



任务描述
通过完成本任务,掌握凹槽加工刀具的选择及下刀点、抬刀点的确定等工艺内容,能根据零件图要求制订合理的加工工艺并编制加工程序。工艺制订
一、图样分析
凹槽加工零件图如图3-5所示。
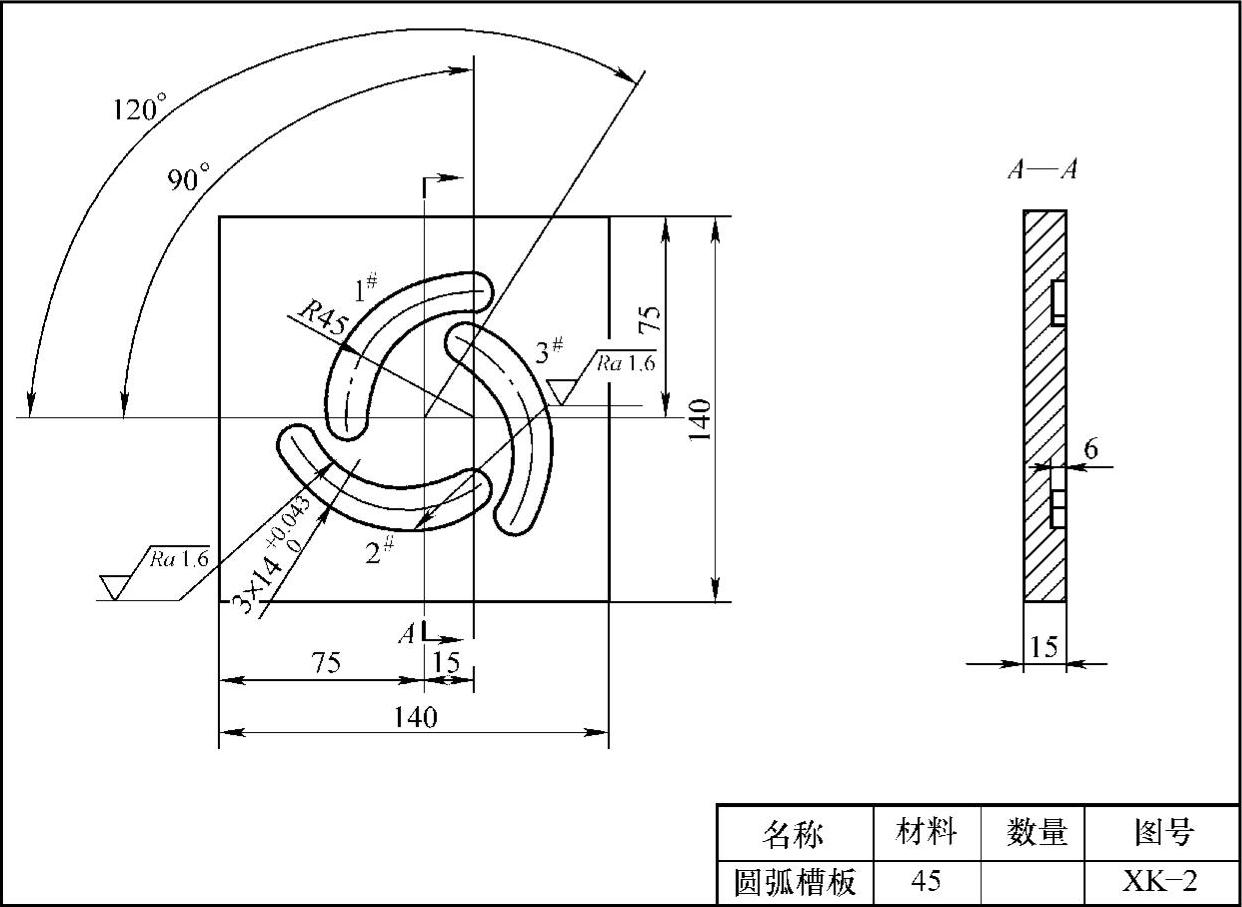
图3-5 凹槽加工零件图
凹槽加工毛坯图如图3-6所示,毛坯已经由铣床加工至规定尺寸。
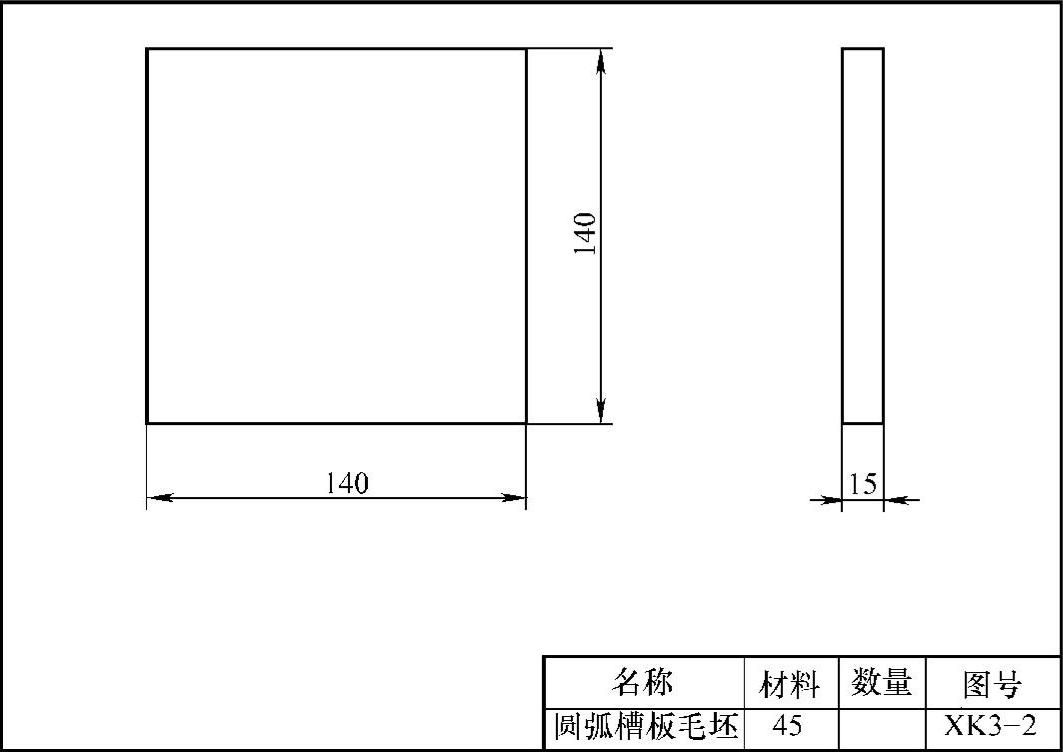
图3-6 凹槽加工毛坯图
二、装夹方案的确定
