



模具用钢一般多是高碳和高合金钢。这些钢材的冶炼质量以及其后的轧制成锻造质量对模具的质量及性能有很重要的影响。因此,在模具钢材定货时,必须要对钢质提出严格要求,以免给后续的加工及热处理带来困难。当材料进厂时,应对其进行严格的检查,使其符合定货要求及有关的技术标准,即按国家标准GB/T3278—2001(碳素工具钢)、GB/T1299—2000(合金工具钢)、GB/T9941—2009(高速工具钢钢板)进行检验,以保证模具的制造质量。
1.表面质量检查
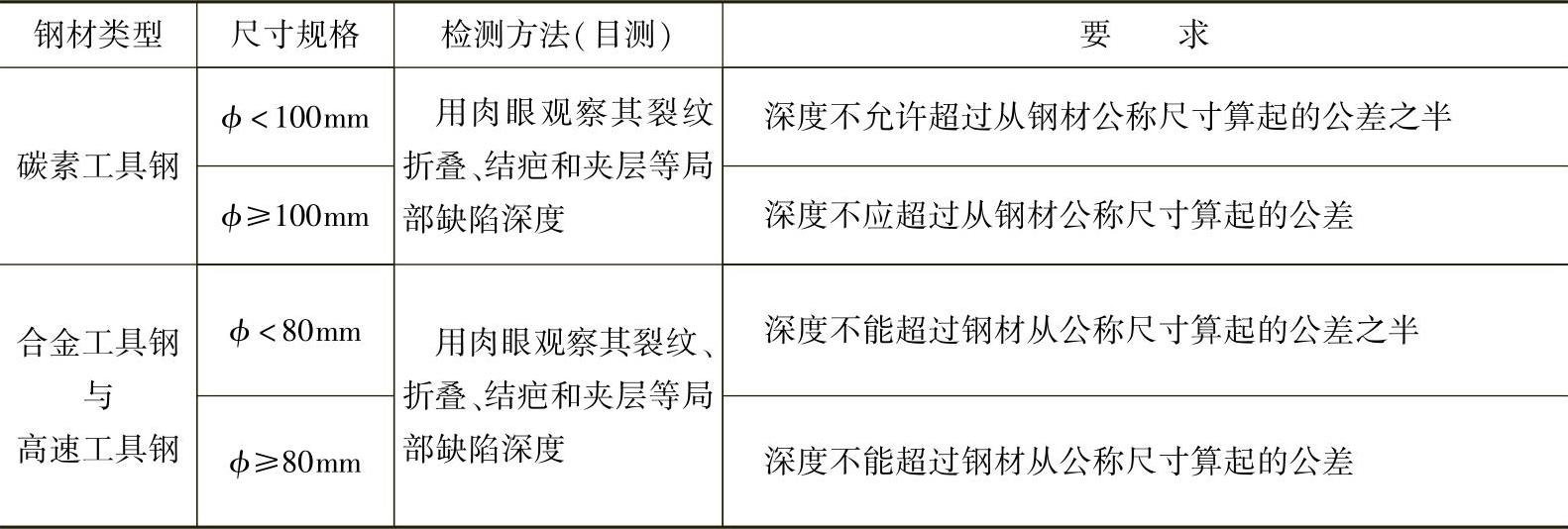
