



任务描述
通过完成本任务,掌握沟槽加工刀具的选择及下刀点、抬刀点的确定等工艺内容,能根据零件图要求制订合理的加工工艺并编制加工程序。
工艺制订
一、图样分析
沟槽加工零件图如图3-9所示。
沟槽加工毛坯图如图3-10所示,毛坯已经由铣床加工至规定尺寸。
二、装夹方案的确定
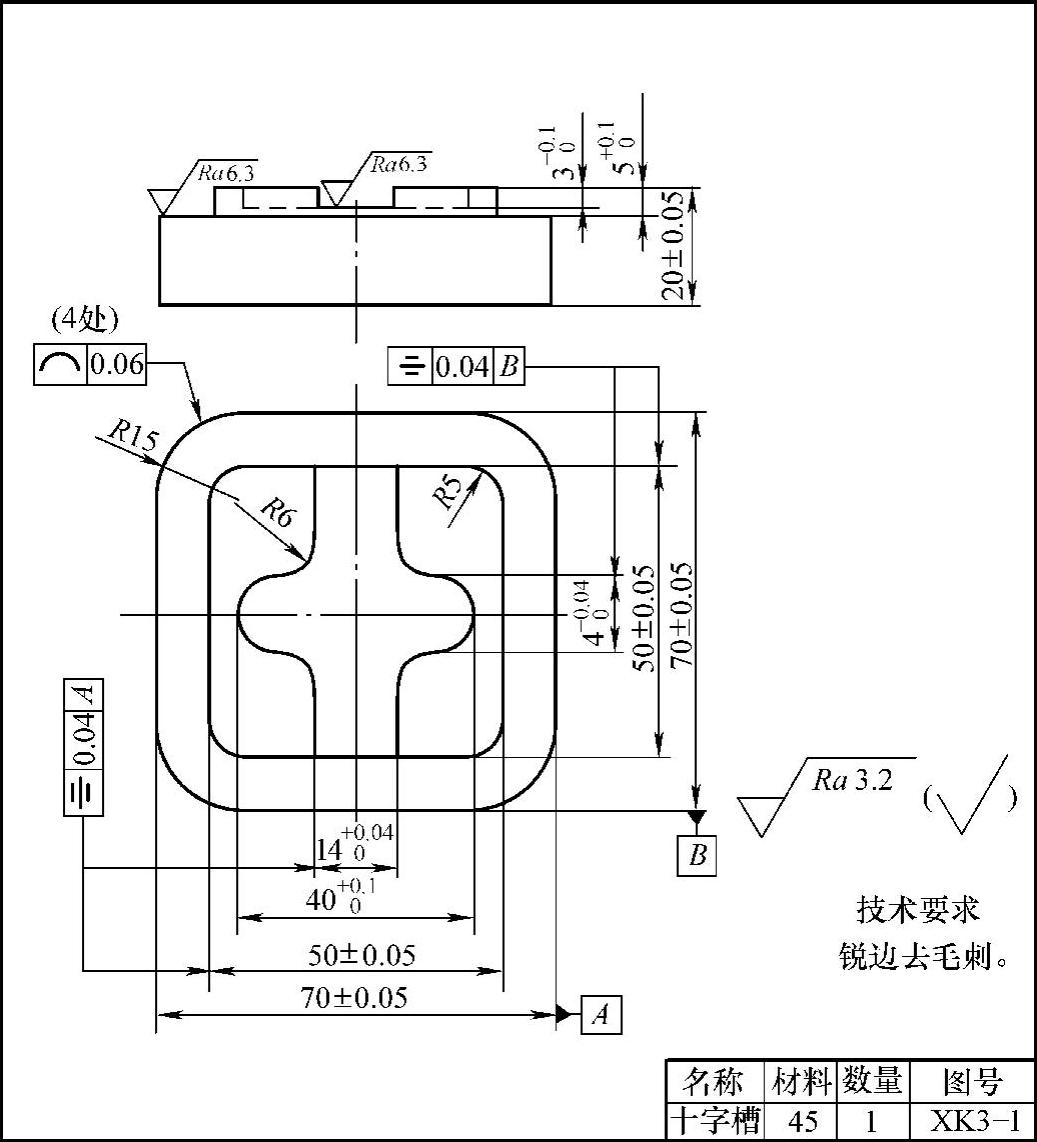
图3-9 沟槽加工零件图
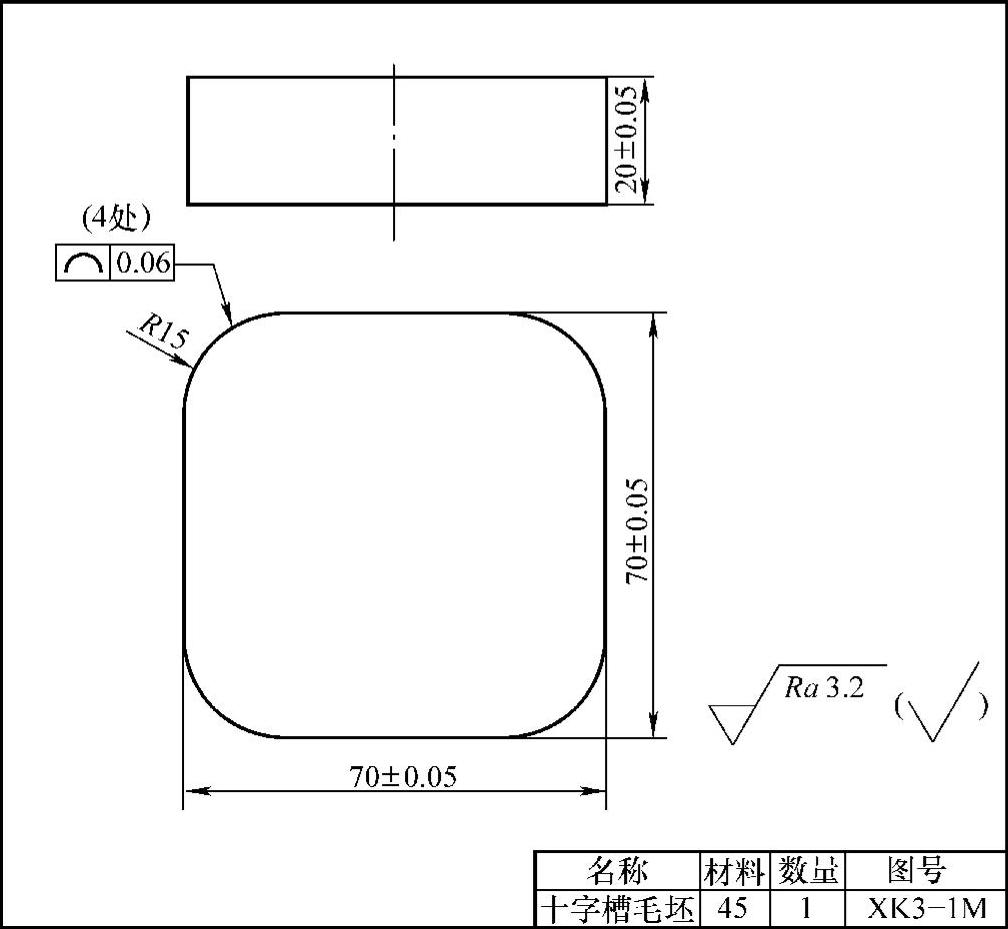
图3-10 沟槽加工毛坯图
(一)定位基准的选择
(二)夹具的选择
三、刀具选择
(一)刀具名称及规格
1)立铣刀,ϕ16mm。
2)立铣刀,ϕ12mm。
(二)刀具类型及材质
整体合金刀具,YT类。
注意事项:加工槽未必要选用键槽铣刀,如果加工开放式的槽,当选择在开放处切入时,可以使用立铣刀加工槽。
四、量、检具的选择
(一)量具名称及规格
(二)检具名称及规格
五、加工路线的选择
1.进刀路线的选择
2.切削路线的选择
3.退刀路线的选择
六、切削用量的选择
七、工艺文件的填写
1.数控加工工序卡片(表3-15)
表3-15 数控加工工序卡片
 (https://www.xing528.com)
(https://www.xing528.com)