(一)定位基准的选择
(二)夹具的选择
夹具名称及规格:压板,M16。
知识链接
压板简介
压板是铣削加工常用夹具之一,主要由压板块、垫铁、T形螺栓(或T形螺母)及螺母组成,如图3-7a所示。为了满足安装不同形状工件的需要,压板块的形状也做成很多种。
垫铁必须正确地放在压板下,高度要与工件相同或略高于工件,否则会降低压紧效果;压板螺栓必须尽量靠近工件,并且螺栓到工件的距离应小于螺栓到垫铁的距离,这样能增大压紧力;螺栓要拧紧,否则会因压力不到达加工中心而使工件移动,以致损坏工件、机床和刀具,如图3-7b所示。
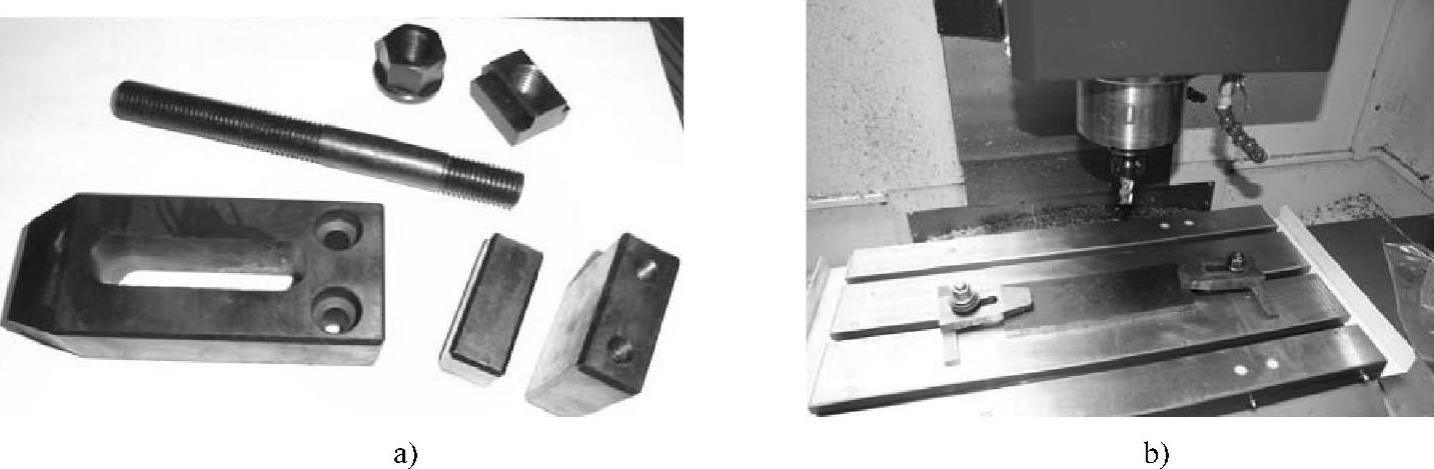
图3-7 压板
a)压板组件图 b)压板使用图
三、刀具选择
(一)刀具名称及规格
1)键槽铣刀,ϕ12mm。
2)立铣刀,ϕ10mm。
(二)刀具类型及材质
整体合金刀具,YT类。
注意事项:在使用压板夹紧工件时,尽量选择规格大些的刀具,因为规格越大,刀柄越长,保证刀具可靠装夹后有足够长度的伸出部分以用于切削加工。
四、量、检具的选择
(一)量具名称及规格
(二)检具名称及规格
