



任务描述
通过完成本任务,掌握键槽加工刀具的选择及下刀点、抬刀点的确定等工艺内容,并学会运用刀具长度补偿指令进行加工程序的编制。
工艺制订
一、图样分析
键槽加工零件图如图3-1所示。
键槽加工毛坯图如图3-2所示,毛坯已经由铣床加工至规定尺寸。
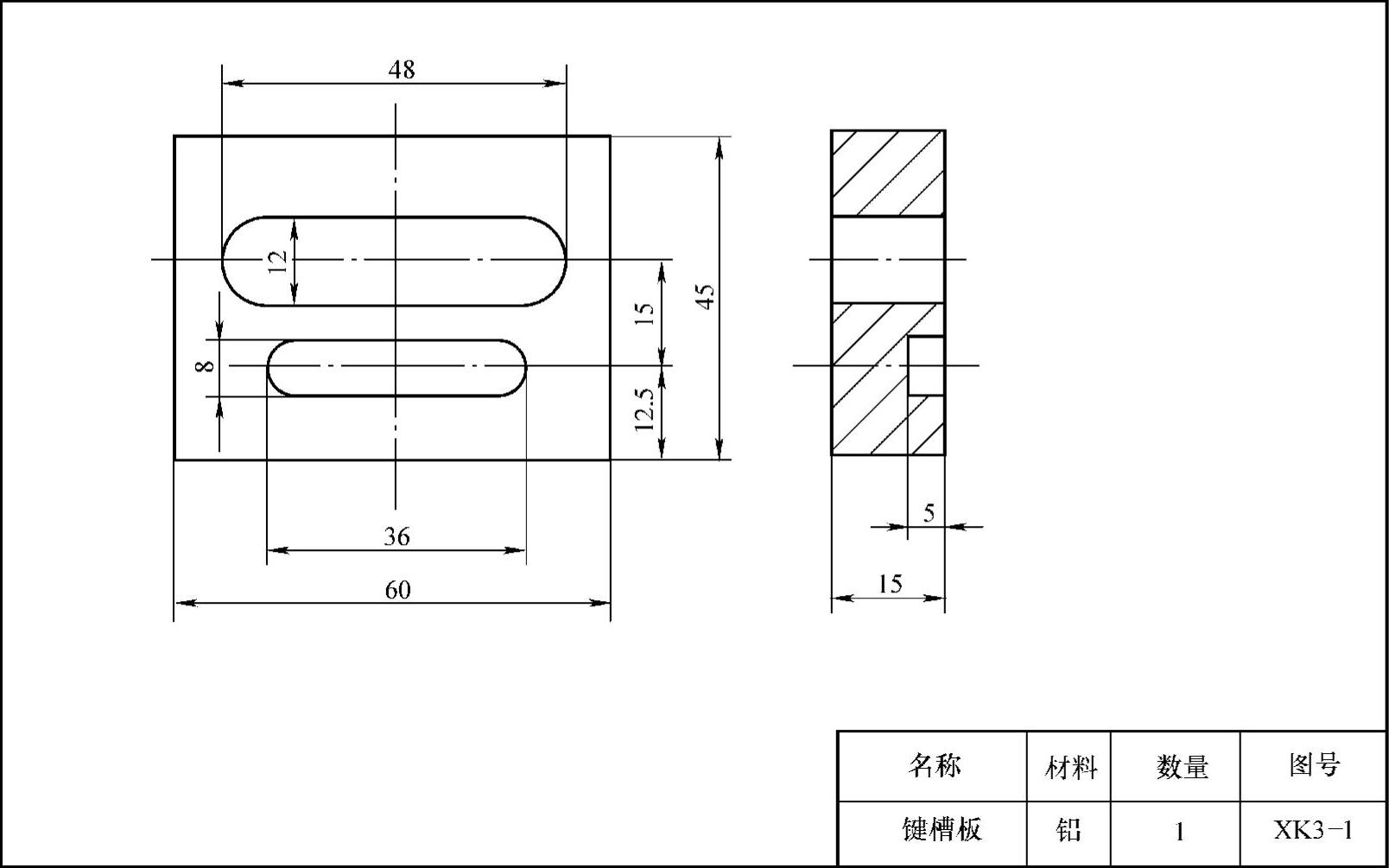
图3-1 键槽加工零件图
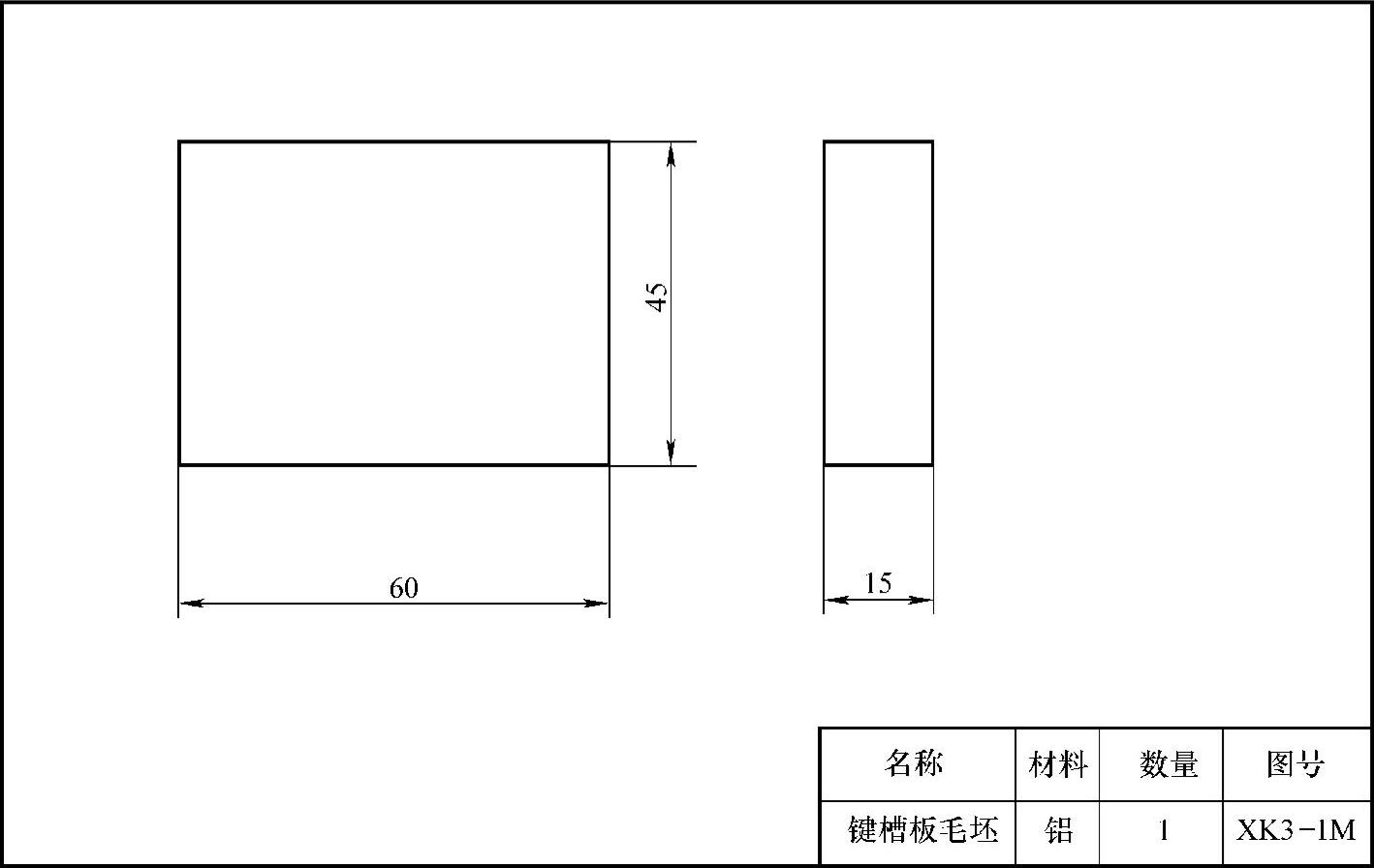
图3-2 键槽加工毛坯图
二、装夹方案的确定
(一)定位基准的选择
(二)夹具的选择
夹具名称及规格:机用虎钳,6in或8in。
注意事项:由于零件上有一豁槽,在加工中刀具要探出毛坯底部,所以装夹时要注意垫铁位置,以避让加工位置。
三、刀具的选择
(一)刀具名称及规格
1)键槽铣刀,ϕ8mm。
2)键槽铣刀,ϕ12mm。
知识链接