1)热轧和锻造切削加工用钢材表面,不能有明显裂纹、折叠、结疤和夹杂等局部缺陷。用目测检查可按表12-9所示方法进行。
表12-9 钢材表面质量目测检查方法及要求
2)冷拔钢材表面应光滑洁净,不得有裂纹、折叠、结疤、夹层及氧化皮。其用目测所观察到的麻点、划痕、裂纹、凹坑、黑斑和润滑剂痕迹等表面轻微缺陷允许深度可按如下要求检测:
碳素工具钢:不得大于从钢材实际尺寸算起的该尺寸公差,在退火状态下,允许有氧化色。
合金工具钢:11~13级等级供货,应不大于从钢材实际尺寸算起的该尺寸公差,允许有氧化色和轻微氧化皮;9~10级供货时,表面不允许有任何缺陷。
高速工具钢:检验方法与碳素工具钢相同。
2.化学成分检验
钢材的化学成分经检验后应符合相应标准。对碳素工具钢(T7、T8、T10、T10A)、高速工具钢(W18Cr4V)、合金工具钢(Cr12、Cr12MoV、CrWMn)取样检查应符合GB/T223中钢铁及合金化学分析的相应标准。如碳素工具钢检测后应符合标准规定,其允许残余元素含量(质量分数):铬不大于0.85%,镍不大于0.20%,铜不大于0.30%。而合金工具钢和高速钢请参照国家标准规定的指标。
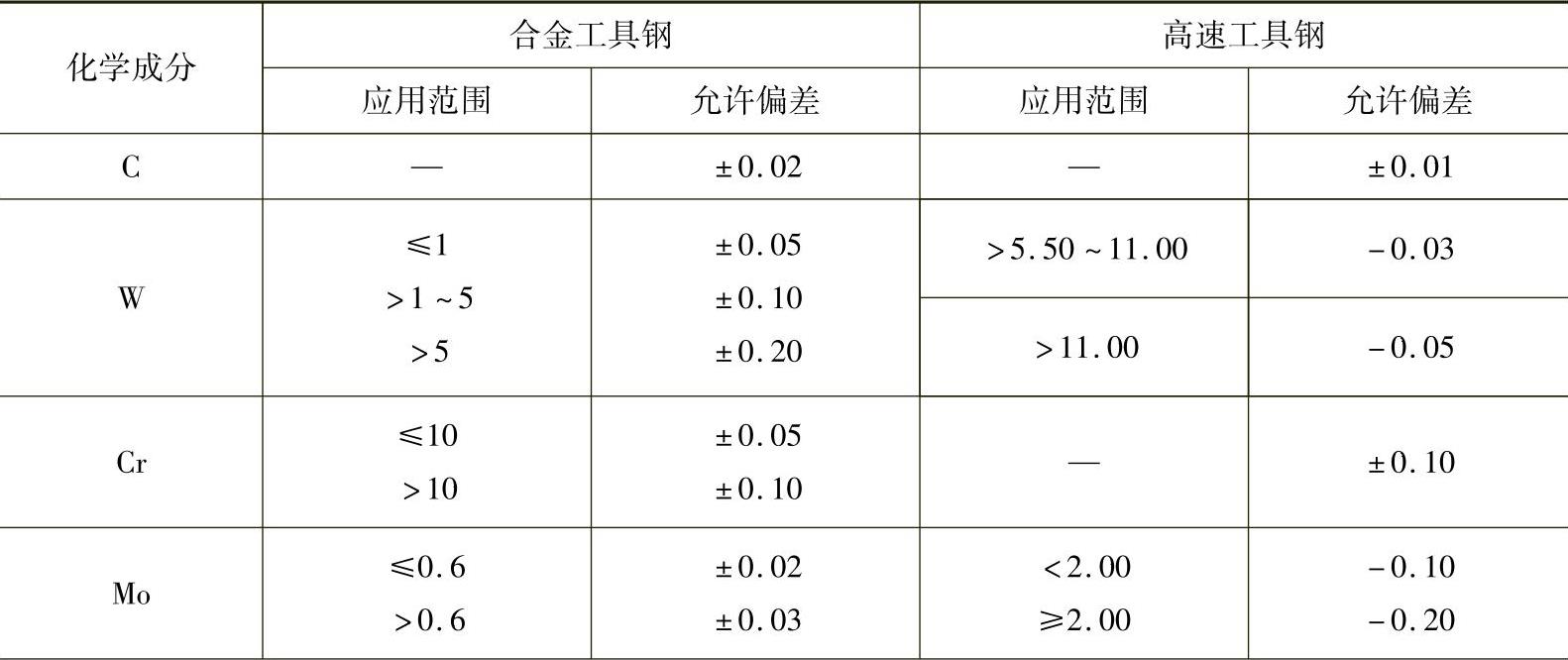
合金工具钢和高速工具钢化学成分偏差允差参见表12-10。
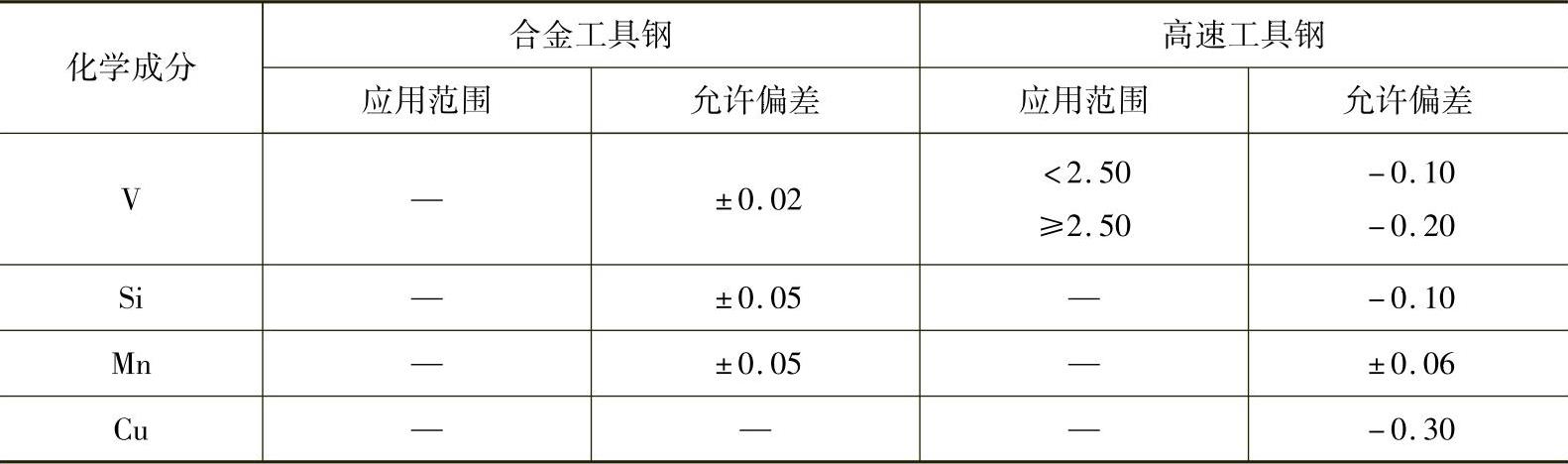
