



任务描述
通过完成本任务,了解外轮廓加工的主要特点,并学会运用所学知识独立制订加工工艺;掌握M98/M99指令的意义及用法,运用不同指令编制同一零件加工程序,学会程序优化的基本方法与技巧;熟练掌握模拟软件操作方法,学会通过看模拟加工图像判断程序运行情况,并对程序进行修改及优化。
工艺制订
一、图样分析
十字台零件图如图2-1所示。
十字台毛坯图如图2-2所示,毛坯已经由铣床加工至规定尺寸。
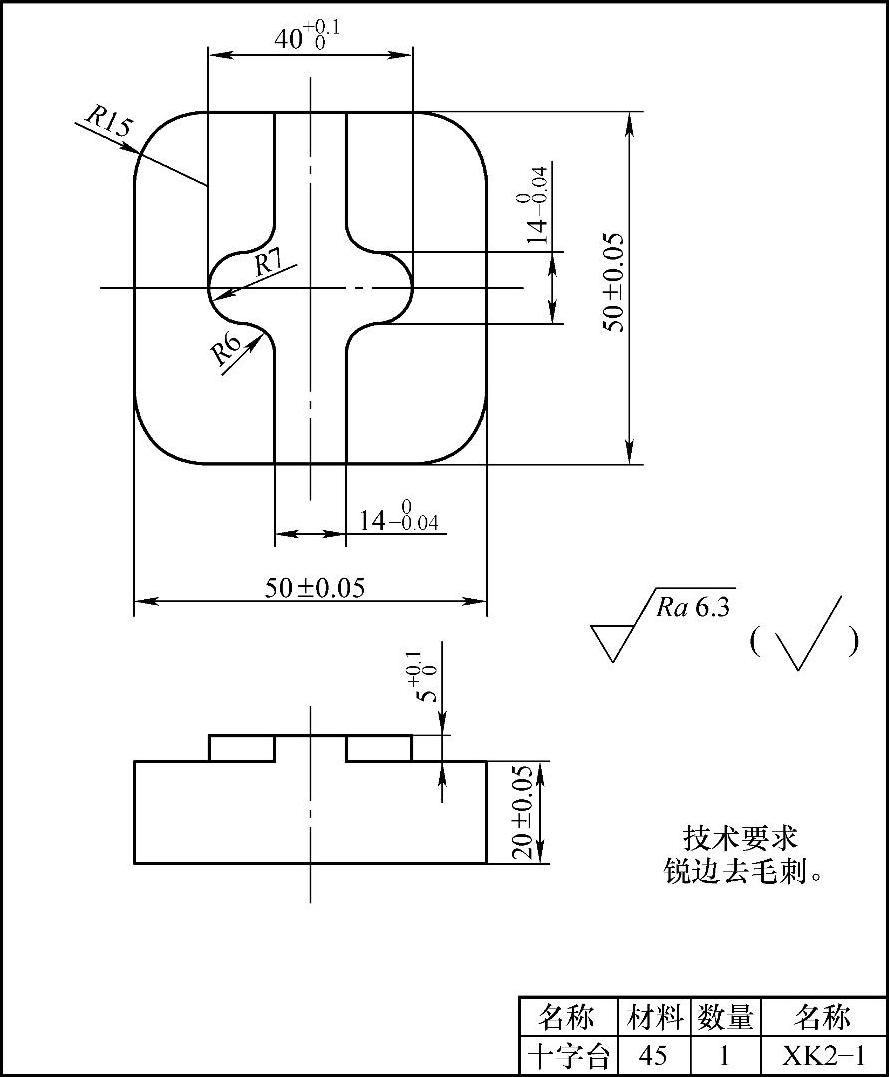
图2-1 十字台零件图
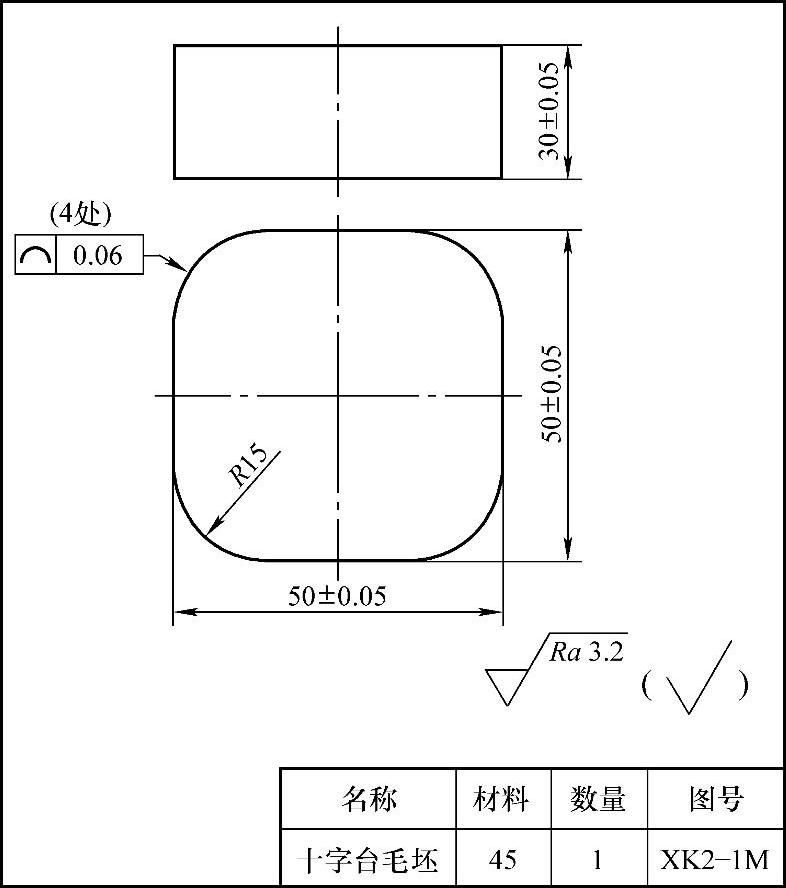
图2-2 十字台毛坯图
二、装夹方案的确定
(一)定位基准的选择
(二)夹具的选择
三、刀具选择
四、量、检具的选择
(一)量具名称及规格
(二)检具名称及规格
1)百分表,0~10mm/0.01mm。