键槽铣刀简介
键槽铣刀又称为键槽立铣刀,由于其刀头端面结构特点与通用立铣刀(一般说立铣刀即指通用立铣刀)不同,所以广泛地用于槽类零件、内轮廓等加工中,加工封闭的键槽必须选择键槽铣刀。
立铣刀端面切削刃并不交汇,圆心区域没有切削能力,所以不能从工件上方直接下刀,必须从工件外缘逐渐切入;键槽铣刀中心部位至少有一条切削刃,圆心区域具有切削能力,所以可以从工件上方直接下刀切削工件。通用立铣刀和键槽铣刀刀头如图3-3所示。
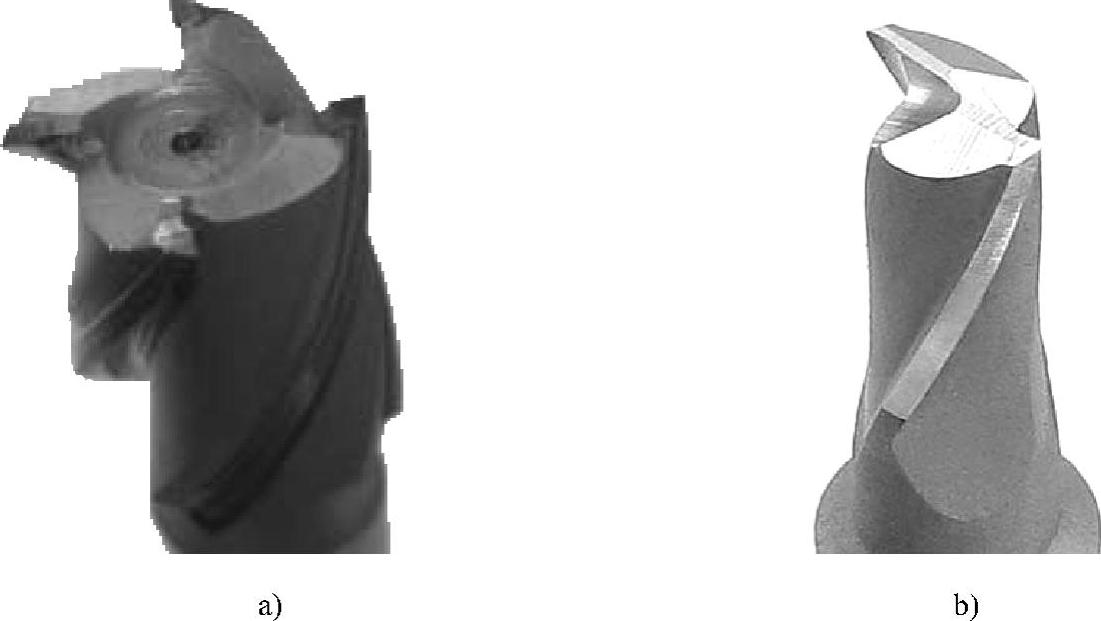
图3-3 键槽铣刀
a)四刃通用立铣刀刀头 b)两刃键槽铣刀刀头
(二)刀具类型及材质
整体合金刀具,YG类。
知识链接
硬质合金刀具牌号的选择
刀具材料要根据加工零件的毛坯材料来选取。