五、加工路线的选择
1.进刀路线的选择
2.切削路线的选择
3.退刀路线的选择
注意事项:由于夹具结构的原因,选择加工路线时要注意刀具从起动到停止的整个过程中要和夹具保持安全距离,并保证主轴头、切削液喷嘴等部件不会和夹具发生干涉现象。
六、切削用量的选择
七、工艺文件的填写
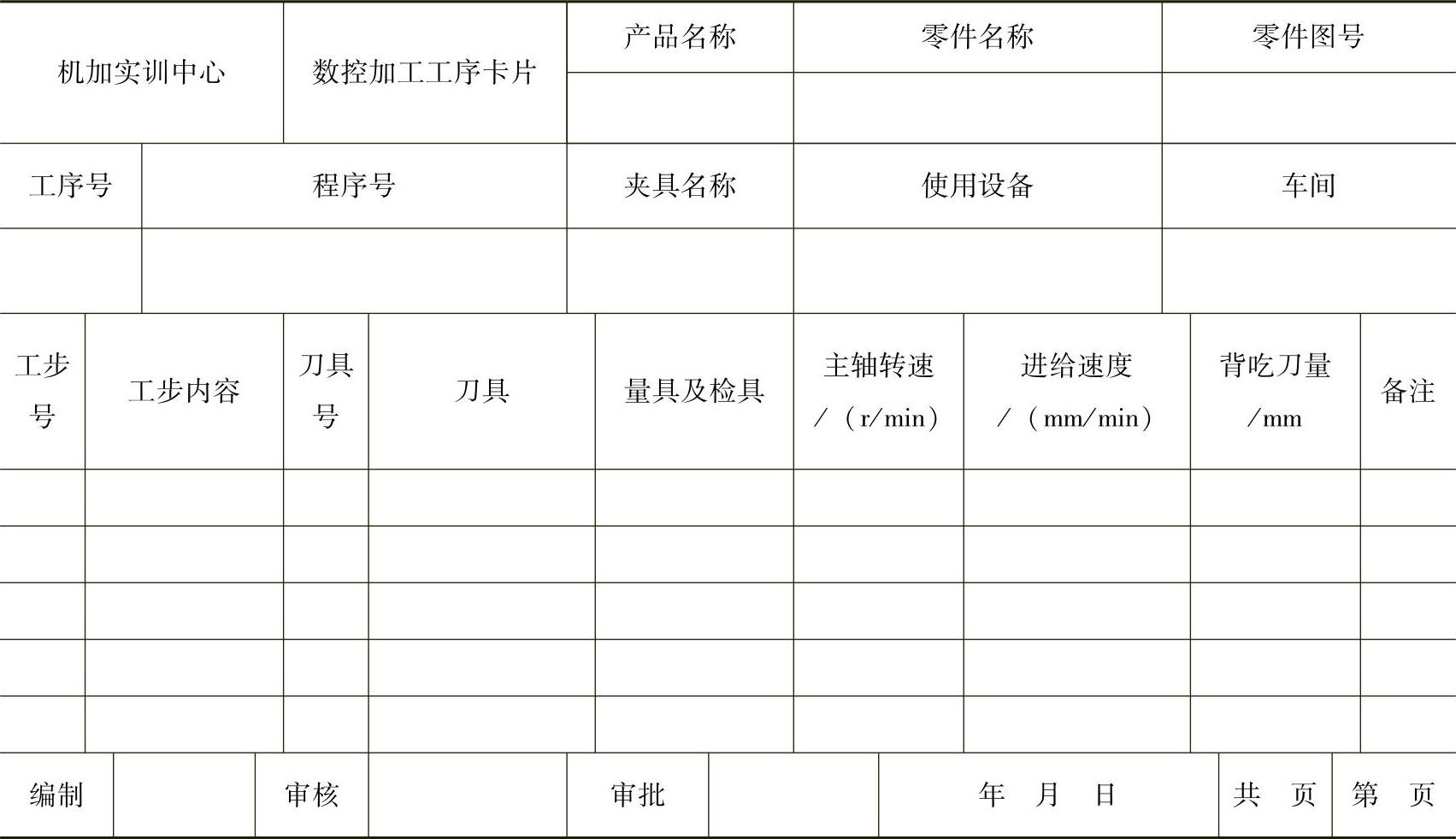
1.数控加工工序卡片(表3-8)
表3-8 数控加工工序卡片
2.数控加工工件安装和原点设定卡片(表3-9)