2)半径样板,1~6.5mm/00级;7~14.5mm/00级;15~25mm/00级。
知识链接
圆弧检验方法
如果在圆弧半径不大的情况下,可用半径样板(又称R规)进行检测;如果圆弧半径超过R规测量范围,可以专门制作一个圆弧样板来对圆弧进行测量。
无论是用R规还是用圆弧样板检测,都只能判断圆弧大致尺寸范围,不能对圆弧半径值进行准确测量,所以R规和圆弧样板都属于检具,而非量具,如图2-3所示。
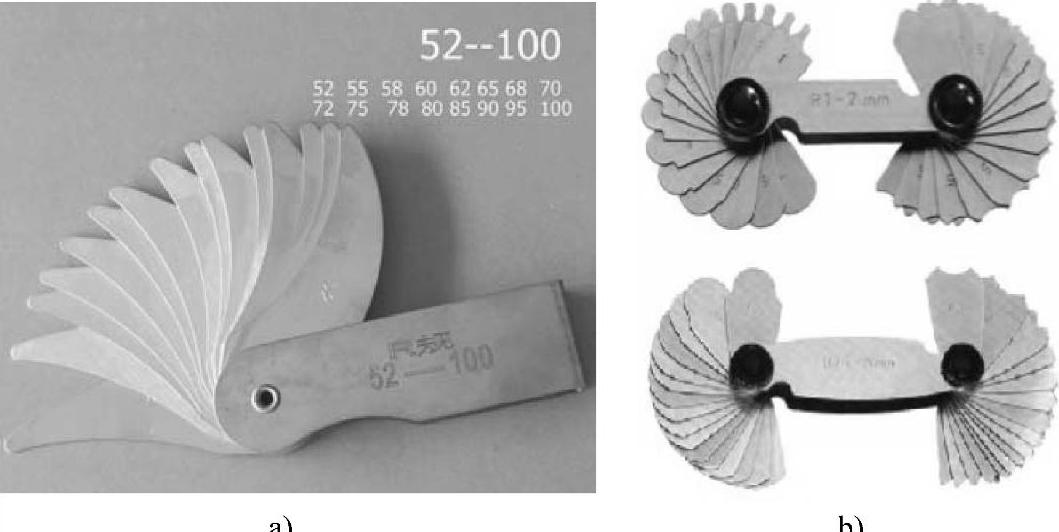
图2-3 不同规格的R规实物图
五、加工路线的选择
上表面加工方法与项目一中任务一相同,以后关于上表面加工所有工艺与程序均省略,不再复述。
(一)粗加工路线的选择
1.进刀路线的选择
2.切削路线的选择
按照图2-4所示路线进行切削加工。
3.退刀路线的选择
(二)精加工路线的选择
1.进刀路线的选择
2.切削路线的选择
