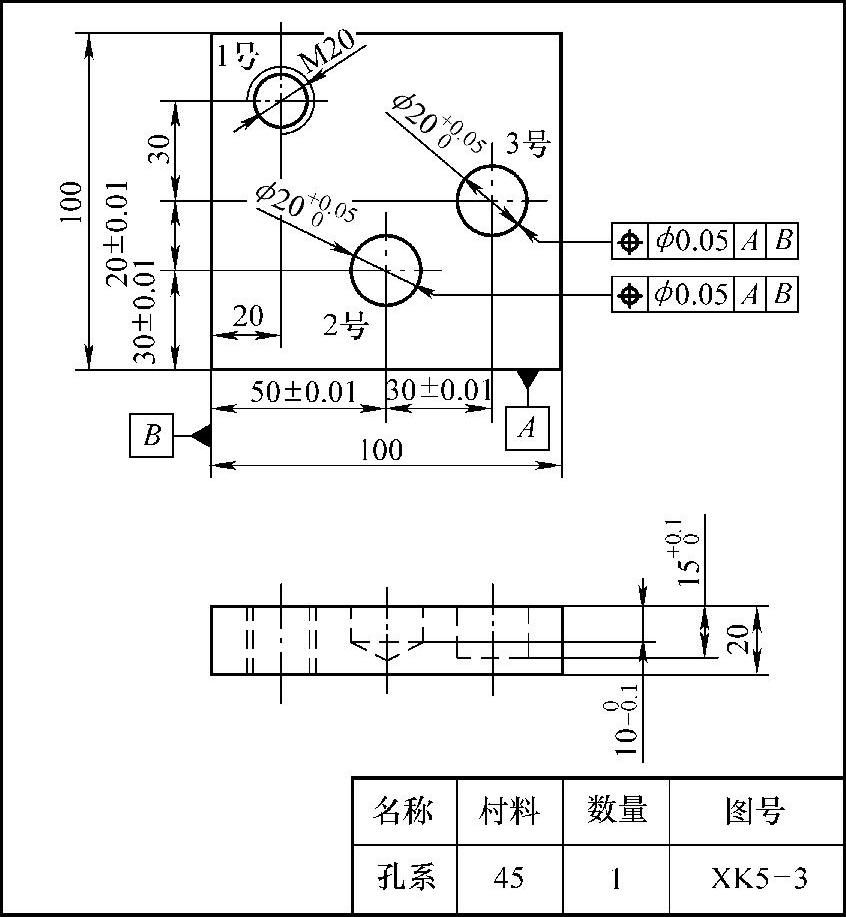
图5-25 铣孔加工零件图
铣孔加工毛坯图如图5-26所示,毛坯已经由铣床加工至规定尺寸。
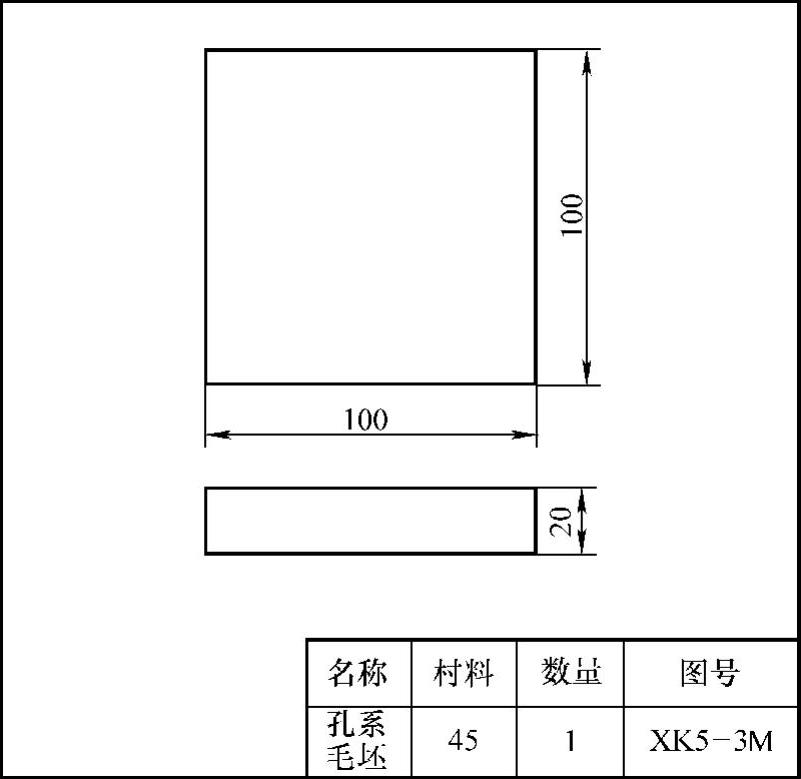
图5-26 铣孔加工毛坯图
二、装夹方案的确定
(一)定位基准的选择
(二)夹具的选择
三、刀具选择
(一)刀具名称及规格
1)中心钻,A2mm。
2)麻花钻,ϕ20mm。
3)丝锥,M20-7h。
4)铣刀,ϕ16mm。
(二)刀具类型及材质
工具钢刀具。
四、量、检具的选择
(一)量具名称及规格
1)游标卡尺,0~100mm/0.01mm。
2)游标高度尺,0~100mm/0.01mm。
(二)检具名称及规格
1)通止规,M20/0.001mm。
2)螺纹塞规,M20/0.001mm。
3)百分表,0~10mm/0.01mm。
五、加工路线的选择
1.进刀路线的选择
刀具在安全高度处快速到达加工点上方,然后快速下降至工件上表面上方5mm处。
