



模具在装配前为保证装配质量,应对组成模具的零部件、标准模架、标准件进行全面检测和复查。其内容主要包括:
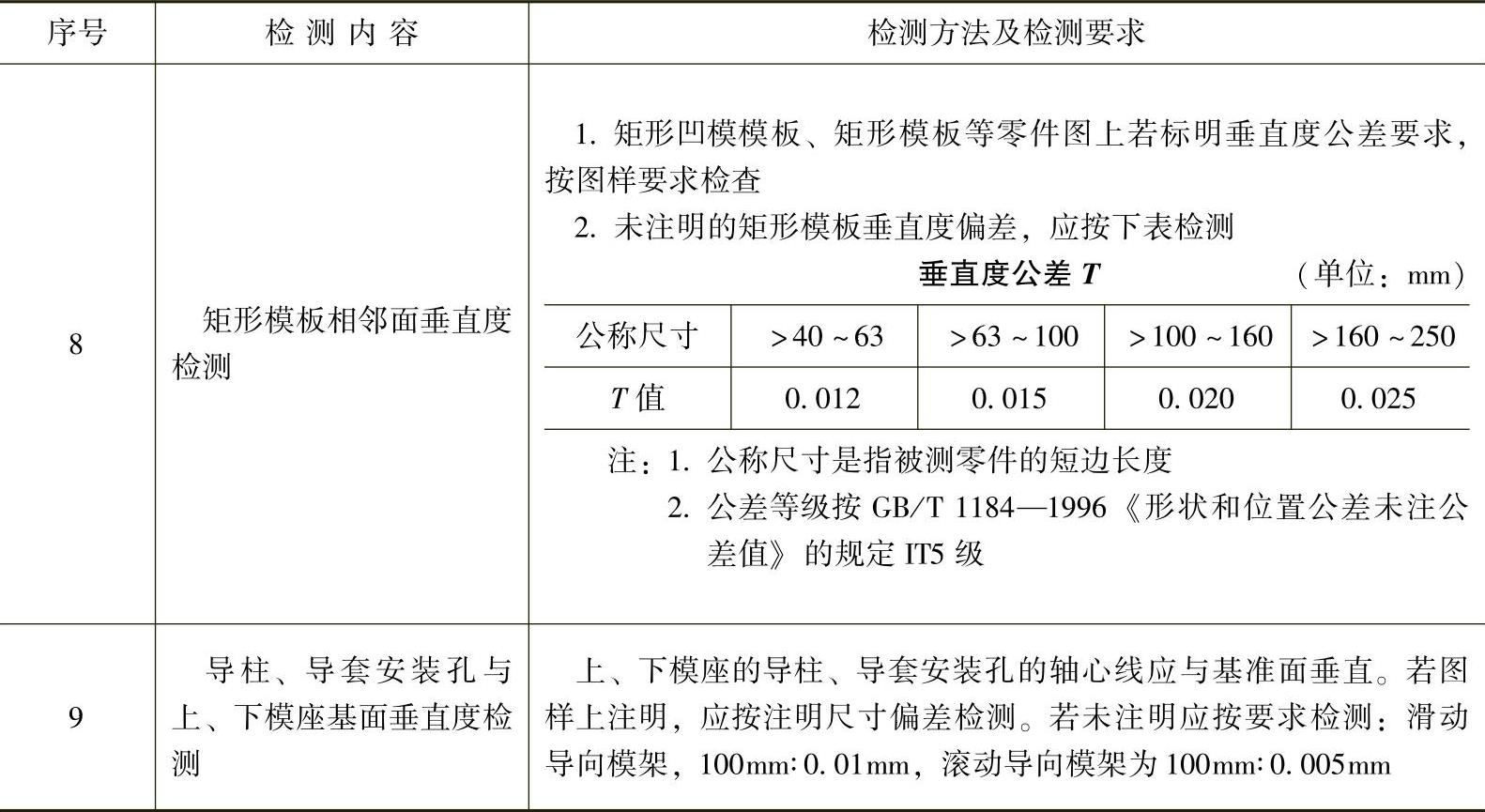
1)组成模具的所有零件,都应按图样标注尺寸、技术要求检测。冷冲模按表12-41检测;型腔模按表12-42检测。模具零件未注明的公差尺寸按表12-43检测,确定合格与否。
表12-41 冲模零件装配前检测方法与内容

(续)
2)检测加工后的工作成形零件时,冲裁模的凸、凹模刃口应锋利,型腔模、拉深模、成形模、弯曲模的工作型腔面应圆滑过渡,表面粗糙度应符合图样上规定的要求。
表12-42 型腔模装配前零件检查内容与要求

(续)
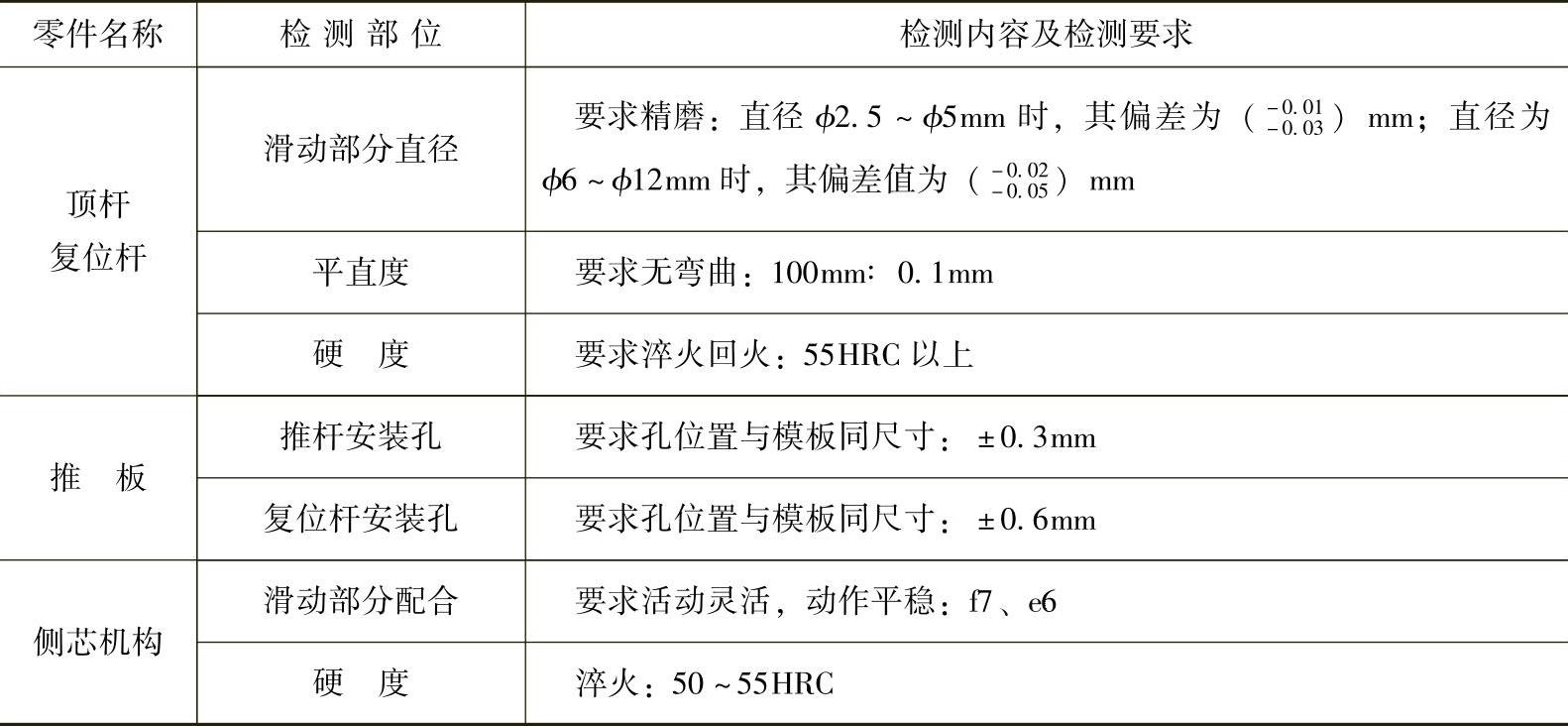