按照图2-5所示路线进行切削加工。
3.退刀路线的选择
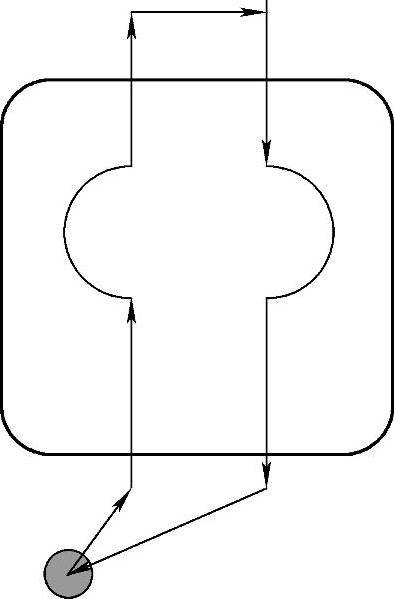
图2-4 十字台粗加工走刀路线
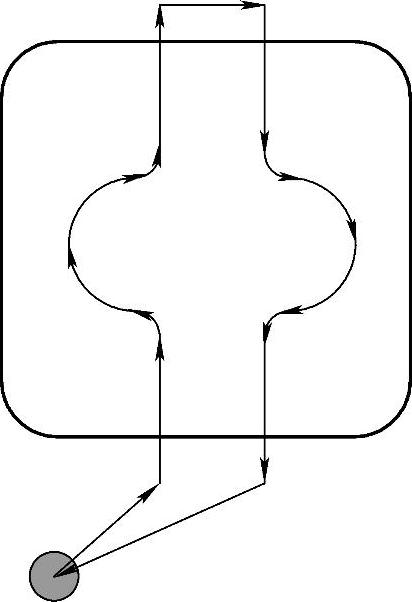
图2-5 十字台精加工走刀路线
六、切削用量的选择
(一)平整上表面
(二)加工十字台
知识链接
切削速度及主轴转速的确定
根据已选定的背吃刀量、进给量及刀具寿命选择切削速度。不同材质的刀具在切削不同材料的工件时,选取切削速度的适用值是不同的,加工时应对照刀具生产厂家给出的刀具切削性能表合理选取。一般来说,粗加工时取偏小值,精加工时取偏大值。另外,切削速度的选取也与刀具直径有关。
切削速度选取后,根据以下公式计算出主轴转速n(单位为r/min)。
n=1000v/(πD)
式中 v——切削速度。
七、工艺文件的填写