一般来说,YG3适用于铸铁、非铁金属材料的精加工;YG6X、YG6A适用于铸铁、非铁金属材料的精加工、半精加工,亦可用于锰钢、淬火钢的加工;YG6、YG8适用于铸铁、轻合金的粗加工,亦可用于铸铁、低合金钢的铣削加工;YW1、YW3、YW4适用于不锈钢、普通合金钢的精加工和半精加工;YW2适用于不锈钢、低合金钢的半精加工,主要用于火车轮箍加工;YT15、YT05适用于钢、铸钢的精加工和半精加工,宜采用中等进给量和较高的切削速度;YT14、YS25适用于钢、铸钢的精加工和半精加工,宜采用中等进给量,YS25专用于钢、铸钢的铣削速度;YT5适用于钢、铸钢的重切削加工,作业条件不好的中、低速度、大进给量的粗加工。
四、量、检具的选择
(一)量具名称及规格
(二)检具名称及规格
五、加工路线的选择
1.进刀路线的选择
刀具在键槽右(左)侧以工进方式抬刀至工件上方5mm,然后以工进的速度向下加工至一定深度。
注意事项:加工起点坐标不是键槽最外点坐标,应考虑刀具半径值对坐标值的影响。
2.切削路线的选择
刀具向左(右)端以直线插补方式加工至槽终点。
注意事项:加工终点坐标不是键槽最外点坐标,应考虑刀具半径值对坐标值的影响。
3.退刀路线的选择
刀具在键槽左(右)侧以工进方式抬刀至工件上方5mm,然后快速抬刀至安全高度。
六、切削用量的选择
七、工艺文件的填写
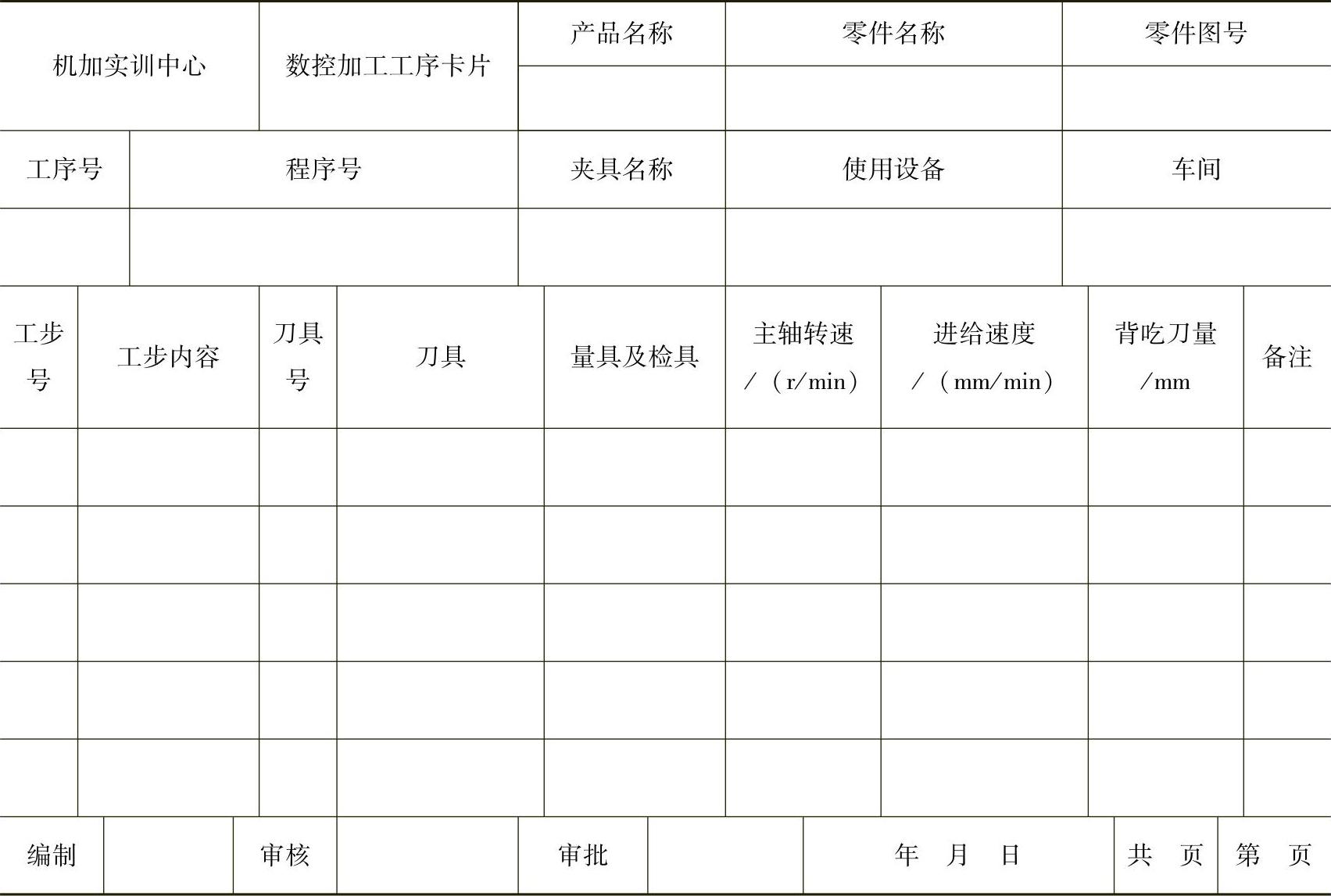
1.数控加工工序卡片(表3-1)
表3-1 数控加工工序卡片
2.数控加工工件安装和原点设定卡片(表3-2)
表3-2 数控加工工件安装和原点设定卡片
3.数控加工刀具卡片
(1)数控加工刀具卡片(表3-3)
表3-3 数控加工刀具卡片
(2)数控加工刀具调整卡片(表3-4)(https://www.xing528.com)
表3-4 数控加工刀具调整卡片
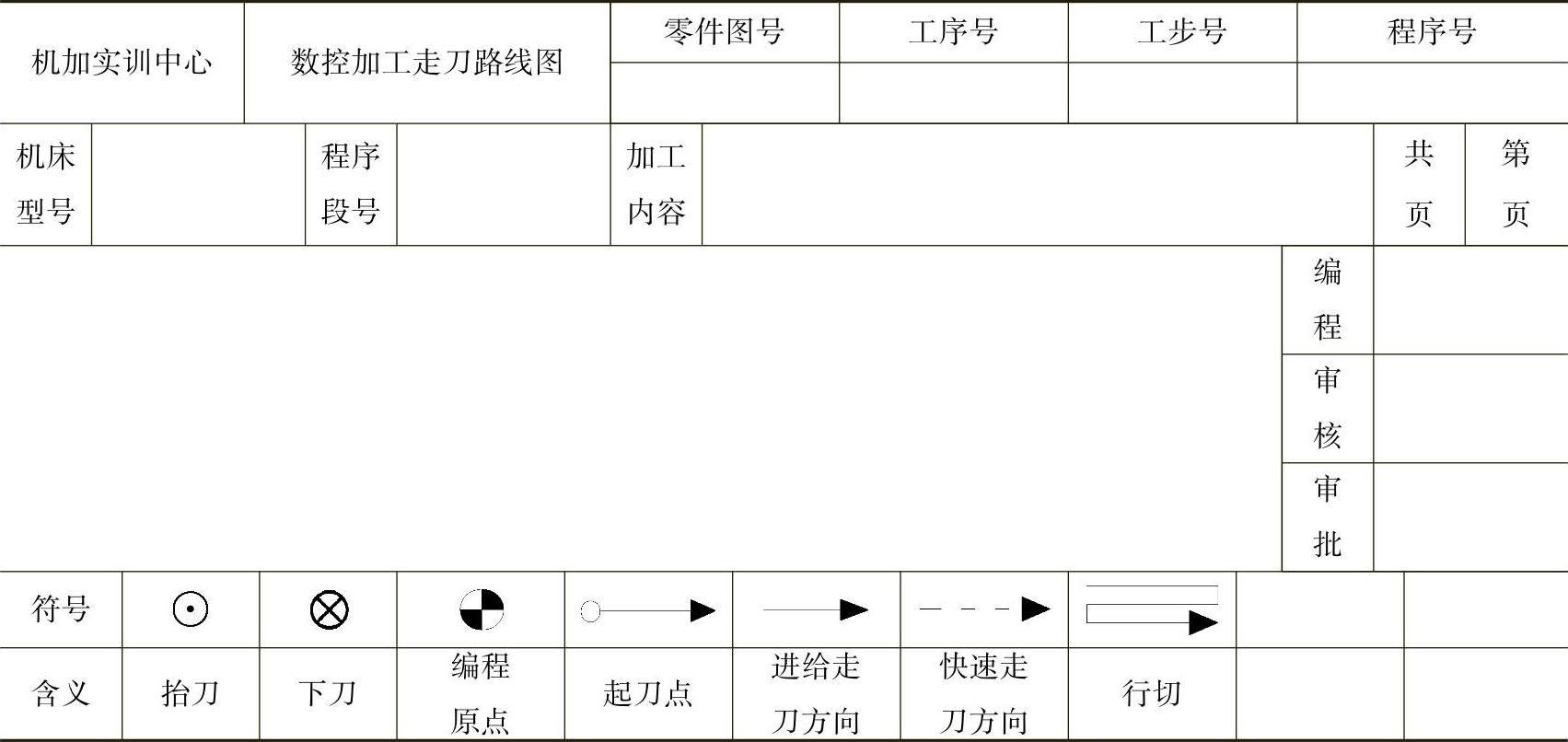