表12-43 模具零件尺寸偏差 (单位:mm)
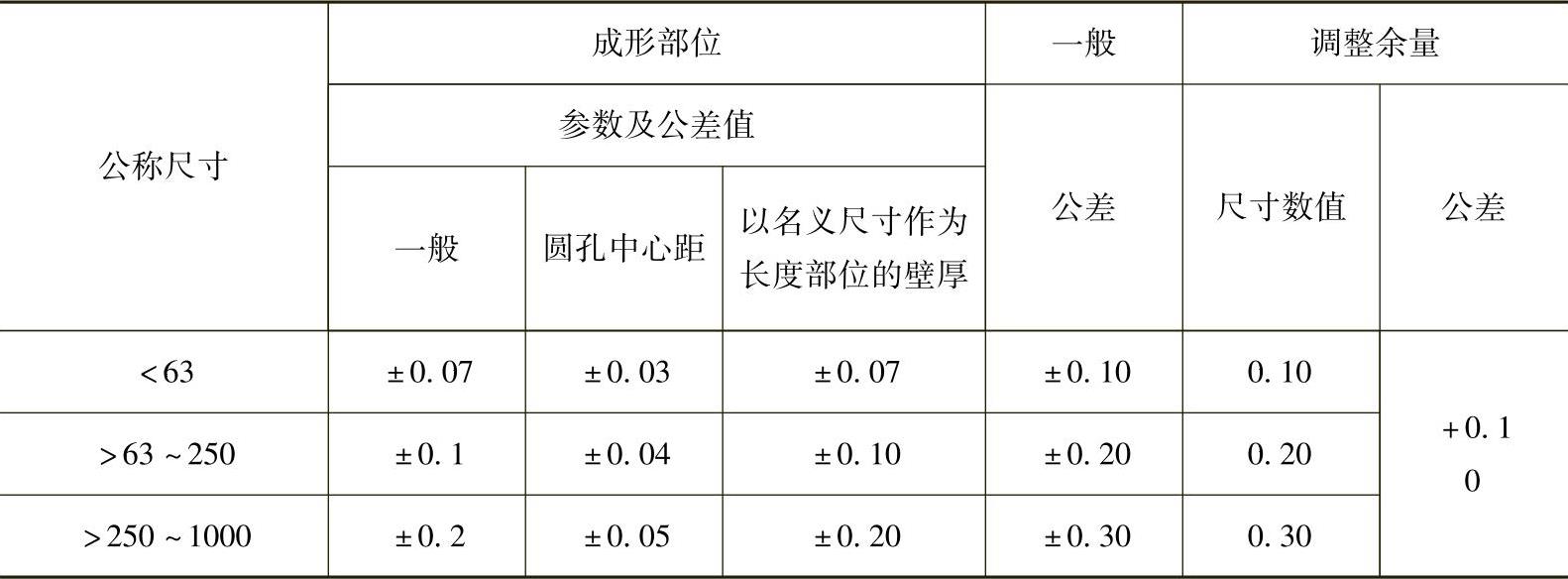
注:1.成形部位是指在模具上形成零件的部位,如型腔、型芯。
2.一般是指除了配合部位、成形件部位、调整部位、拼合部位以外的部分。(https://www.xing528.com)
3.调整余量是指由于拼合部位须经修配加工而保留的余量尺寸。
4.圆孔中心距不适用于型腔间的中心距。
5.当公称尺寸较大时,模具成形零件尺寸偏差,可按制品零件偏差的1/3~1/4检查。
3)零件的外形非工作边应倒成钝角,不能有锐梭存在。
4)检查零件的外观不能有裂纹、砂眼、缩孔及明显的机械伤痕。
5)检查零件热处理后的硬度应符合图样规定的要求,若有碳化物偏析应在规定的范围之内。
6)检查零件材料应符合图样规定要求,若有代用,其力学性能不得低于原材料的规定。
7)检查导柱、导套的配合程度,应顺通无涩滞。对于可卸导柱的锥与衬套上锥孔的吻合面积应不小于80%;滚动导套的钢球应能保持圈内自由转动而不脱落。
8)选用标准模架应符合规定的精度等级。非标准自制模架也应符合相应等级标准。在检测时,滑动导向模架按表12-44规定的公差值,滚动导向模架按表12-45规定公差值。
表12-44 滑动导向模架精度等级及公差值 (单位:mm)

表12-45 滚动导向模架精度等级及公差值 (单位:mm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。