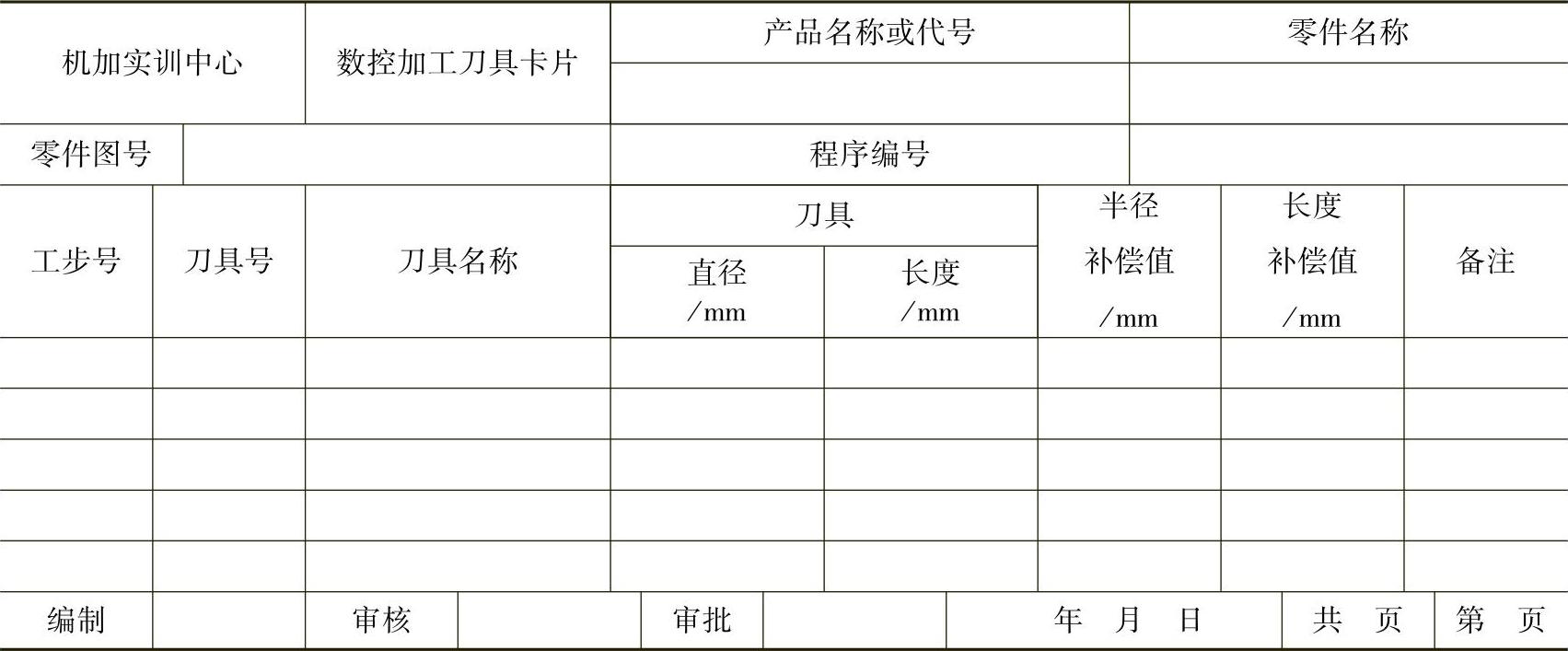
1.数控加工工序卡片(表2-1)
表2-1 数控加工工序卡片

(续)
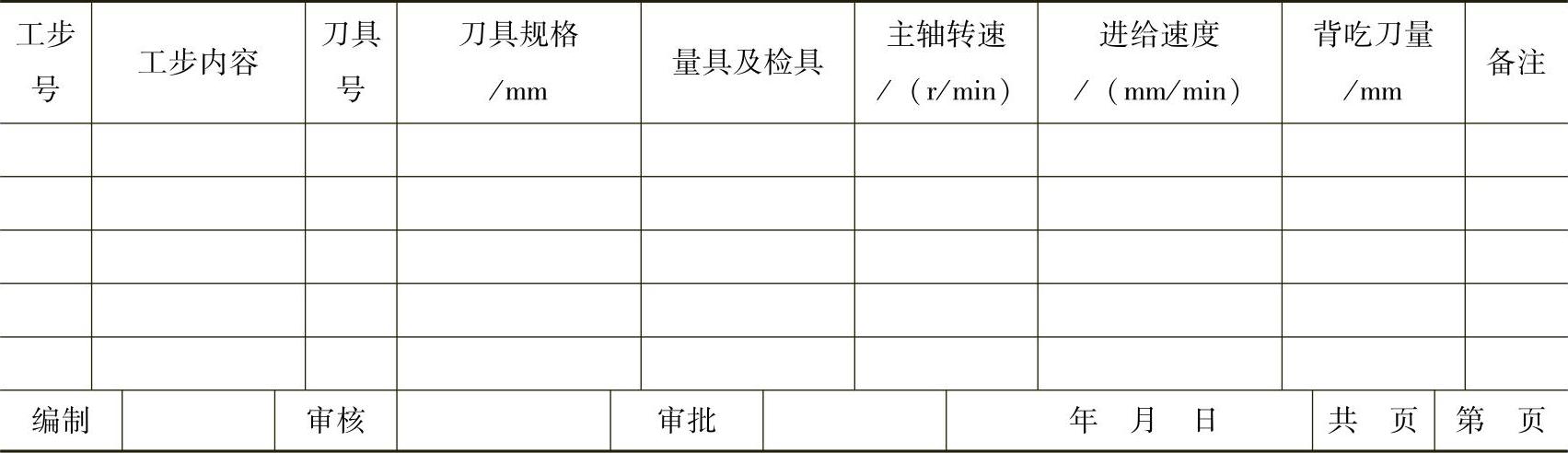
2.数控加工工件安装和原点设定卡片(表2-2)
表2-2 数控加工工件安装和原点设定卡片
3.刀具卡片
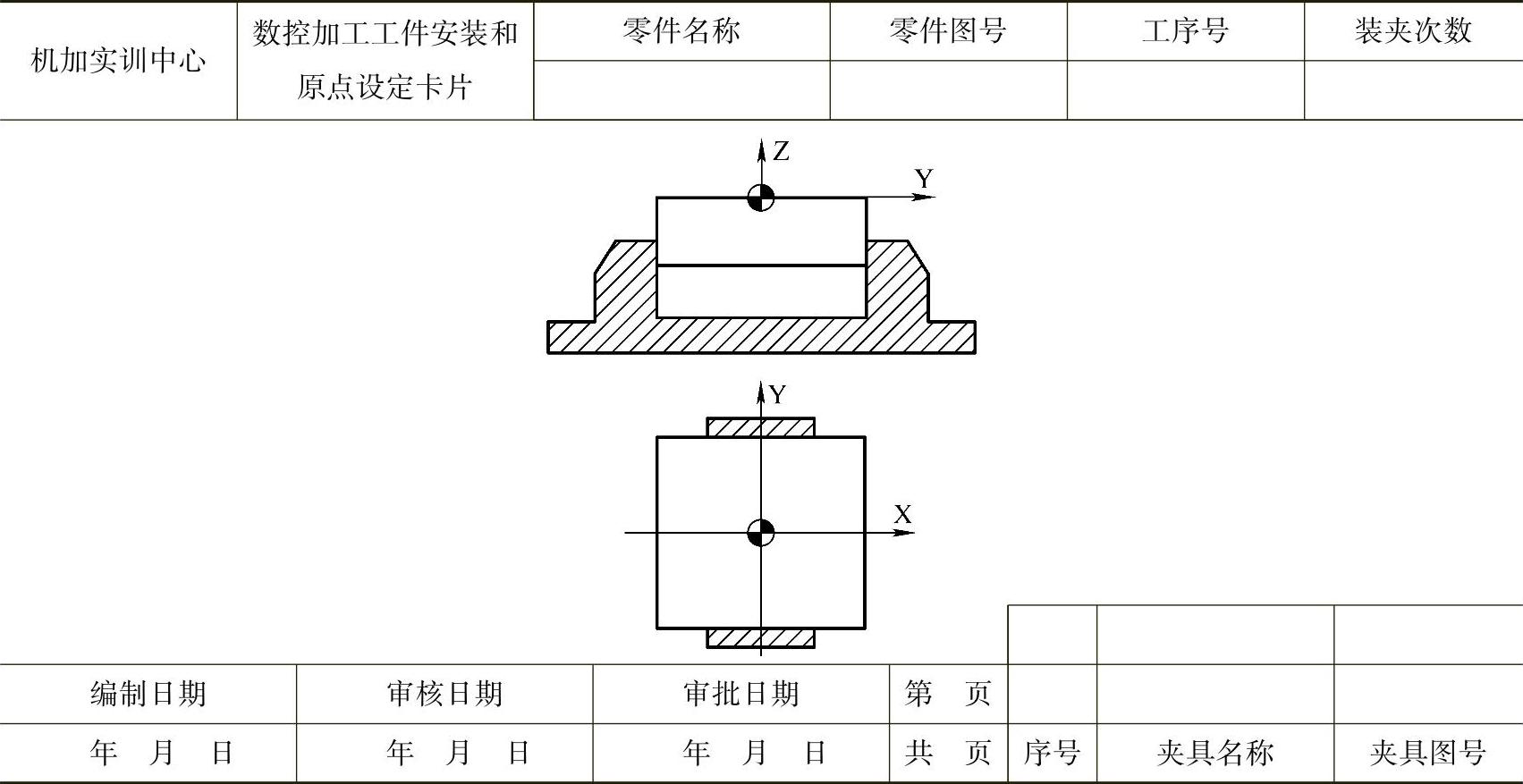
(1)数控加工刀具卡片(表2-3)
表2-3 数控加工刀具卡片
 (https://www.xing528.com)
(https://www.xing528.com)
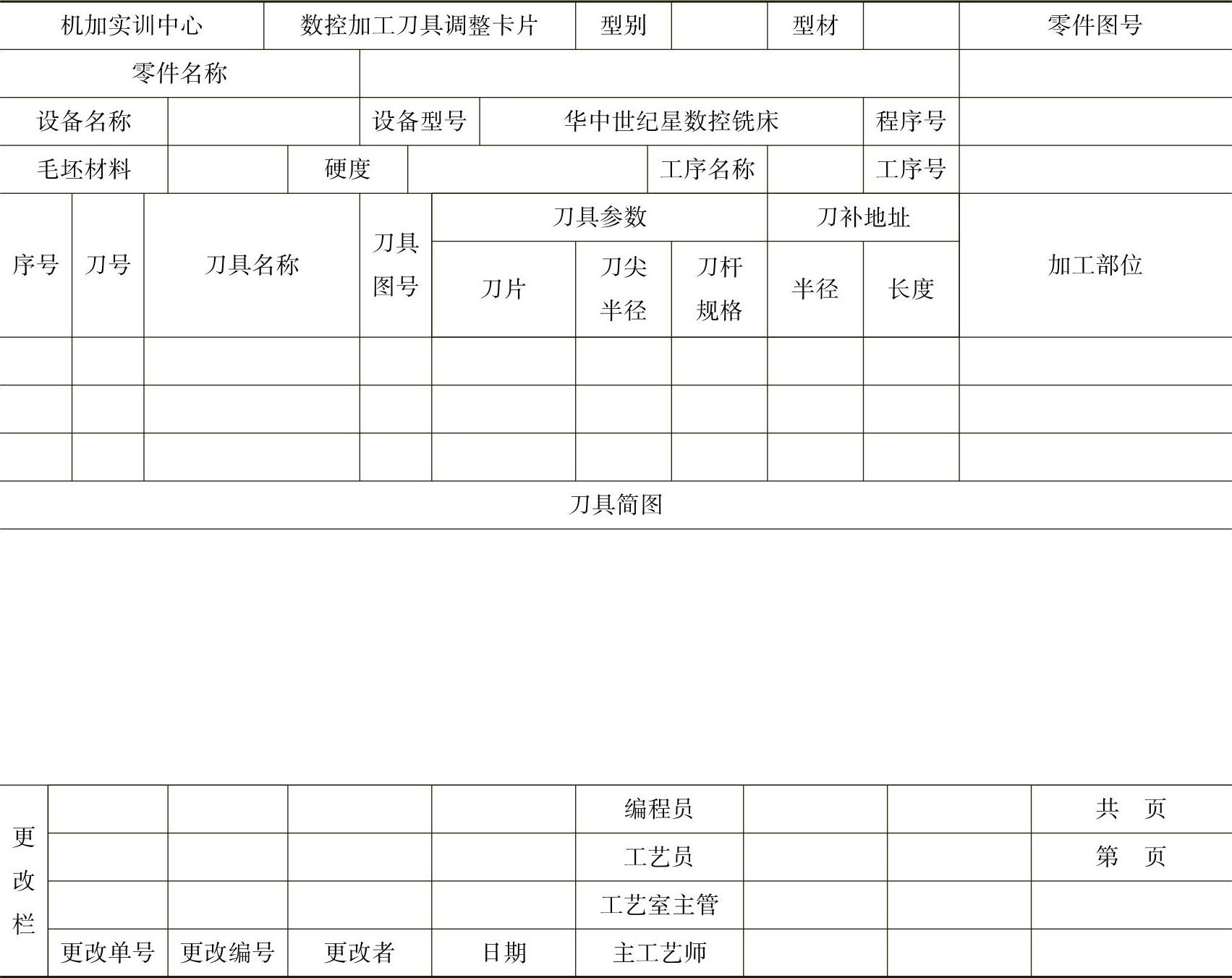
(2)数控加工刀具调整卡片(表2-4)
表2-4 数控加工刀具调整卡片
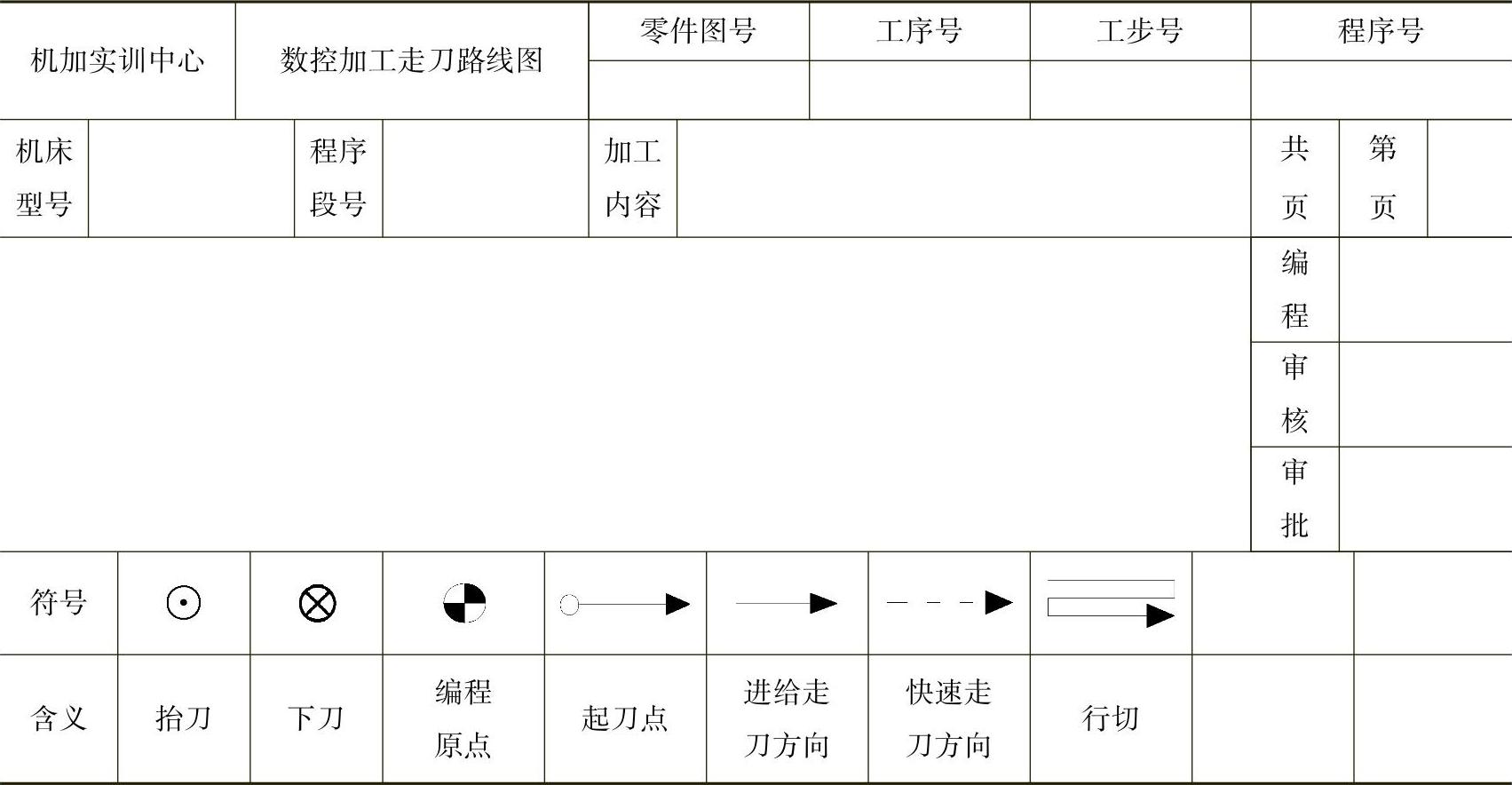