4.数控加工走刀路线图(表3-5)
表3-5 数控加工走刀路线图
程序编制
一、参考程序
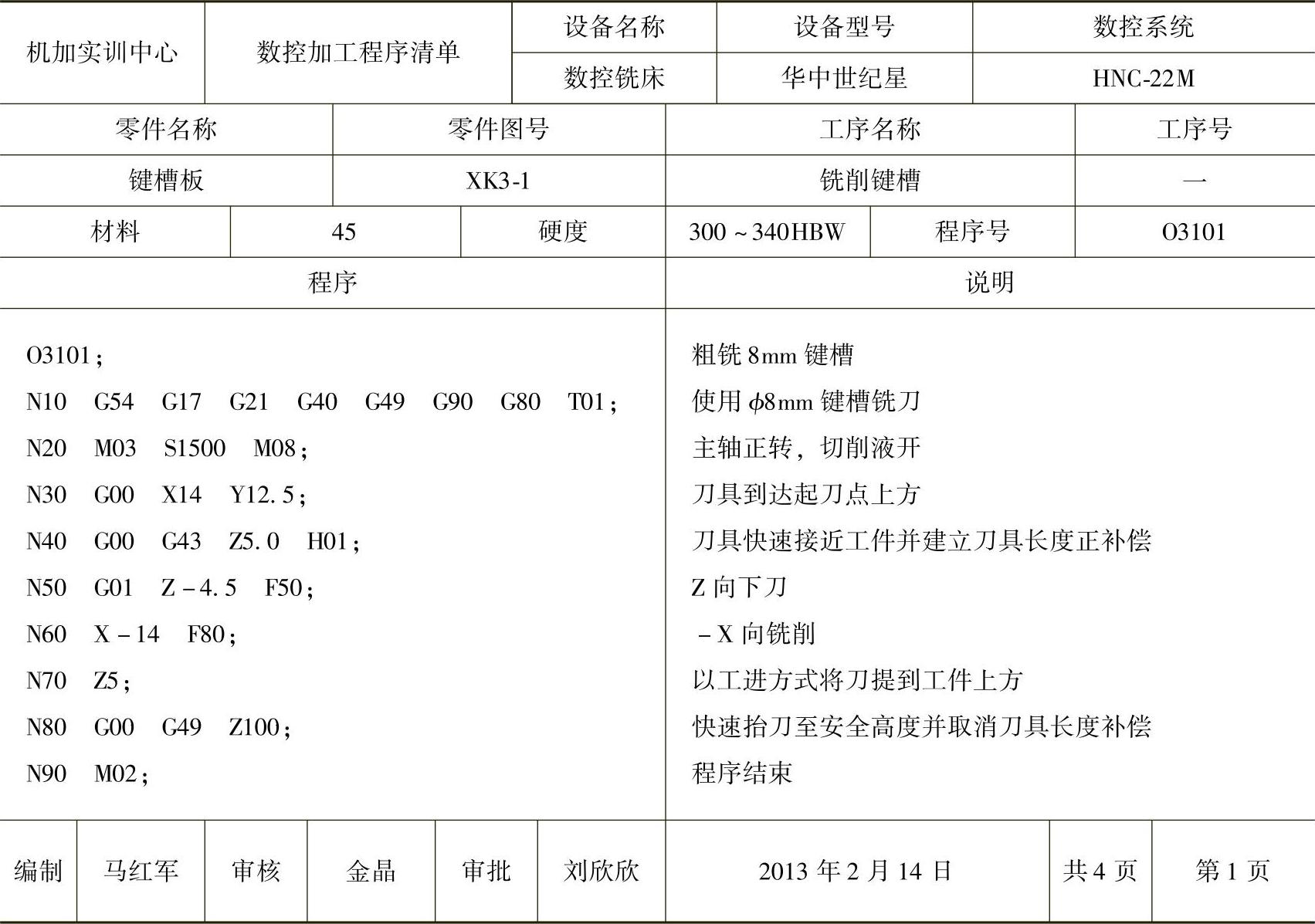
1.窄键槽加工程序清单(表3-6)
表3-6 窄键槽加工程序清单
2.宽键槽加工程序清单(表3-7)
表3-7 宽键槽加工程序清单
二、指令详解
刀具长度补偿指令G43、G44、G49。
1)G43:刀具长度正补偿指令。
2)G44:刀具长度负补偿指令。
3)G49:取消刀具长度补偿指令。
这三条指令是同组的模态指令,其组号为08,其中G49为默认值。
1.刀具长度补偿正负的判定
判定方法:当加工过程中需要把指定的刀具长度补偿值加到程序中指令的Z坐标值上时,采用刀具长度正补偿指令G43;反之,当加工过程中需要把指定的刀具长度补偿值从程序中指令的Z坐标值上减去时,采用刀具长度负补偿指令G44。