2.切削路线的选择
3.退刀路线的选择
六、切削用量的选择
七、工艺文件的填写
1.数控加工工序卡片(表5-13)
表5-13 数控加工工序卡片

(续)
2.数控加工工件安装和原点设定卡片(表5-14)
表5-14 数控加工工件安装和原点设定卡片
3.数控加工刀具卡片(表5-15)
表5-15 数控加工刀具卡片
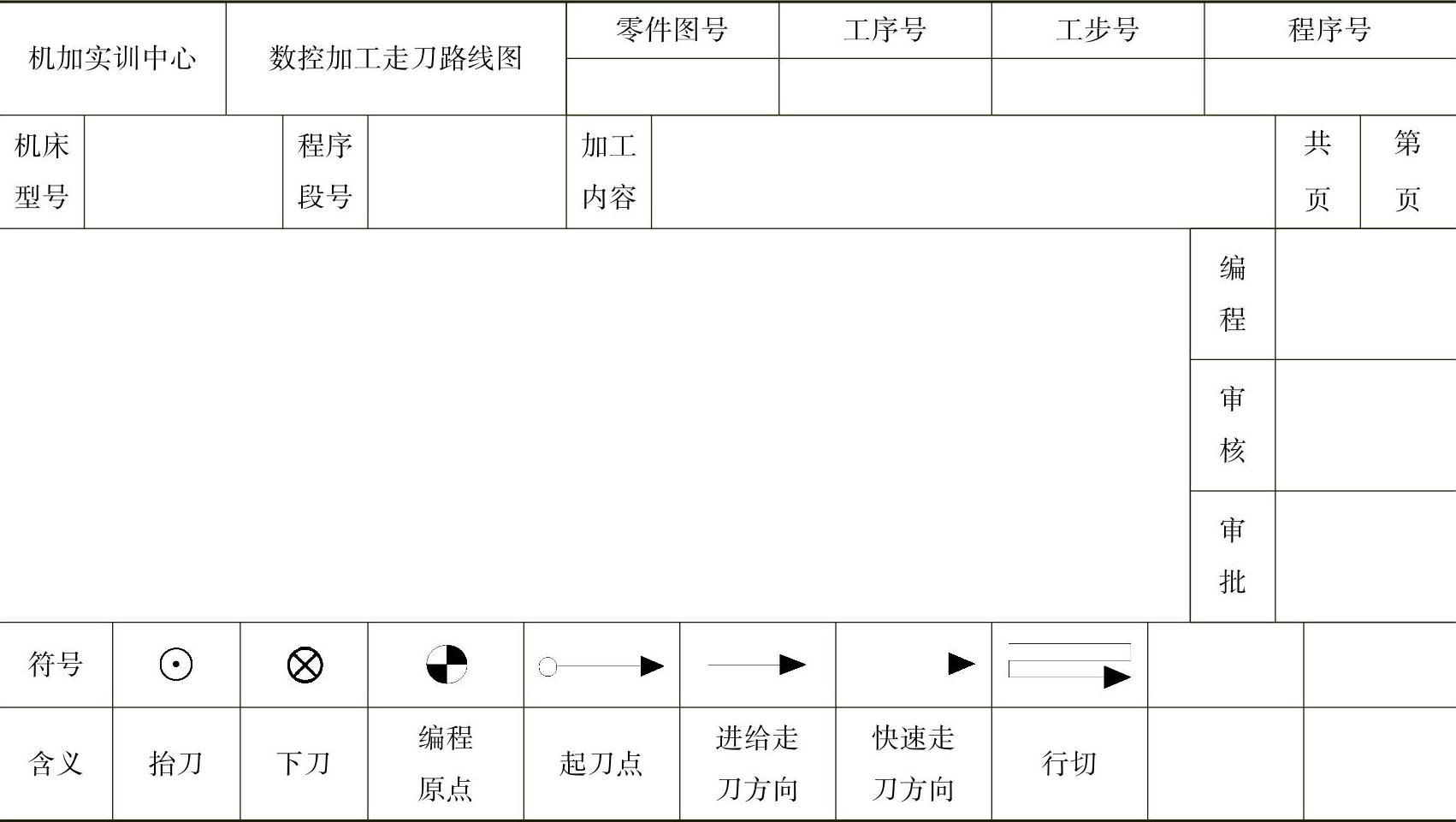
4.数控加工走刀路线图(表5-16)
表5-16 数控加工走刀路线图(https://www.xing528.com)
程序编制
一、参考程序(表5-17和表5-18)
表5-17 数控加工程序清单(一)
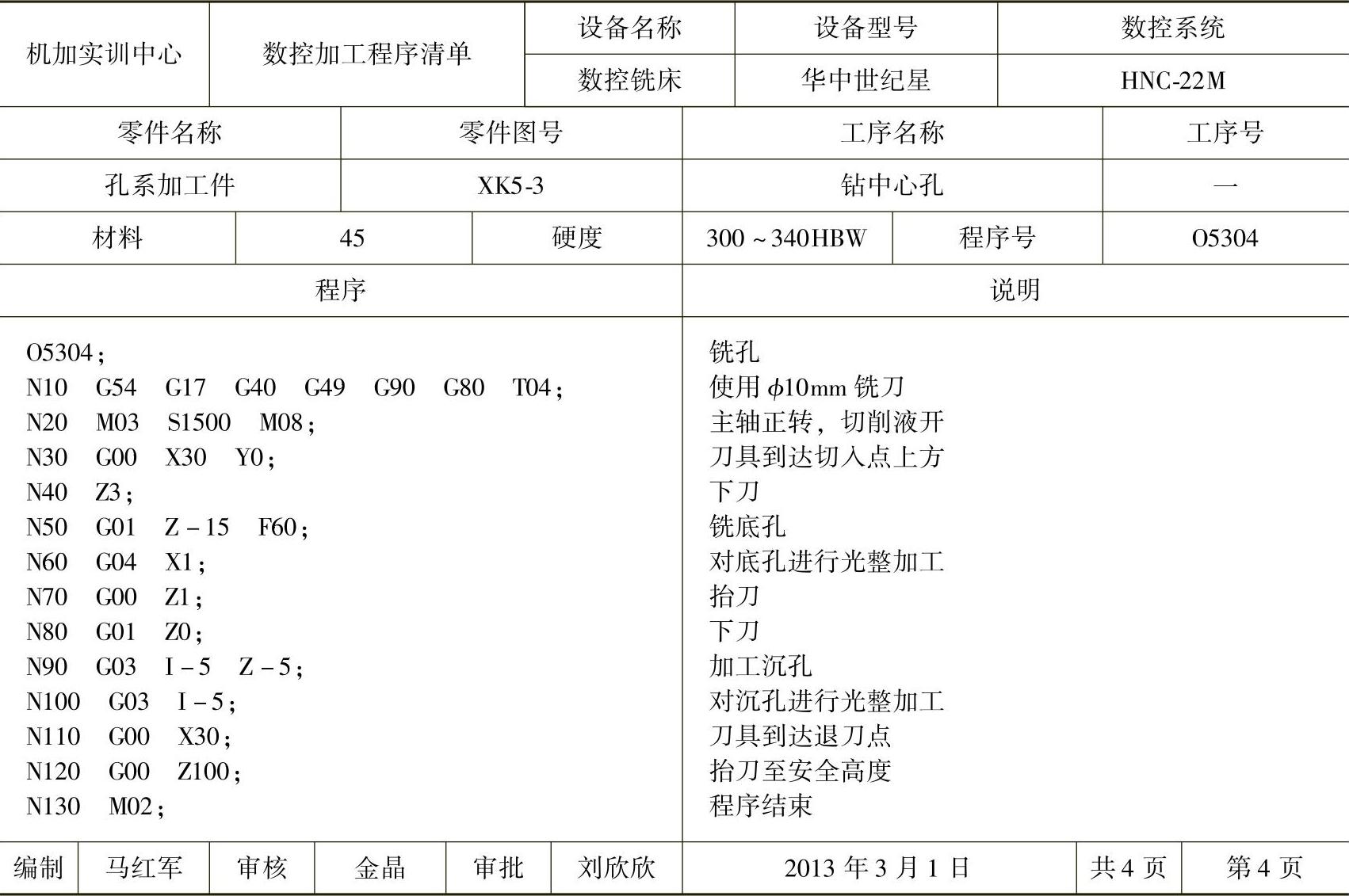
表5-18 数控加工程序清单(二)
二、指令详解
(一)进给暂停指令G04
指令格式:G04 P_;
或G04 X_;
式中 P——进给暂停时间,单位为ms;
X——进给暂停时间,单位为s;