4.数控加工走刀路线图(表2-5)
表2-5 数控加工走刀路线图
程序编制
一、参考程序
数控加工程序清单,见表2-6~表2-8。
表2-6 数控加工程序清单(一)
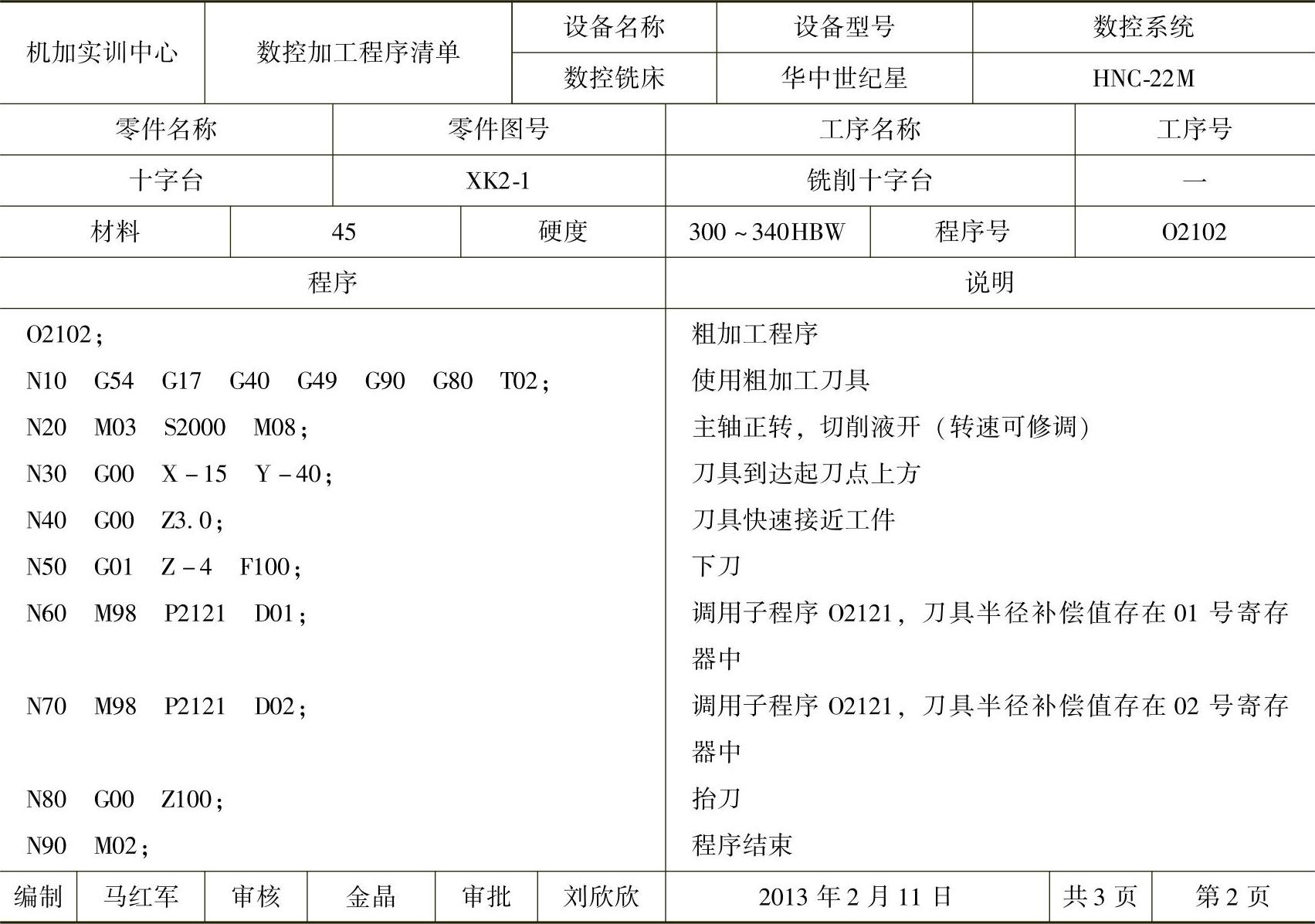
表2-7 数控加工程序清单(二)
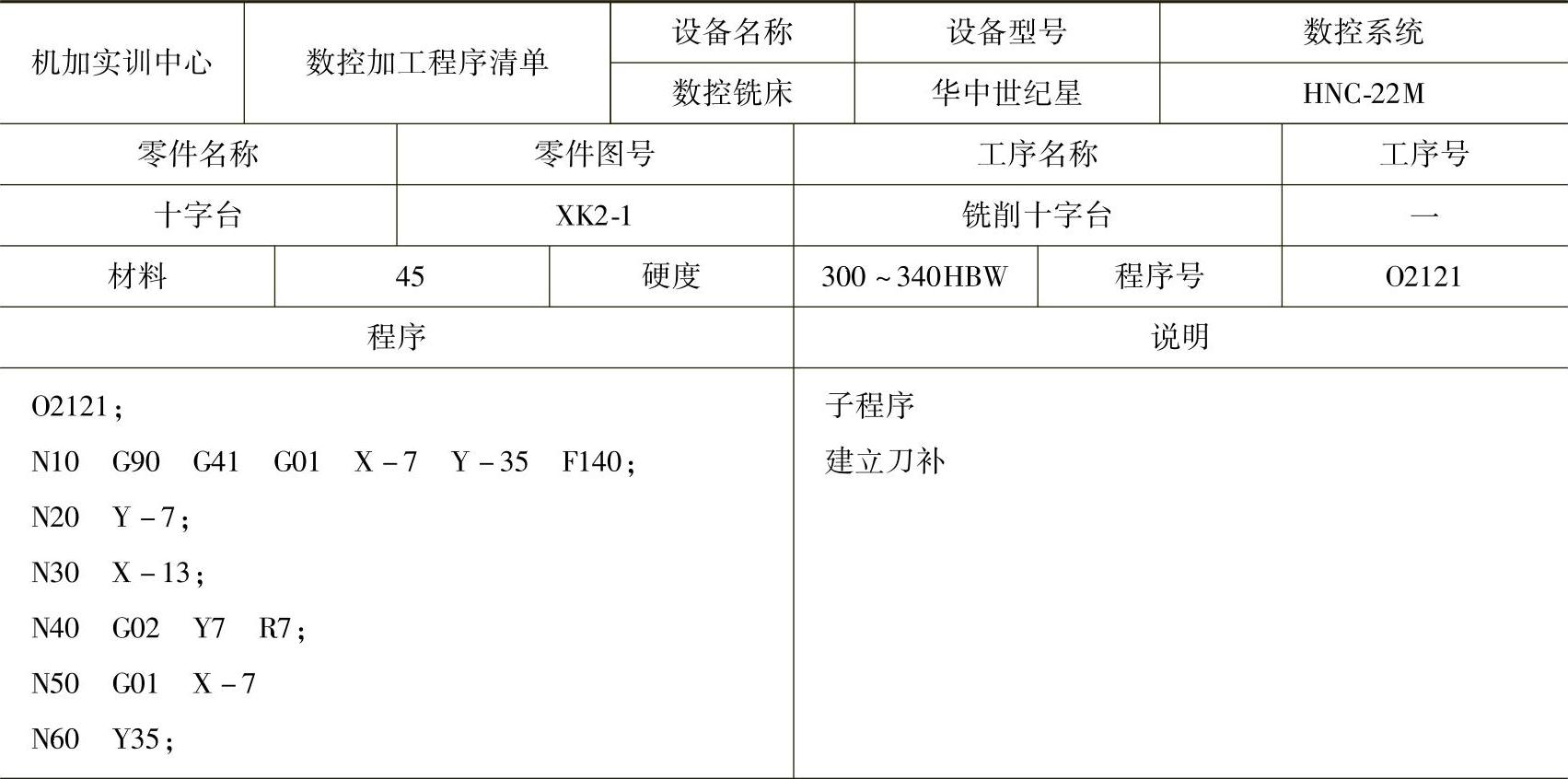
(续)
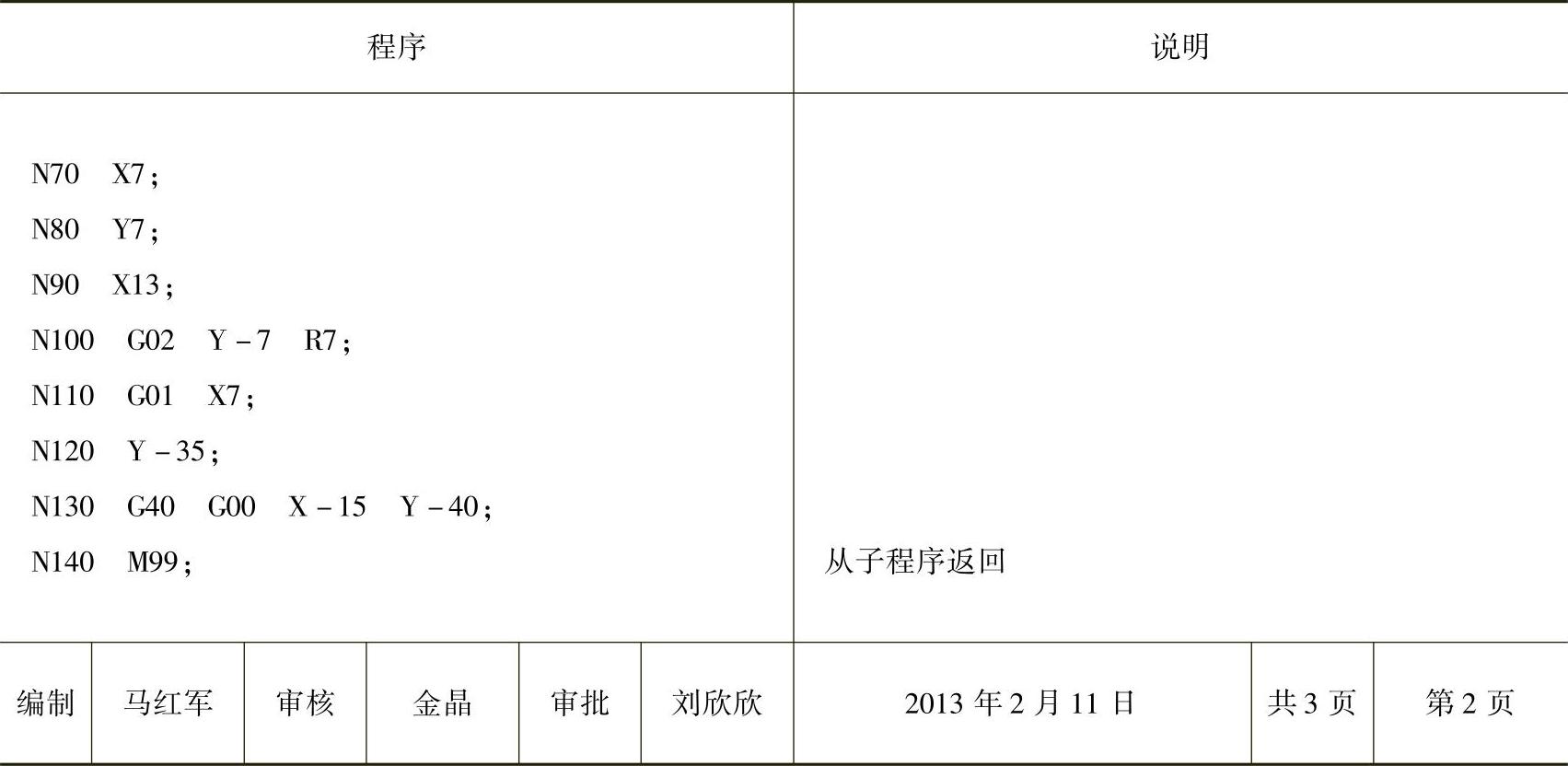
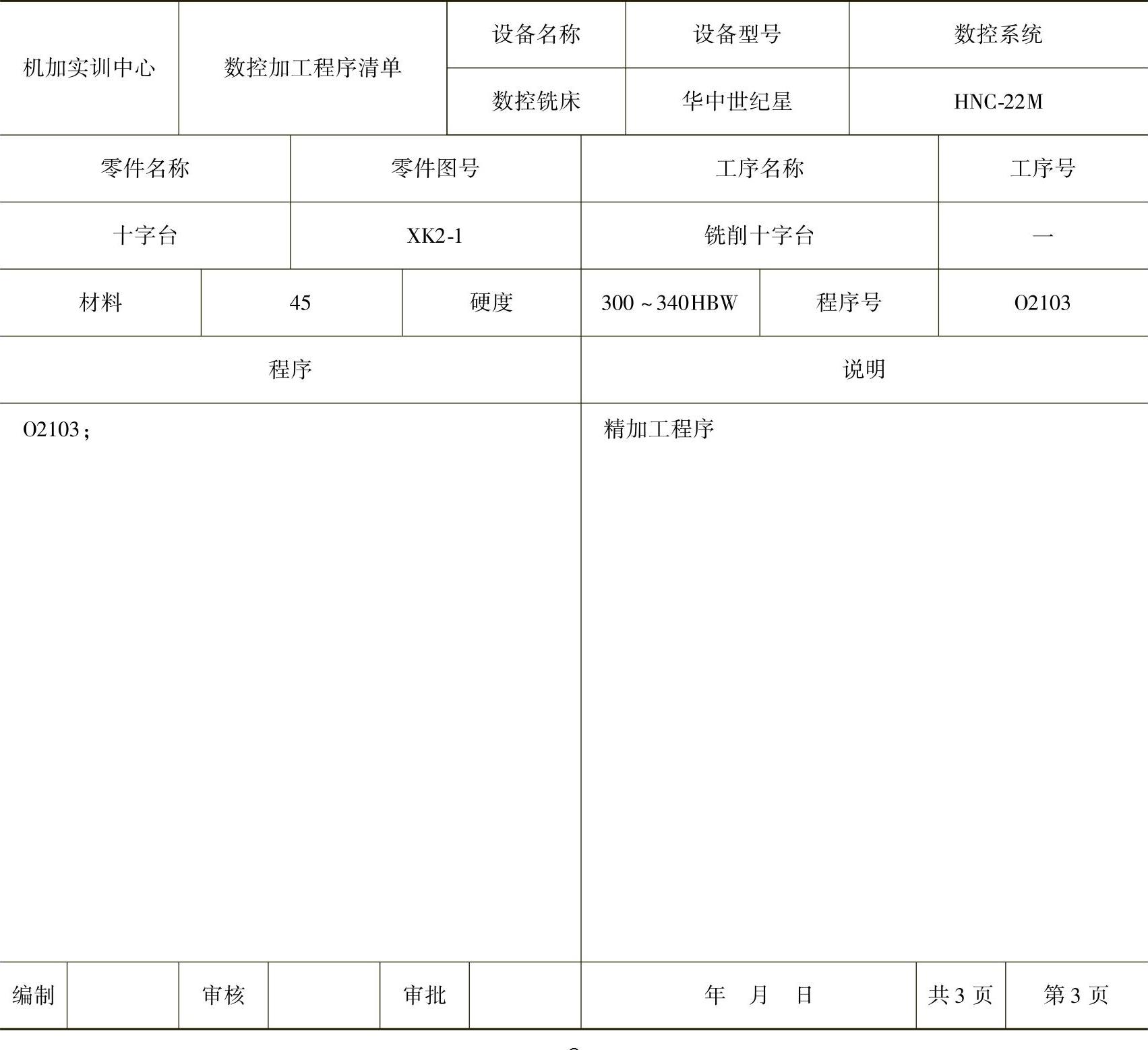
表2-8 数控加工程序清单(三)
二、指令详解
子程序相关指令M98/M99。
1.子程序调用指令M98
指令格式:M98 P_ L_;
式中 P——被调用的子程序号;
L——连续调用次数,当L省略不写时,默认为L1。
