



通用测量器具简称量具,它是保证标准量值的准确和提高模具制造质量的重要检测工具之一。在模具零件的加工和装配过程中,所用的一般通用量具主要包括:钢直尺、卡钳、游标卡尺、千分尺、百分及千分表、量块及角度量具等。正确地使用这些测量器具,是确保模具质量,提高零件互换性,满足装配性能要求,稳定企业生产秩序的决定因素。
1.测量器具的类型及应用
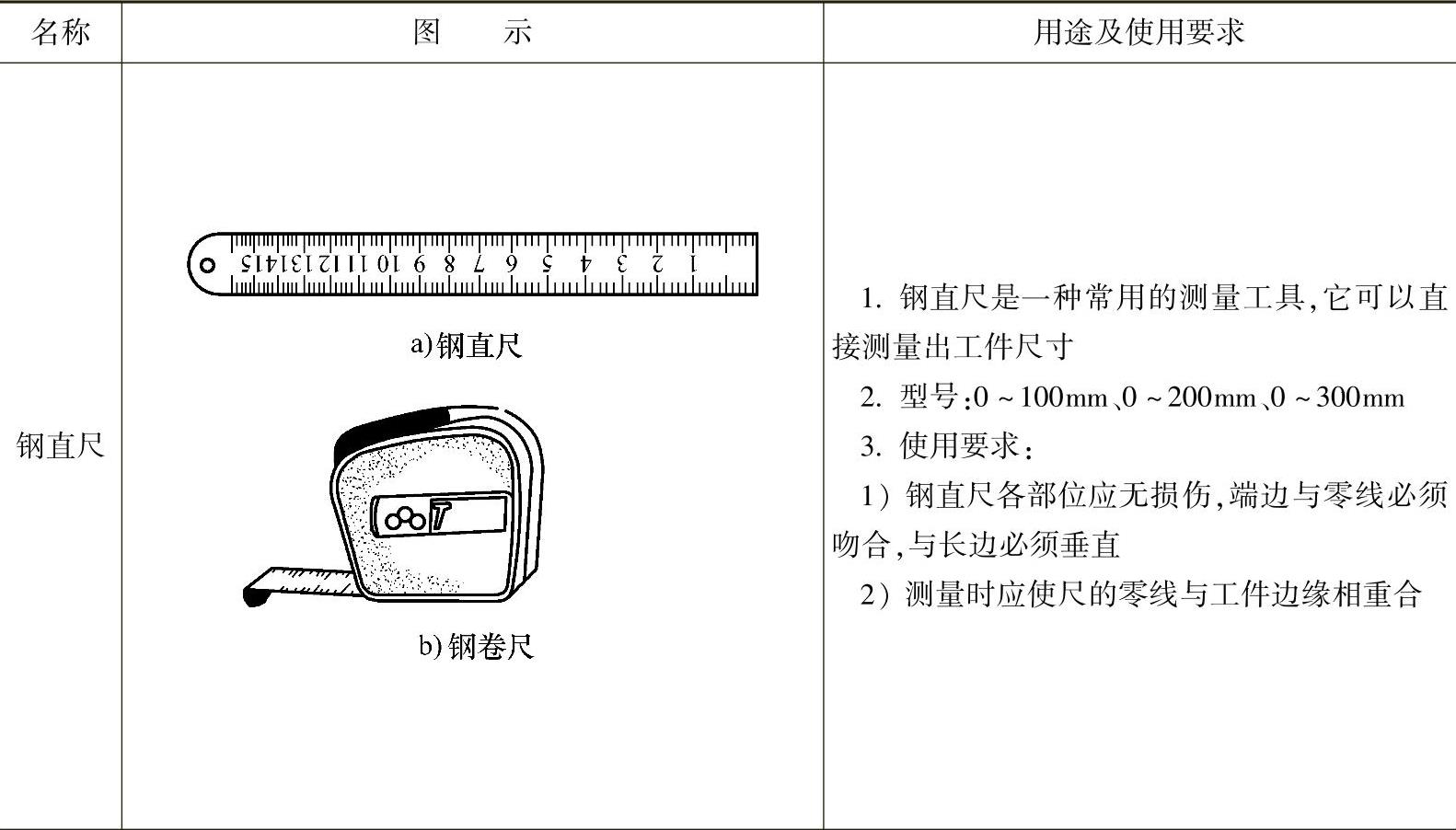
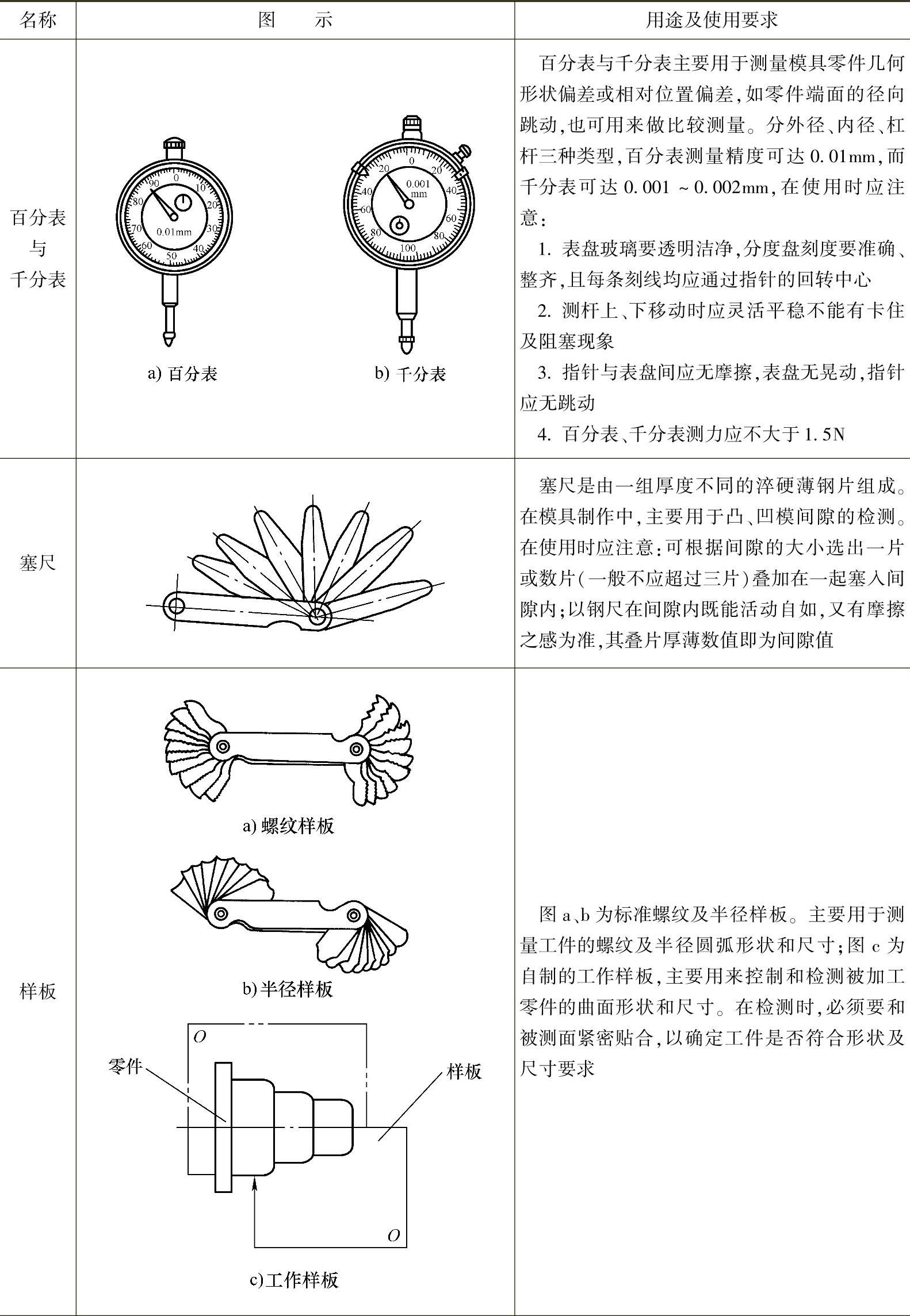
