



任务描述
通过完成本任务,使学生掌握型腔加工工艺特点,并能针对其特点合理制订加工工艺方案、编制加工程序。
工艺制订
一、图样分析
型腔加工零件图如图4-4所示。
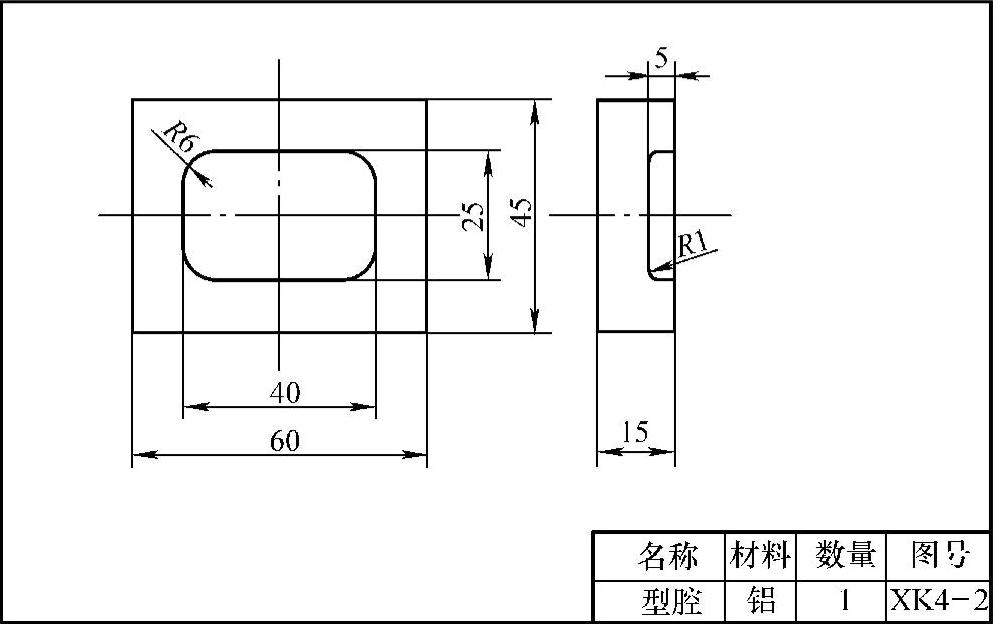
图4-4 型腔加工零件图
型腔加工毛坯图如图4-5所示,毛坯已经由铣床加工至规定尺寸。
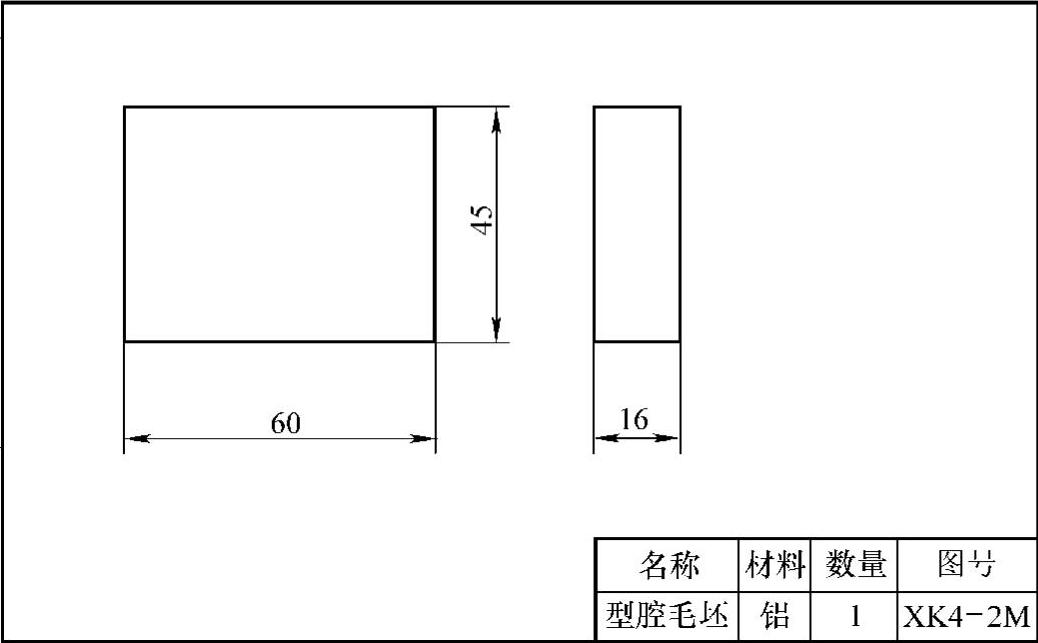
图4-5 型腔加工毛坯图
二、装夹方案的确定
(一)定位基准的选择
(二)夹具的选择
三、刀具选择
(一)刀具名称及规格
1)键槽铣刀,ϕ16mm。