表12-10 合金工具钢与高速工具钢化学成分允许偏差(单位:%)
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
注:表中数值为质量分数。
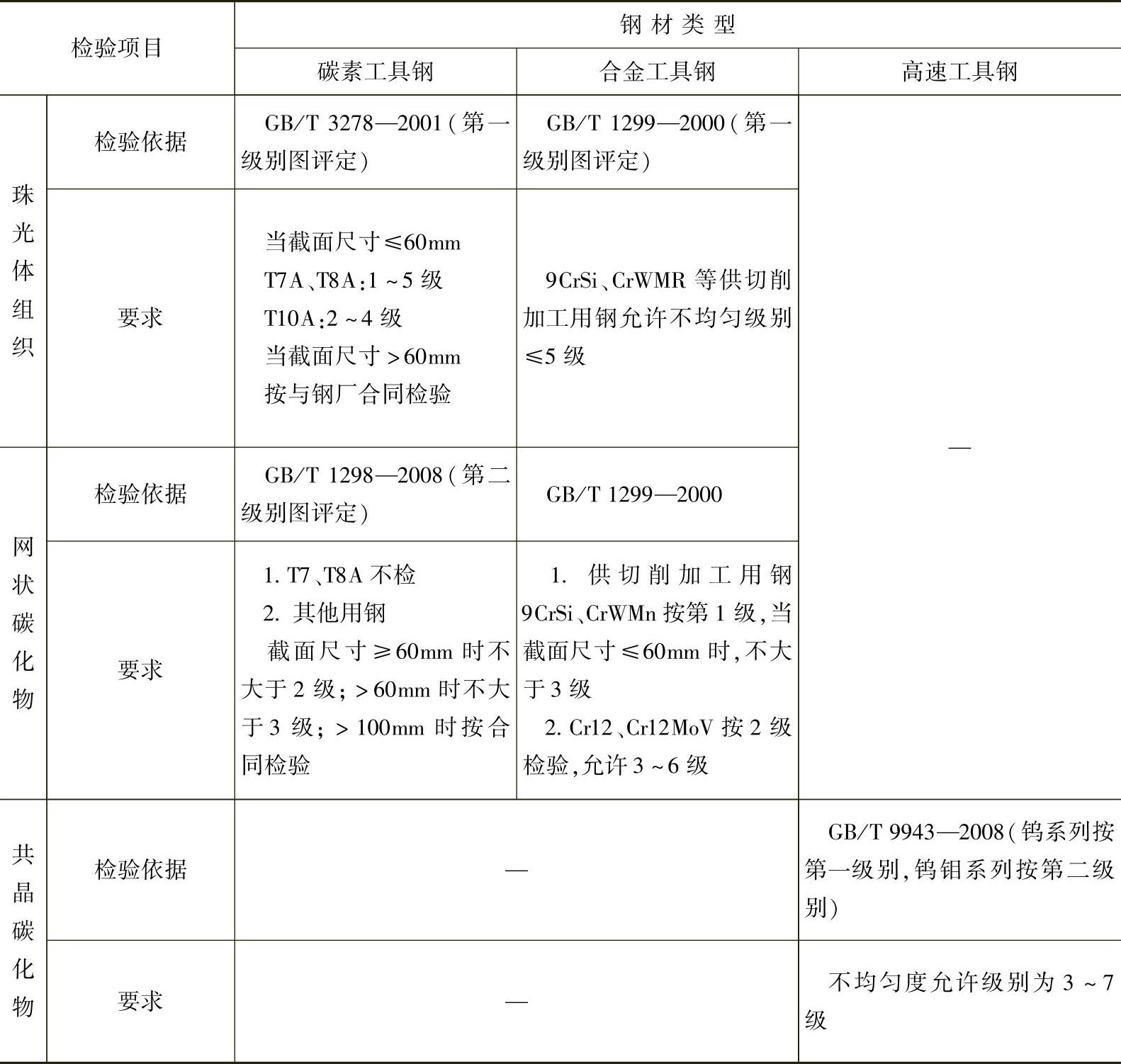
3.金相组织状态检验
金相组织状态主要指钢材的珠光体组织、网状碳化物和共晶碳化物的要求。其检查依据及要求参见表12-11。
表12-11 钢材金相组织状态检验
4.交货态硬度检查
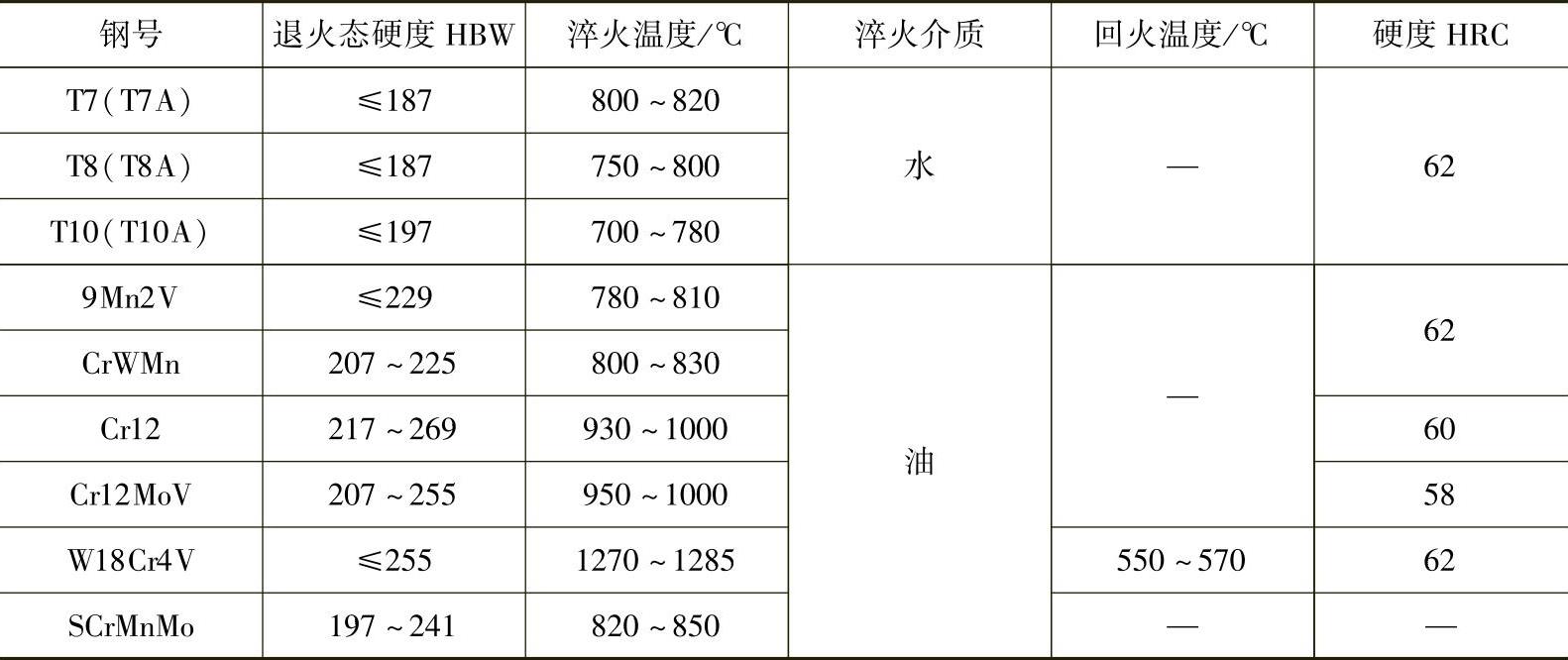