2.数控加工工件安装和原点设定卡片(表3-16)
表3-16 数控加工工件安装和原点设定卡片
3.数控加工刀具卡片(表3-17)
表3-17 数控加工刀具卡片
4.数控加工走刀路线图(表3-18)
表3-18 数控加工走刀路线图
程序编制
知识链接
应用刀具半径补偿值设置简化程序编程技巧
如果应用刀具半径左补偿指令编制加工程序,但是在刀具参数设置时输入负值,例如采用ϕ12mm的刀具,但是输入值“-6”,那么刀具会向反方向补偿6mm,即实际执行的是刀具半径右补偿。
利用这一特性可以简化加工程序。例如,同一形状的内、外轮廓加工可以编制一个加工程序;在两个程序运行前,分别将刀具半径补偿值设置为正、负值即可。
数控加工程序清单见表3-19。
表3-19 数控加工程序清单
模拟校验
一、对刀参数的设定
根据工艺制订情况,在模拟软件中自行设定。
二、程序的输入
依次输入程序。
三、加工参数的输入
根据相关工艺卡片内容,在各程序运行前自行设定刀具长度补偿参数。
四、程序模拟校验
依次调出程序作模拟校验。
五、程序调整
根据校验结果适当调整程序。
强化训练
请总结槽类零件加工刀具的种类及各类刀具的适用场合。
评价及反思
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。