2)球头铣刀,R2mm。
(二)刀具类型及材质
整体合金刀具,YT类。
知识链接
球头铣刀简介
球头铣刀又称为模具立铣刀、R铣刀,其切削能力差,切削时背吃刀量小,主要用于加工空间曲面、模具型腔或凸模成型表面等零件,且多用于精加工,如图4-6所示。当用于粗加工或半精加工时,要注意背吃刀量不要选得太大。
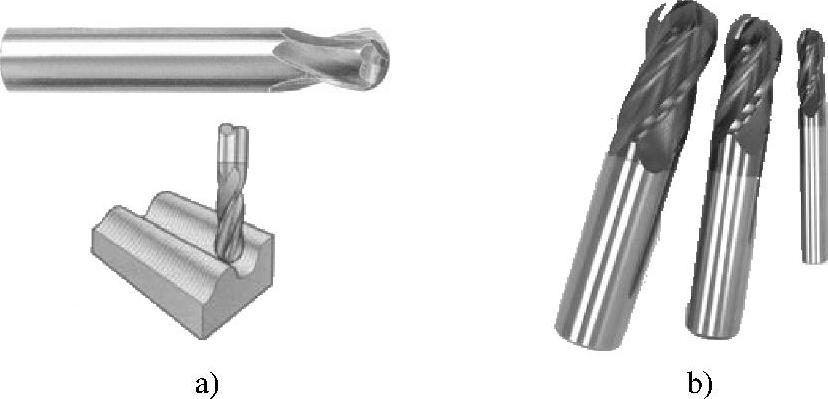
图4-6 球头铣刀
四、量、检具的选择
五、加工路线的选择
注意事项:在编制粗加工程序时,要注意键槽铣刀刀尖避让圆倒角,避免过切。
1.进刀路线的选择
2.切削路线的选择
3.退刀路线的选择
