



冷冲模模架技术要求及检测项目是:
1)组成模架的零件必须要符合国家标准的要求和技术条件的规定,即符合导柱、导套GB/T2861.1~8—2008,模座GB/T2855.1~3—2008,模柄JB/T7646.1~6—2008的要求;而装配后的模架要符合GB/T2851—2008、GB/T2852—2008的要求。
2)装入模架的每对导柱、导套(包括可卸导柱、导套),在装配前需经选择配对。其配合要求应符表12-35的要求。
3)装配成套的滑动导向模架应按表12-36技术指标分级;装配成套的滚动导向模架应按表12-37技术指标分级。任何一级模架必须同时符合A、B、C三项技术指标。不符合表12-36、表12-37精度规定的模架不予列入等级标准。Ⅰ级精度的模架必须符合导套、导柱配合精度为H6/h5时,按表12-35给定的间隙值;Ⅱ级精度模架符合导套、导柱H7/h6时,均应按表12-35规定的间隙值。
表12-35 导柱和导套的配合要求 (单位:mm)
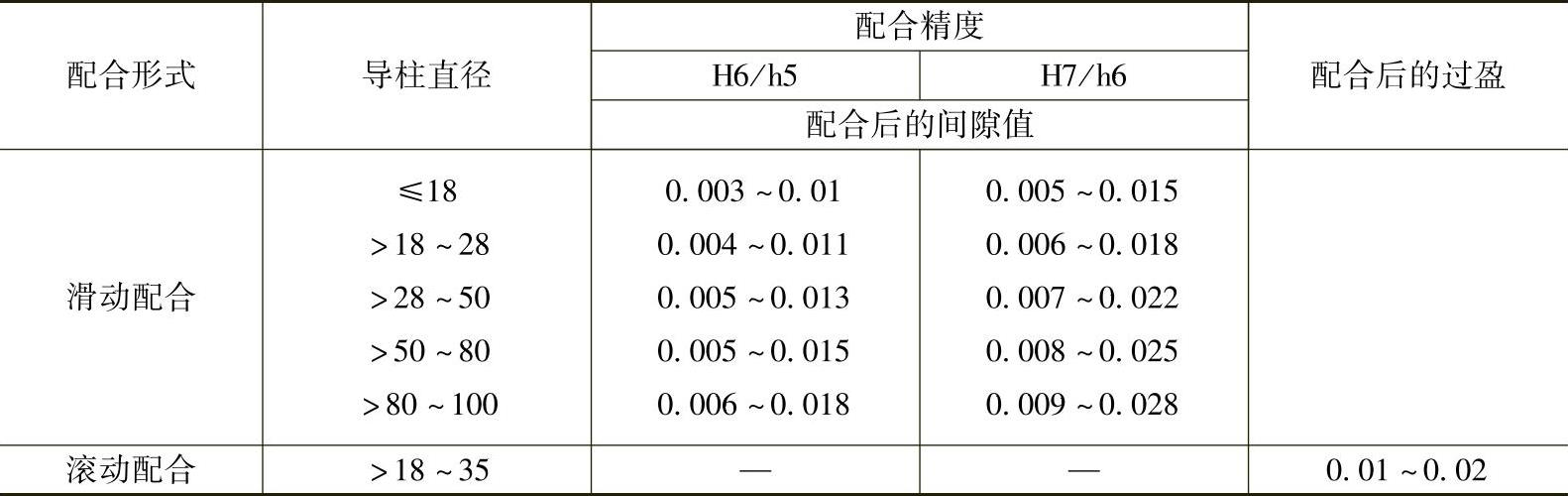
表12-36 滑动导向模架分级技术标准
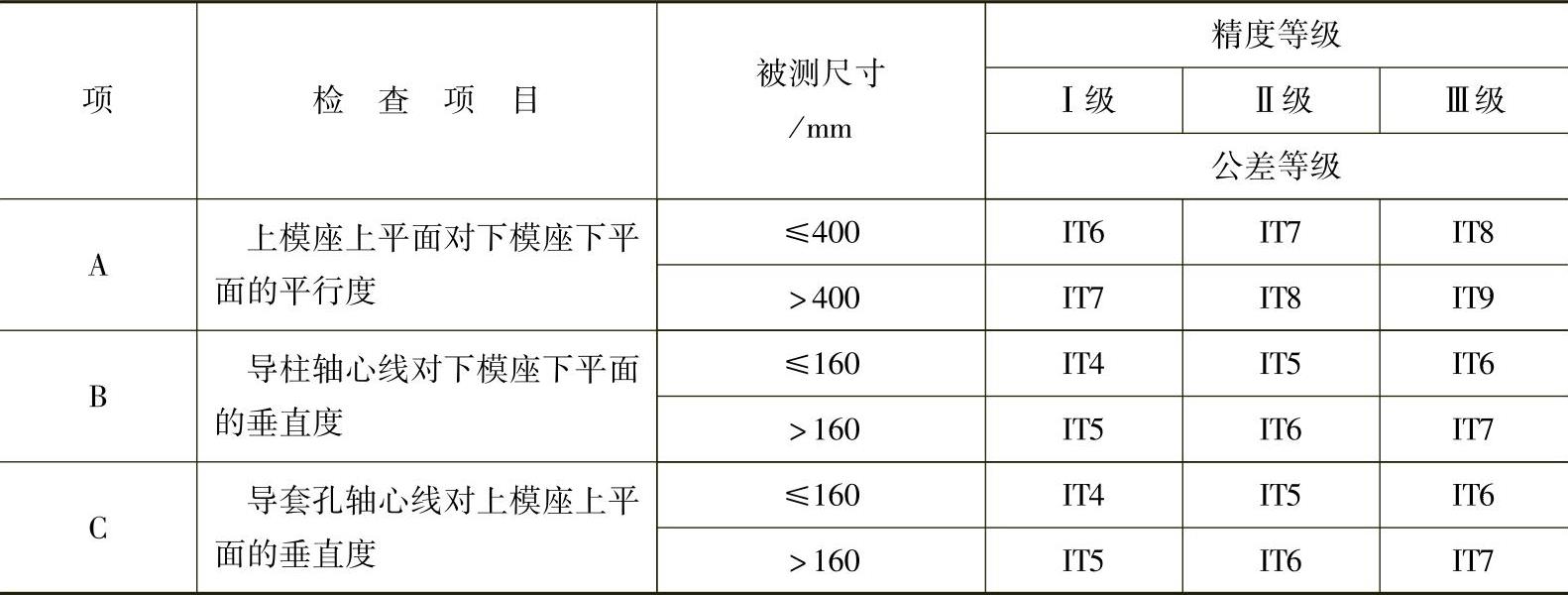
注:1.被测尺寸是指:
A项:上模座的最大长度尺寸或最大宽度尺寸。
B项:下模座上平面的导柱高度。