钢材退火态交货硬度值和试样淬火、回火硬度值,在检验时可按表12-12所示数值验收。
表12-12 钢材交货硬度检验
5.脱碳层检验
脱碳层的检验可按GB/T224—2008《钢的脱碳层深度测法》检查验收。其脱碳层的允许厚度,应达到表12-13所示数值。
表12-13 各类钢材脱碳层允许厚度 (单位:mm)
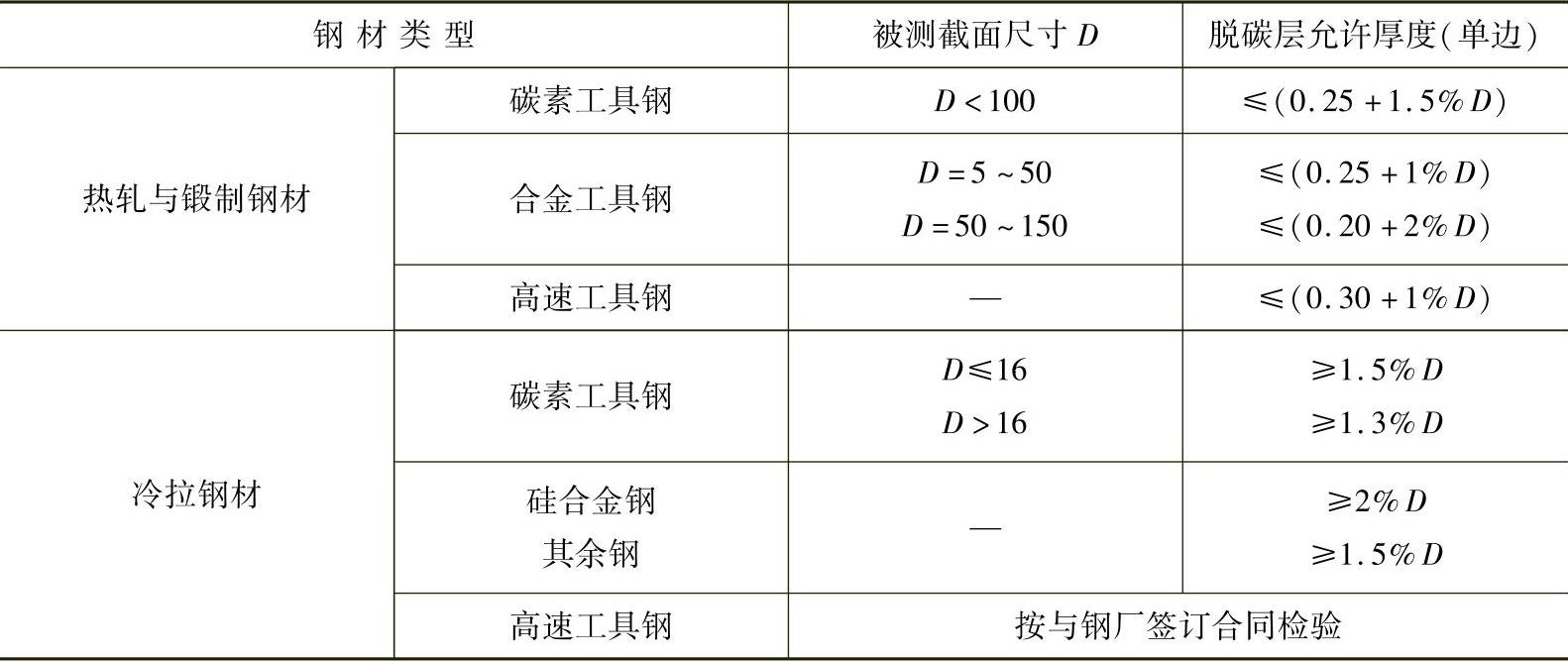
注:截面尺寸>100mm的碳素工具钢,截面尺寸>150mm的合金工具钢及钼系列高速钢,其脱碳层厚度可按与钢厂供货合同检验。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。