当数控机床执行到包含M98指令的程序段时,数控系统将自动中断当前执行的程序,并将当前相关数据保存到堆栈寄存器中,进而跳转到M98指令指定的子程序,并开始执行该子程序。
2.从子程序返回指令M99
指令格式:M99;
该条指令一般放在子程序的最末程序段,用来表示子程序的结束,但不是程序的结束,所以机床主轴正常运转、切削液等辅助功能正常工作。当数控机床执行某子程序的包含M99指令的程序段时,数控系统自动恢复保存在堆栈寄存器中的相关数据,返回到调用该子程序的程序中,并从调用该子程序的程序段的下一条程序段开始向下继续执行。
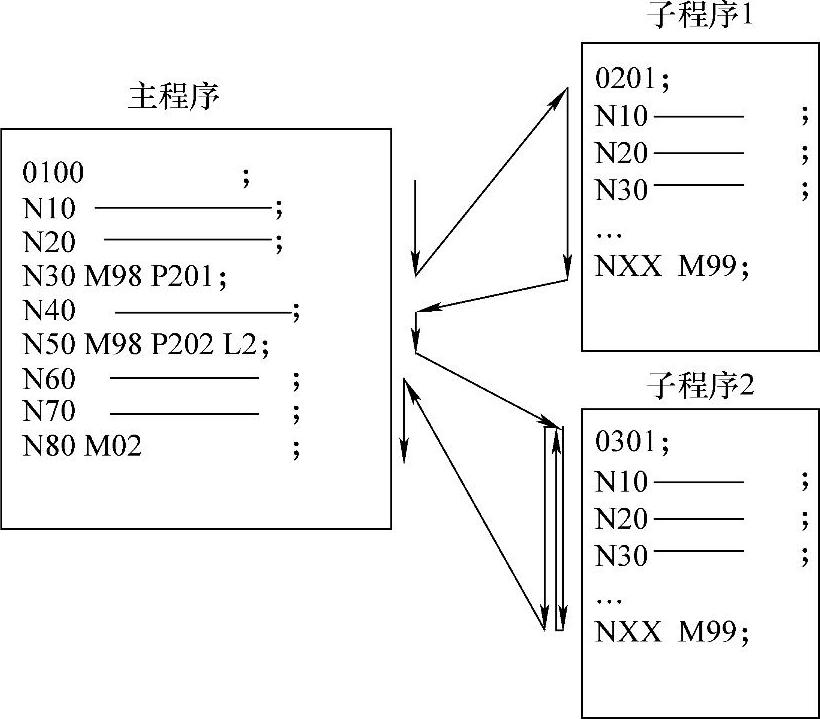
图2-6 子程序的使用形式
子程序的格式:
O∗∗∗∗;程序号(子程序号同主程序号一样都是由英文字母O引导)
…;程序内容
M99;子程序结束并返回指令
3.子程序功能的使用形式
子程序功能的使用形式如图2-6所示。