生产中常用测量器具的型号、规格、用途及使用要求,参见表12-4。
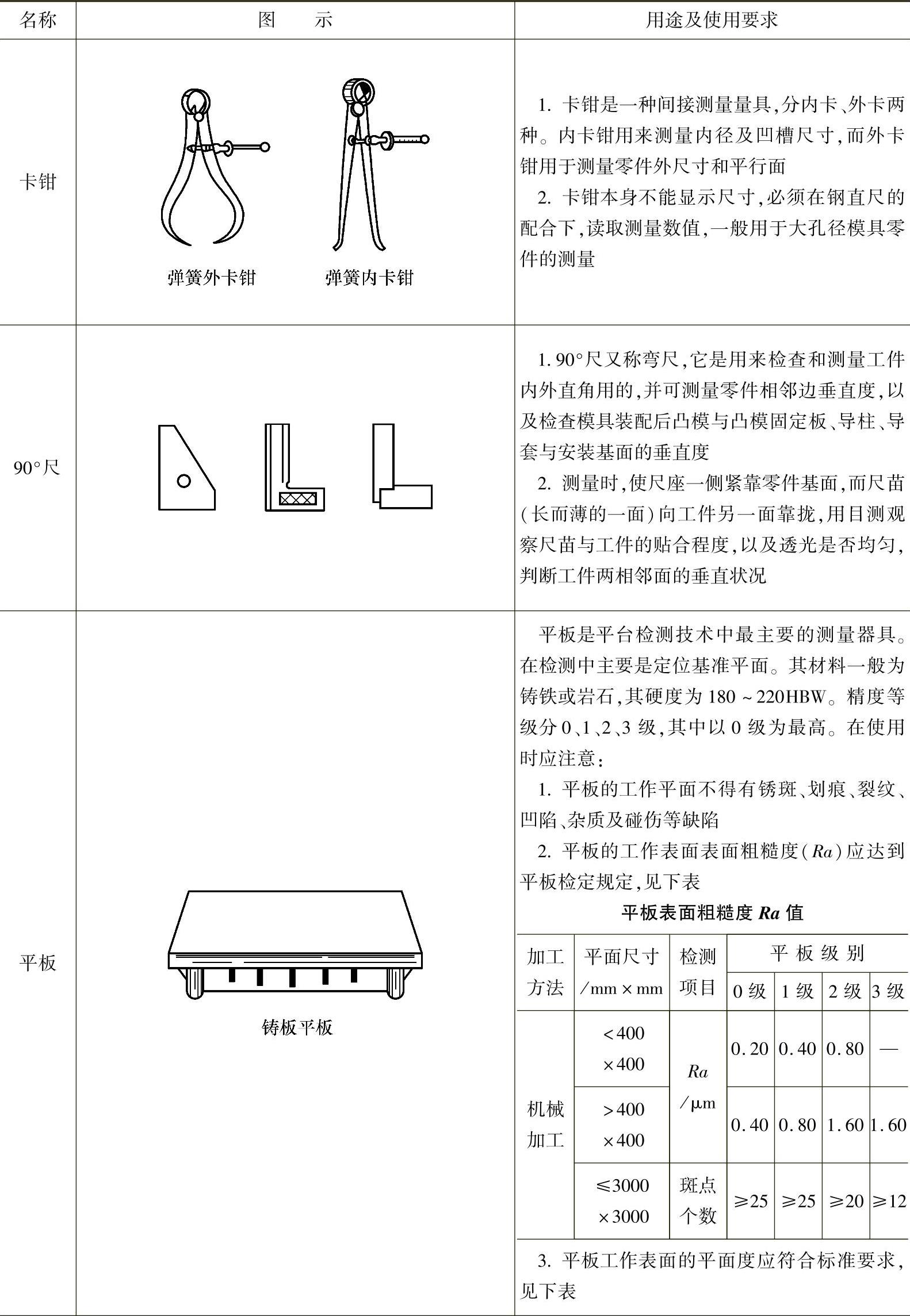
