



任务描述
通过完成本任务,使学生掌握内轮廓加工工艺特点,并能针对其特点合理制订加工工艺方案、编制加工程序。
工艺制订
一、图样分析
内轮廓加工零件图如图4-1所示。
内轮廓加工毛坯图如图4-2所示,毛坯已经由铣床加工至规定尺寸。
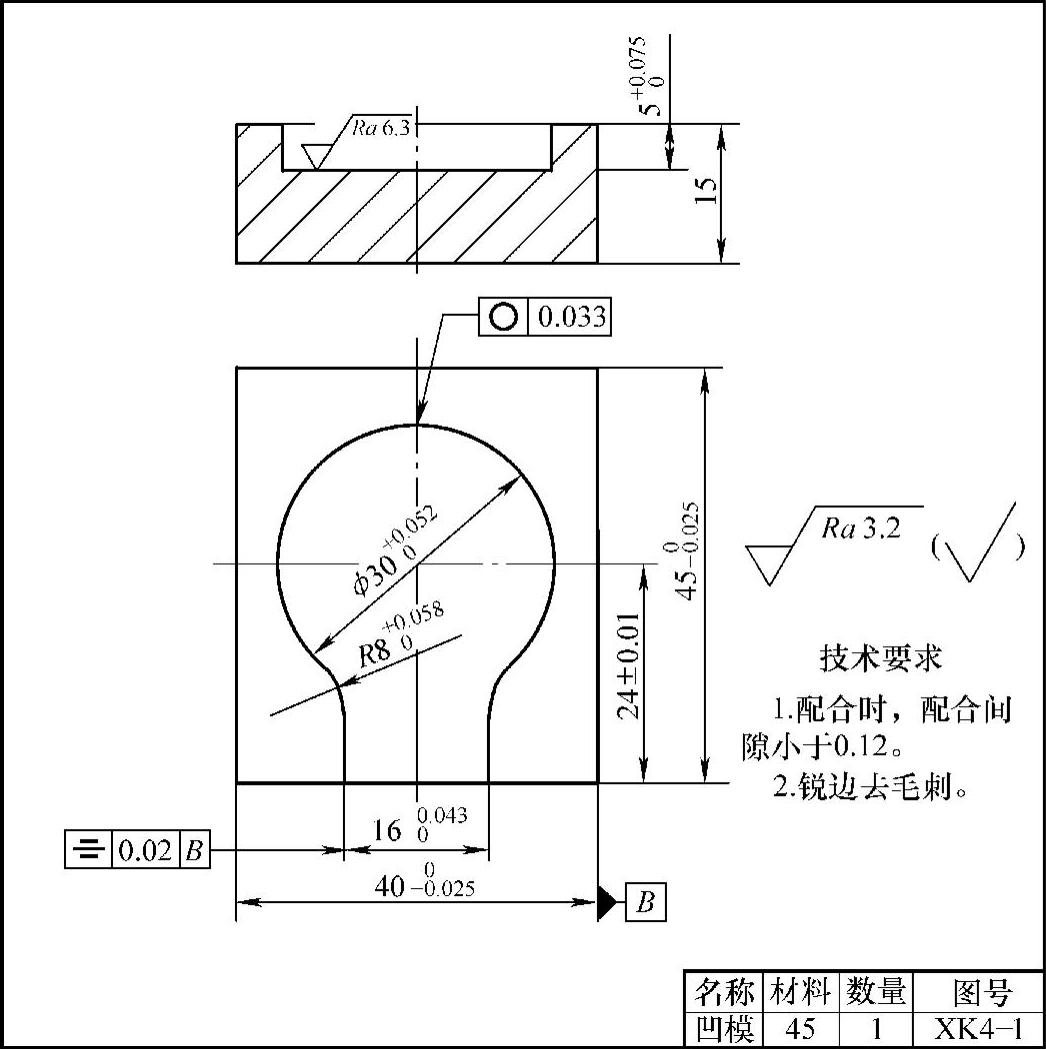
图4-1 内轮廓加工零件图
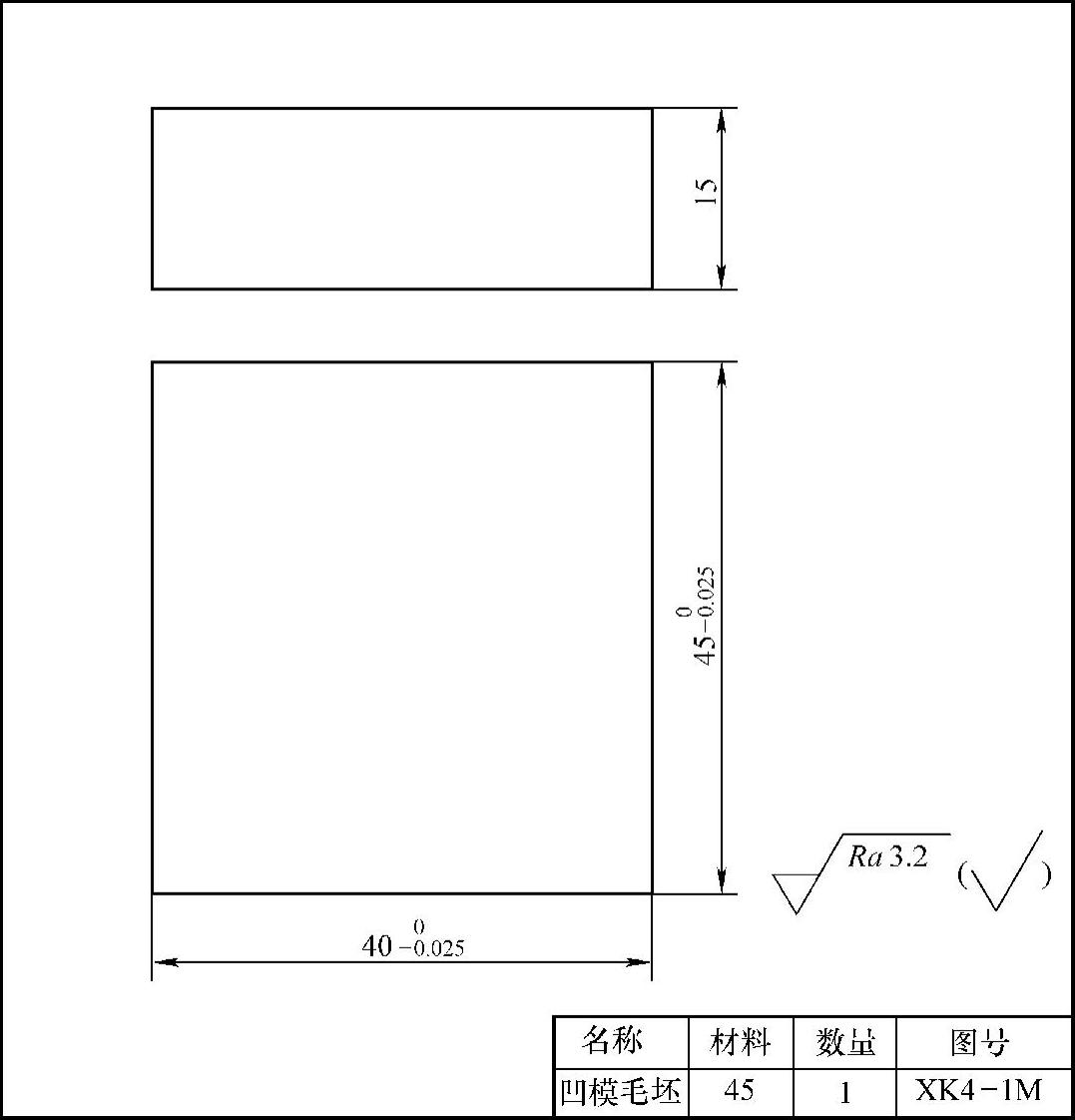
图4-2 内轮廓加工毛坯图
二、装夹方案的确定
(一)定位基准的选择
(二)夹具的选择
三、刀具选择
四、量、检具的选择
五、加工路线的选择