该指令用于加工中刀具的进给暂停。
由于数控机床在执行这条指令时,除了进给暂停以外的其余动作保持不变,即主轴照常转动,切削液不改变开或关的状态,所以该指令经常用于对某一部位的重复加工,以利于获得较高的表面质量。
注意事项:G04指令在前一程序段的进给速度降到零之后才开始执行暂停动作。在执行含G04指令的程序段时,先执行暂停功能。G04为非模态指令,仅在其被规定的程序段中有效。
(二)螺旋线插补指令G02、G03
螺旋线插补指令是在圆弧插补的基础上加上第三轴的匀速移动构成的,对于任何小于360°的圆弧,可附加任一数值的单轴指令,所以这两条指令只适用于可以进行三轴联动的机床。
指令格式如下。
(1)指定半径方式编程

(2)指定圆心方式编程

X、Y、Z中由G17/G18/G19平面选定的两个坐标为螺旋线投影圆弧的终点,意义同圆弧插补指令相同,第三坐标是与选定平面相垂直的轴终点坐标,其余参数的意义同圆弧插补指令相同。
注意事项:在垂直于原定平面内的进给深度不要太大,否则容易引起打刀等加工事故。
例5-8 使用G03指令编制图5-27所示螺旋线的加工程序。
1)绝对编程方式的加工程序。

2)相对编程方式的加工程序。
G91 G17;
G03 X-50.0 Y50.0 R50.0 Z40.0 F100;
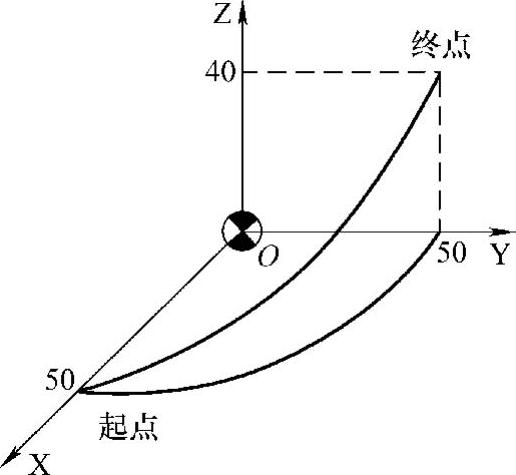
图5-27 螺旋线编程
模拟校验
一、对刀参数的设定
根据工艺制订情况,在模拟软件中自行设定。
二、程序的输入
依次输入程序。
三、加工参数的输入
根据相关工艺卡片内容,在各程序运行前自行设定加工参数。
四、程序模拟校验
依次调出编制的程序进行模拟校验。
五、程序的调整
根据校验结果适当调整程序。
强化训练
1)在使用固定循环指令加工不通孔时,是否需要使用G04指令对不通孔进行光整加工?请说明原因。
2)请归纳孔的加工方法及每种方法选用哪种刀具。制订工艺和编制程序时应该注意什么问题?
评价及反思
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。