表3-9 数控加工工件安装和原点设定卡片
3.刀具卡片
数控加工刀具卡片见表3-10。
表3-10 数控加工刀具卡片
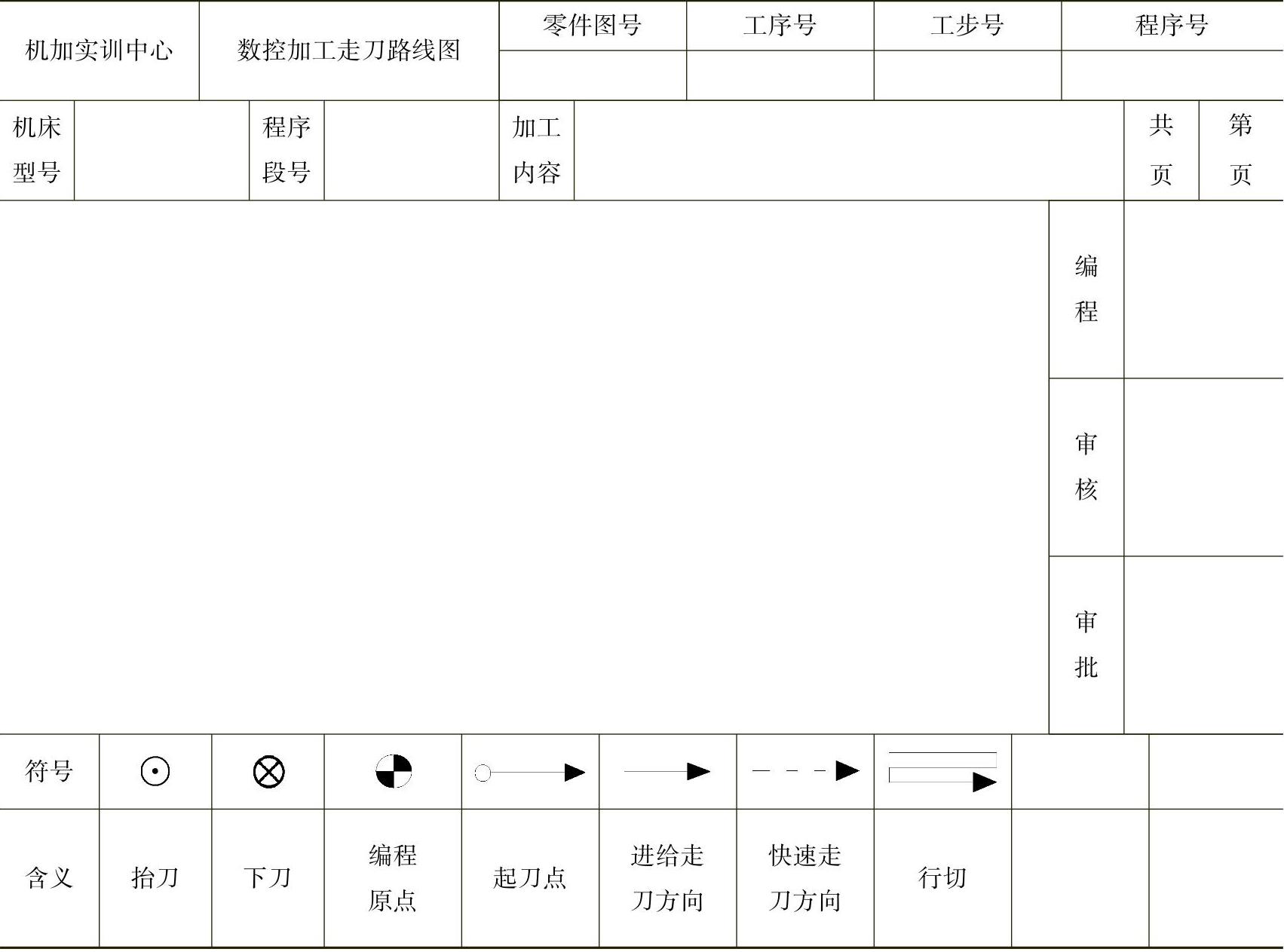
4.数控加工走刀路线图(表3-11)
表3-11 数控加工走刀路线图(https://www.xing528.com)
程序编制
一、参考程序
1.凹槽粗加工程序清单(表3-12和表3-13)
表3-12 凹槽粗加工程序清单(一)
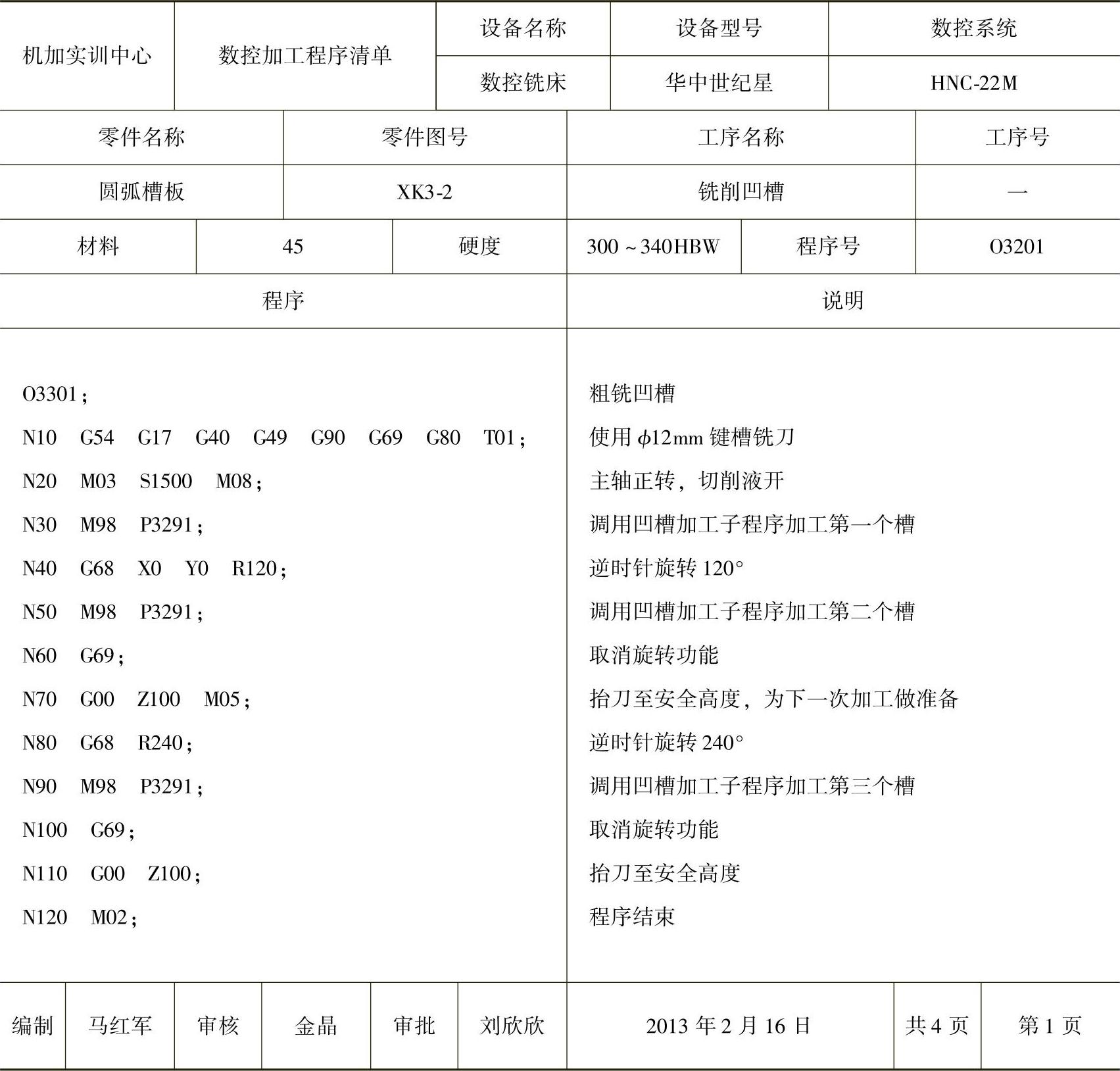