1.进刀路线的选择
刀具在安全高度处快速到达内轮廓开放处中间下缘偏外无毛坯处,刀具下降至距工件表面3mm处。
知识链接
内轮廓加工切入、切出点的选择
在铣削内轮廓时,若内轮廓曲线允许外延,则应沿切线方向切入、切出,如图4-3a所示;若内轮廓曲线不允许外延,刀具只能沿内轮廓曲线的法线方向切入、切出,此时刀具的切入、切出点应尽量选在内轮廓曲线的交点拐点处,如图4-3b所示;当内部几何元素相切无拐点时,刀具可以沿着过渡圆弧切入或切出工件轮廓,如图4-3c所示。
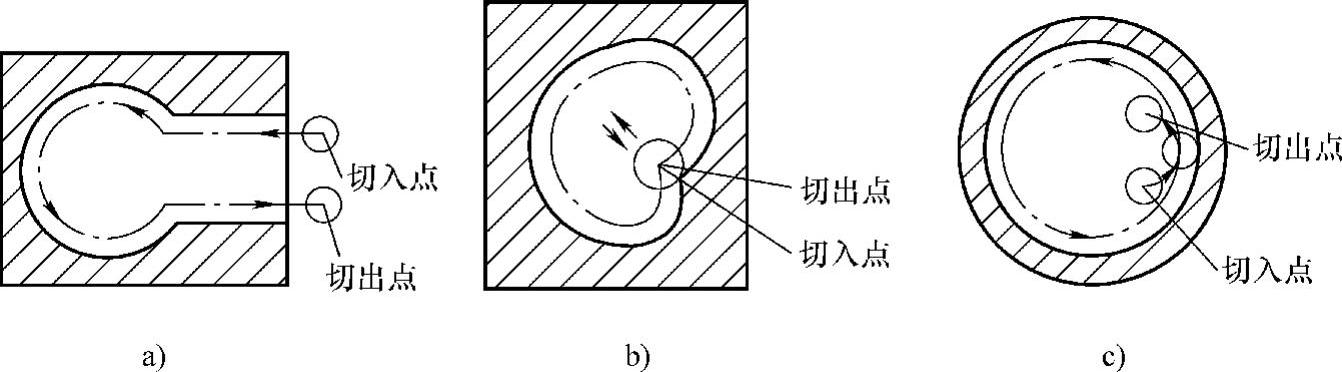
图4-3 内轮廓加工示意图