刀具长度补偿的示意图如图3-4所示。
2.刀具长度补偿的执行过程
刀具长度补偿的执行过程和刀具半径补偿的执行过程一样,也要经历三个阶段。
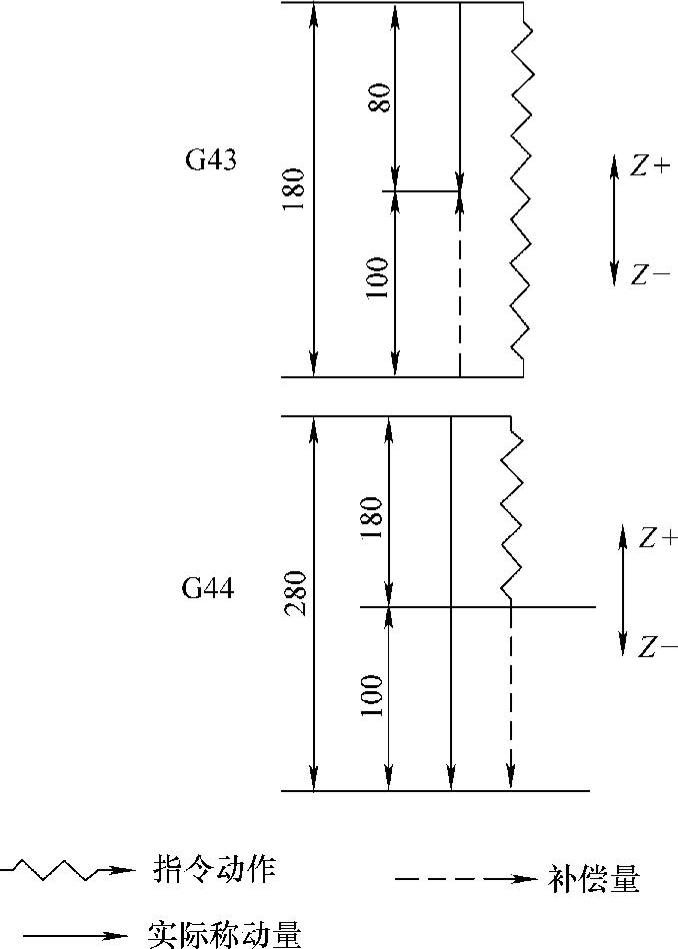
图3-4 刀具长度补偿示意图
(1)刀具长度补偿的建立阶段

式中 X、Y、Z——G00/G01指令的参数,即刀具长度补偿建立的终点坐标;
H——刀具长度补偿偏置号,其取值范围为H00~H99。
注意事项:垂直于所选平面的轴受到长度补偿;当偏置号改变时,新的偏置值并不加到旧偏置值上。
例3-1 设H01的偏置值为20,H02的偏置值为30。
G90 G43 Z100 H01;Z将达到120
G90 G43 Z100 H02;Z将达到130
(2)刀具长度补偿的执行阶段
由于刀具长度补偿指令为模态指令,所以在其执行阶段不必重复书写G43/G44指令,但该指令一直有效。
(3)刀具长度补偿的取消阶段

式中 X、Y、Z——G00/G01指令中的参数,即刀具长度补偿取消的终点坐标。
注意事项:刀具长度补偿的建立与取消同刀具半径补偿的建立与取消一样,必须伴随直线类运动指令,不能使用G02或G03指令。加工结束时,必须取消刀具长度补偿。
模拟校验
一、对刀参数的设定
根据工艺制订情况,在模拟软件中自行设定。
二、程序的输入
依次输入程序。
三、加工参数的输入
根据相关工艺卡片的内容,在各程序运行前自行设定刀具长度补偿参数。
四、程序模拟校验
依次调出O3101和O3102程序进行模拟校验。
五、程序调整
根据校验结果适当调整程序。
强化训练
1)试总结键槽铣刀和通用立铣刀的区别。
2)如何保证键槽的加工精度?
评价及反思
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。