表3-13 凹槽粗加工程序清单(二)

(续)
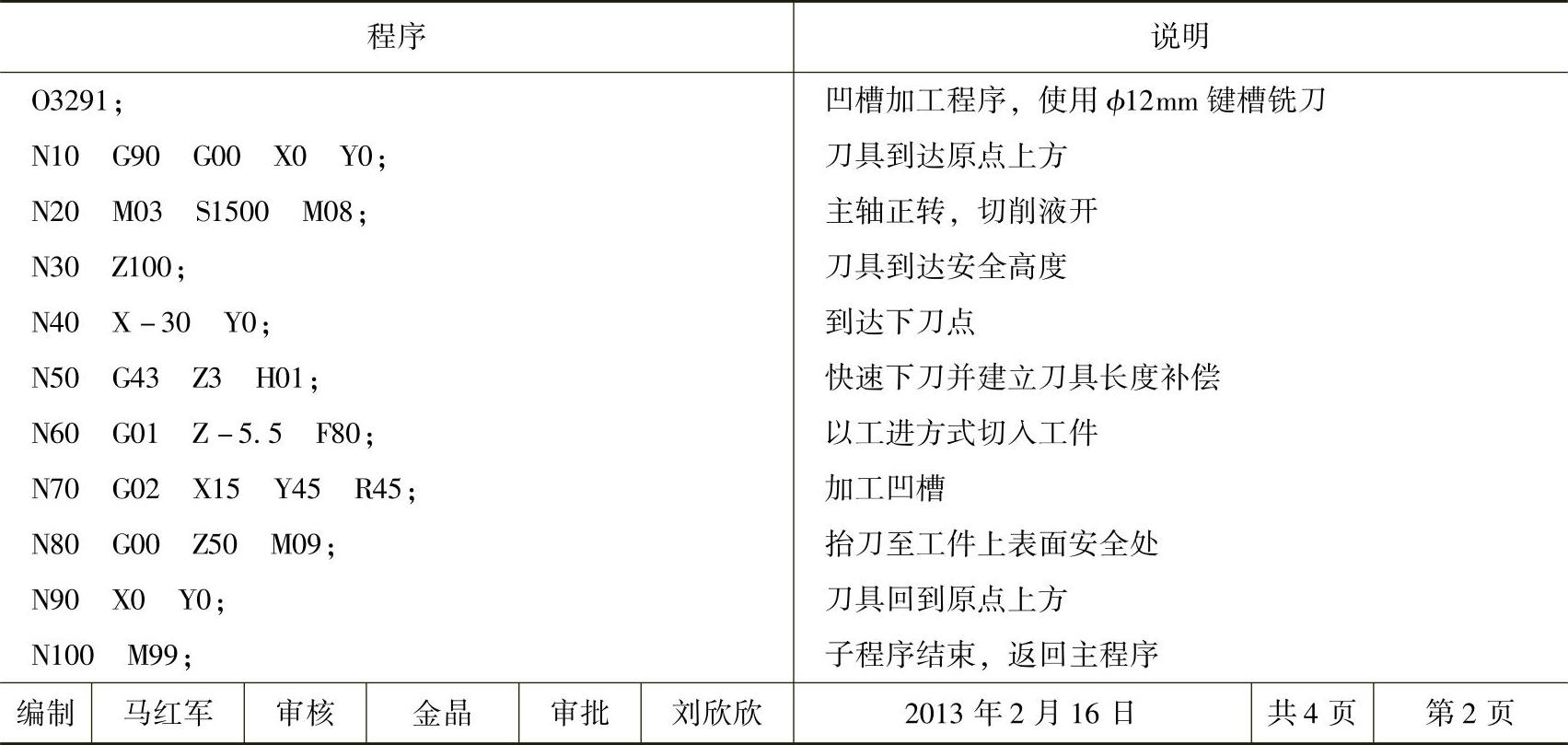
2.凹槽精加工程序清单(表3-14)
表3-14 凹槽精加工程序清单
二、指令详解
坐标旋转变换指令。
1.建立旋转指令G68


式中 X、Y、Z——旋转中心的坐标值;
R——旋转角度,单位是(°),逆时针方向为正值,顺时针方向为负值。
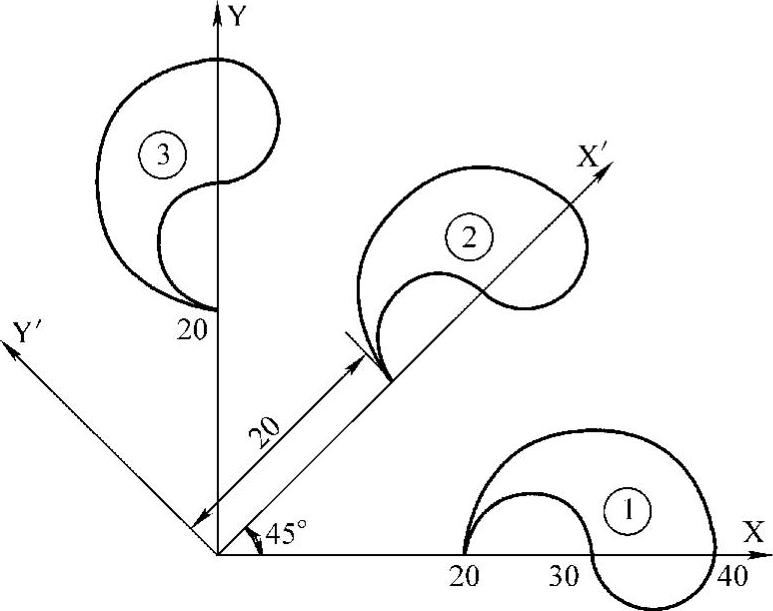
图3-8 坐标旋转功能的使用方法