a)允许外延的内轮廓 b)带拐点的内轮廓 c)不带拐点的内轮廓
2.切削路线的选择
3.退刀路线的选择
六、切削用量的选择
七、工艺文件的填写
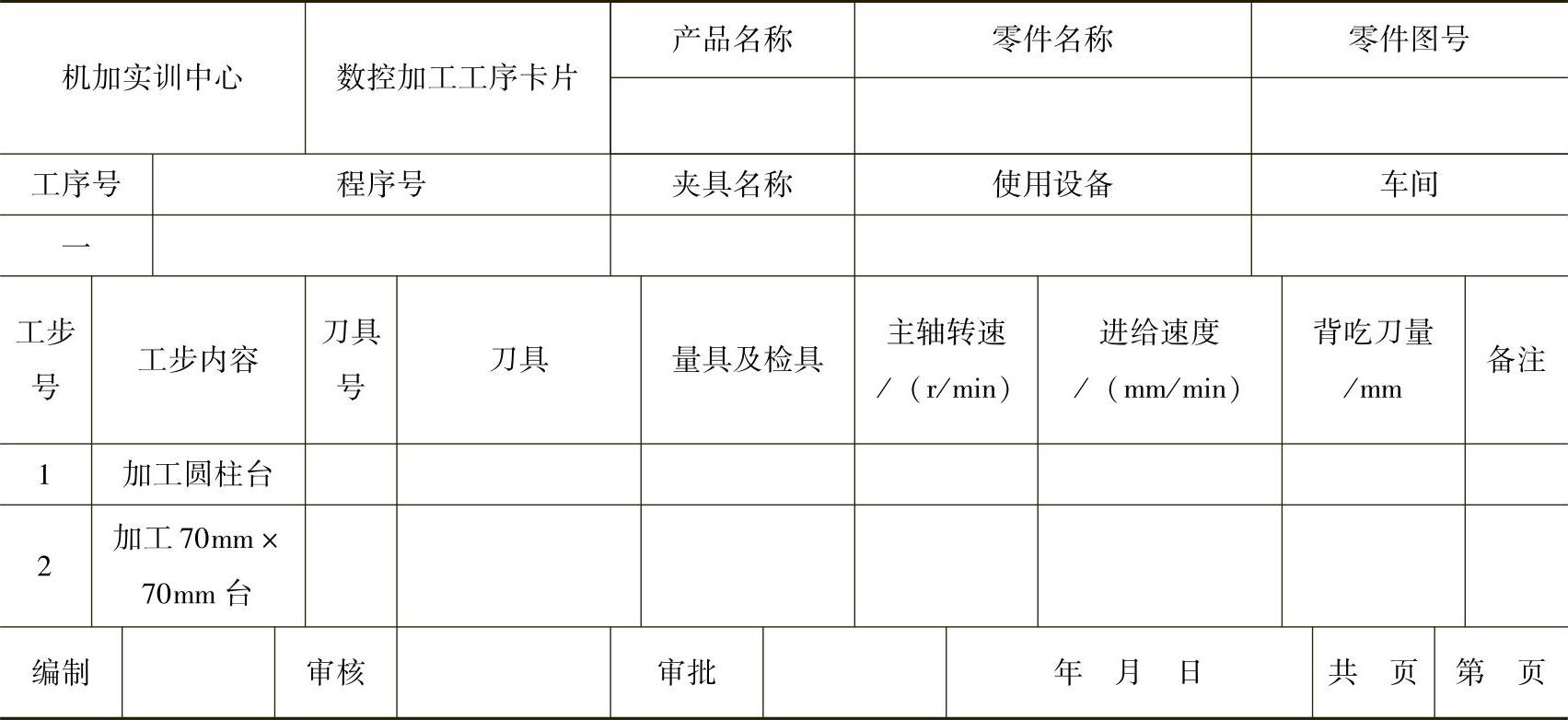
1.数控加工工序卡片(表4-1)
表4-1 数控加工工序卡片(https://www.xing528.com)
2.数控加工工件安装和原点设定卡片(表4-2)
表4-2 数控加工工件安装和原点设定卡片
3.数控加工刀具卡片(表4-3)
表4-3 数控加工刀具卡片
4.数控加工走刀路线图(表4-4)
表4-4 数控加工走刀路线图
程序编制
数控加工程序清单见表4-5。
表4-5 数控加工程序清单
模拟校验
一、对刀参数的设定
根据工艺制订情况,在模拟软件中自行设定。
二、程序的输入
依次输入程序。
三、加工参数的输入
根据相关工艺卡片内容,在各程序运行前自行设定加工参数。
四、程序模拟校验
依次调出编制的程序进行模拟校验。
五、程序调整
根据校验结果适当调整程序。
强化训练
1)内轮廓加工制订工艺时要考虑哪些方面的问题?
2)内轮廓加工编制程序时要考虑哪些方面的问题?
评价及反思
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。