C项:导套孔延长芯棒高度。
2.公差等级:按GB/T1184—1996《形状和位置公差未注公差》的规定。(https://www.xing528.com)
表12-37 滚动导向模架分级技术标准

注:1.被测尺寸:
A项:上模座的最大长度及最大宽度尺寸。
B项:下模座上平面的导柱高度。
C项:导套孔延长芯棒的高度。
2.公差等级:按GB/T1184—1996标准。
4)装配后的模架,上模座沿导柱上、下移动应平稳,无阻滞现象;其导柱固定端端面应低于下模座底面0.5~1mm;选用直导套时,导套固定端端面应低于上模座上平面1~2mm。
5)模架各零件工作表面不应有影响使用的划痕、锈斑、凹陷、毛刺、飞边、砂眼、缩孔等缺陷。
6)在保证使用质量的情况下,模架允许用新的工艺方法,如环氧树脂、低熔点合金等固定导柱、导套。其零件结构尺寸允许有相应改动。
7)成套模架一般不装配模柄。须装配模柄的模架,模柄的装配要求应符合压入式模柄与上模座安装尺寸公差配合应装配成H7/m6配合形式;除浮动模柄外,其他模柄装入上模座后,模柄的轴心线对上模座上平面的垂直度公差在全长范围内不超过0.05mm。
8)滑动、滚动中间模架,在无明显的方向标志下,允许用不同直径的导柱。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。