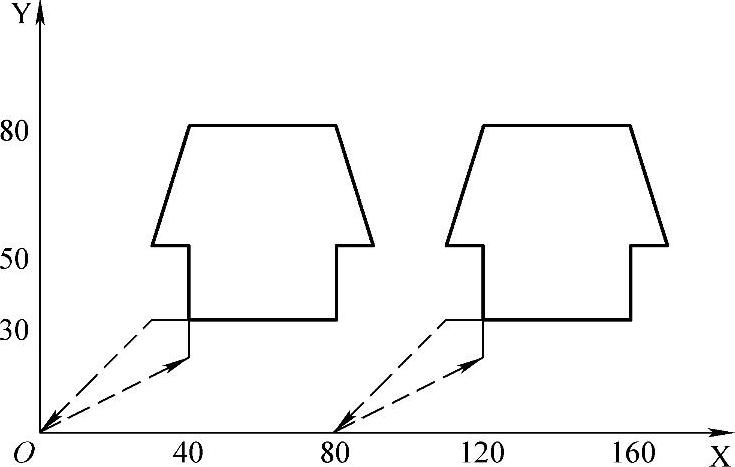
图2-7 子程序的使用方法
图2-5中,主程序顺次执行N10、N20、N30程序段,当执行完N30程序段时,由指令“M98 P201”开始跳转去子程序O201,子程序O201执行结束后返回到主程序N40程序段继续向下执行;执行完N50程序段时,由指令“M98 P202 L2”开始跳转去执行子程序O202,并连续执行两次。子程序O202第二次执行结束后,返回到主程序N60程序段继续向下执行,直至程序结束。
4.子程序的嵌套
在使用子程序功能时,不仅主程序可以调用子程序,子程序也可以调用其他子程序。这种子程序调用其他的子程序称为子程序的嵌套。不同的数控系统对子程序嵌套的级数要求不同,在使用子程序嵌套时要注意避免超过系统允许的嵌套级数。
注意事项:子程序不可调用自身,否则会造成程序的死循环。
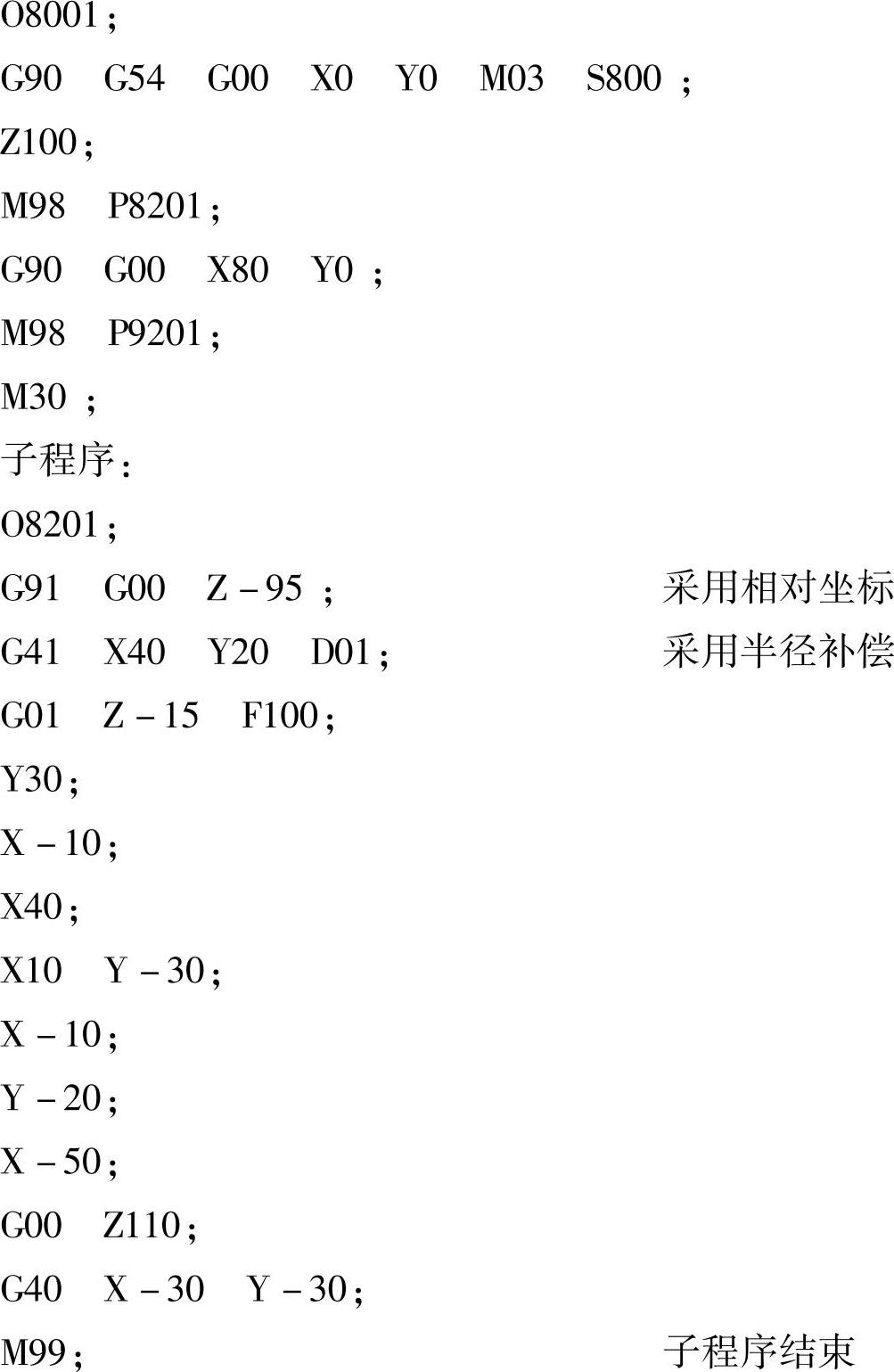
例2-1 如图2-7所示,加工两个工件,为其编制程序。Z轴开始点为工件上方100mm处,背吃刀量为10mm。
主程序:
模拟校验
一、对刀参数的设定
根据工艺制订情况,在模拟软件中自行设定。
二、程序的输入
依次输入程序。
三、加工参数的输入
根据相关工艺卡片内容,在各程序运行前自行设定加工参数。
四、程序模拟校验
依次调出O2102和O2103程序作模拟校验。
五、程序调整
根据校验结果适当调整程序。
强化训练
一、讨论题
1)采用子程序编制加工程序,都可以简化什么类型零件的加工程序?
2)用最简洁的语言总结出使用子程序指令的编程技巧。
二、练习题
如果图2-1所示零件的十字台高度为10mm,而所选用刀具每次下刀深度不得超过3mm,请编制其加工程序。
评价与反思
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。