六、切削用量的选择
七、工艺文件的填写
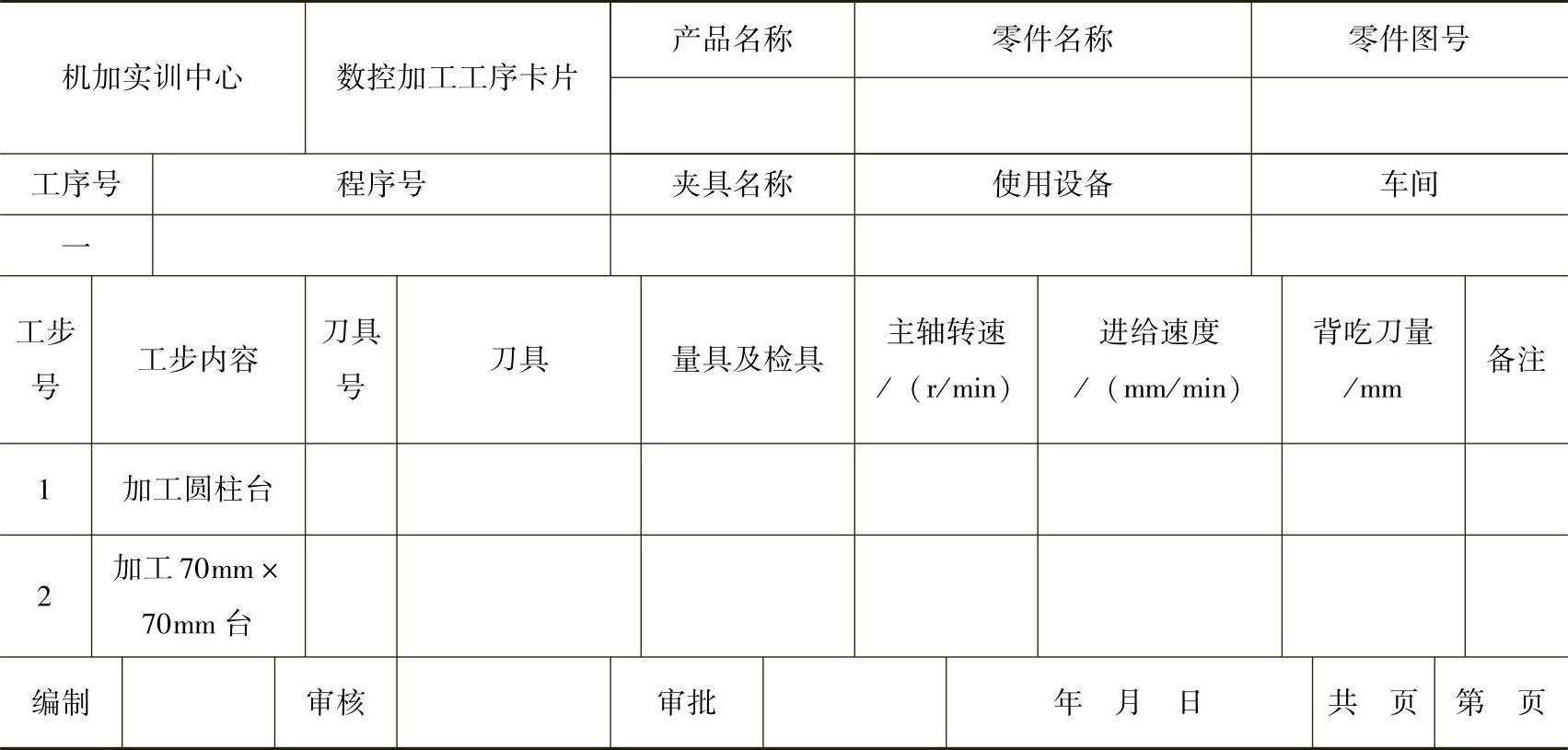
1.数控加工工序卡片(表4-6)(https://www.xing528.com)
表4-6 数控加工工序卡片
2.数控加工工件安装和原点设定卡片(表4-7)
表4-7 数控加工工件安装和原点设定卡片
3.数控加工刀具卡片(表4-8)
表4-8 数控加工刀具卡片
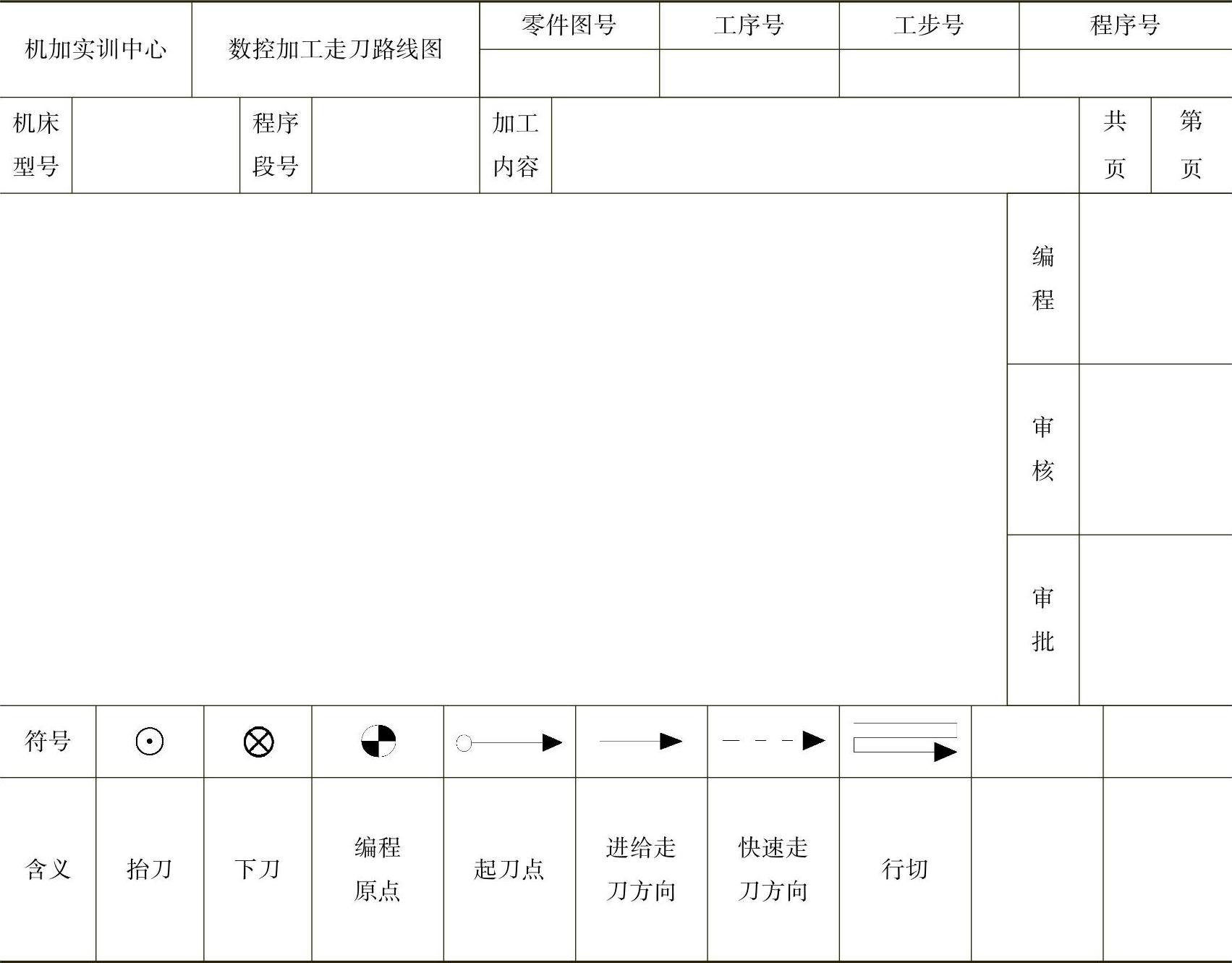
4.数控加工走刀路线图(表4-9)
表4-9 数控加工走刀路线图
程序编制
数控加工程序清单见表4-10。
表4-10 数控加工程序清单
模拟校验
一、对刀参数的设定
根据工艺制订情况,在模拟软件中自行设定。
二、程序的输入
依次输入程序。
三、加工参数的输入
根据相关工艺卡片内容,在各程序运行前自行设定加工参数。
四、程序模拟校验
依次调出编制的程序进行模拟校验。
五、程序的调整
根据校验结果适当调整程序。
强化训练
1)型腔加工刀具的选择受哪些条件限制?
2)制订型腔加工工艺要注意哪些问题?
3)编制型腔加工程序时如何建立刀具半径补偿更安全?这样做应该注意什么问题?
评价及反思
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。