2.取消旋转指令G69
指令格式:G69;
G68与G69指令为同组模态指令,可相互注销,其组号为16,G69为默认值。
注意事项:在有刀具补偿的情况下先进行坐标旋转,然后才进行刀具半径补偿和长度补偿;取消的时候按相反顺序进行。
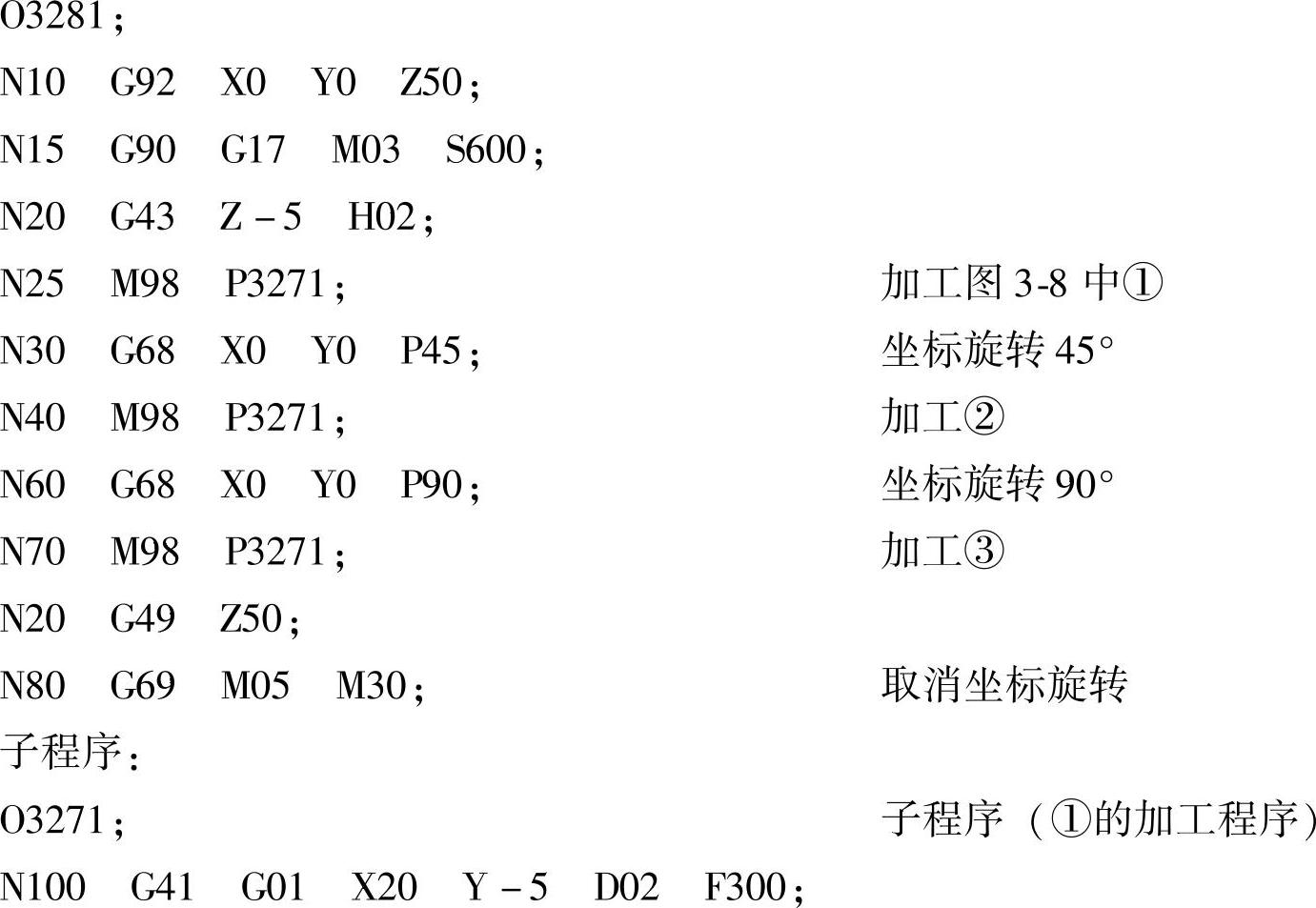
例3-2 使用坐标旋转功能编制图3-8所示轮廓的加工程序。设刀具起点距工件上表面50mm,背吃刀量为5mm。
主程序:
模拟校验
一、对刀参数的设定
根据工艺制订情况,在模拟软件中自行设定。
二、程序的输入
依次输入程序。
三、加工参数的输入
根据相关工艺卡片内容,在各程序运行前自行设定刀具长度补偿参数。
四、程序模拟校验
依次调出O3201和O3291等程序作模拟校验。
五、程序调整
根据校验结果适当调整程序。
强化训练
一、讨论题
请对比机用虎钳和压板的使用方法和注意事项。
二、练习题
请设计2~4个可以使用坐标旋转指令编程的零件草图。
评价及反思
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。