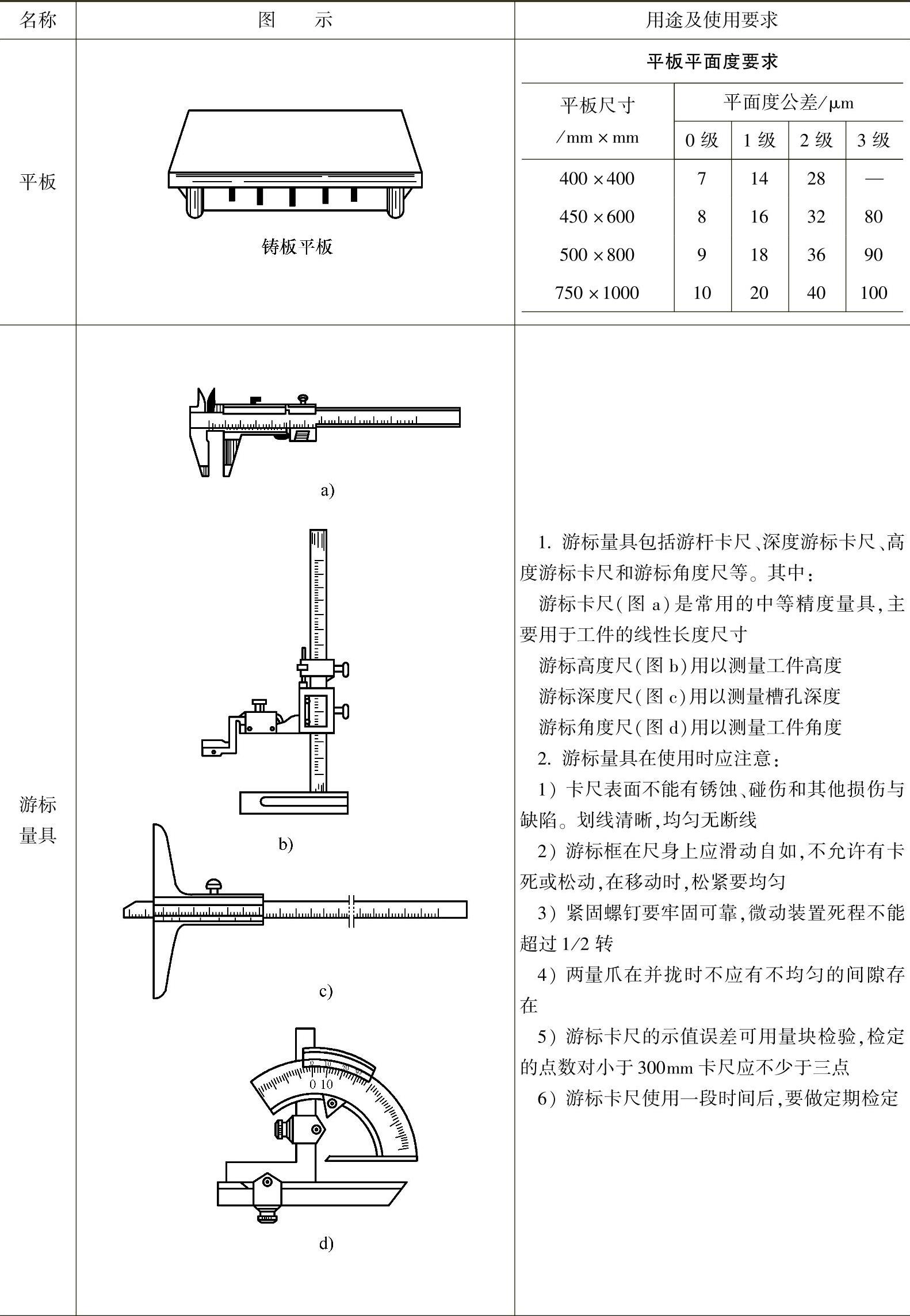
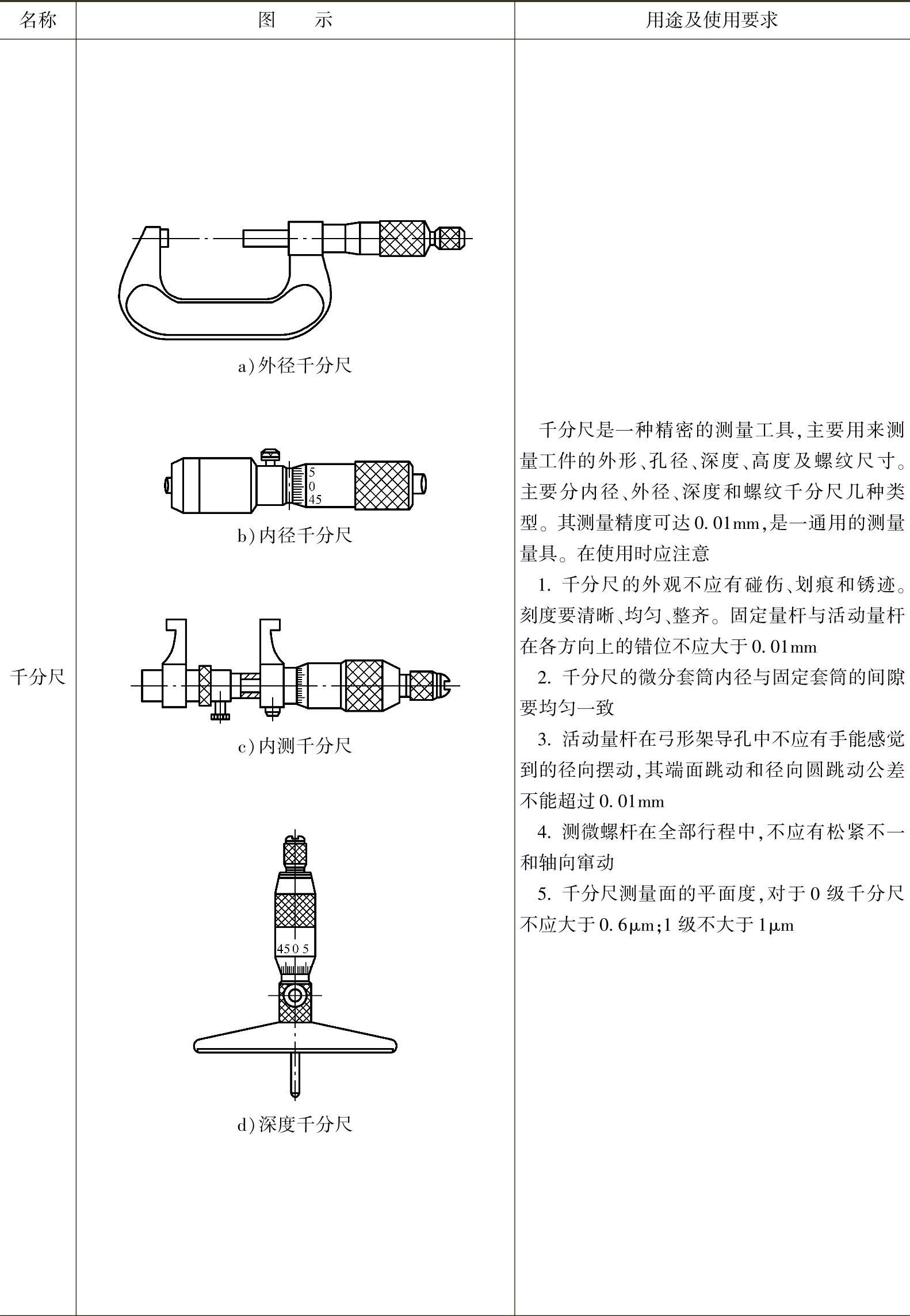
表12-4 常用测量器具(量具)的用途及使用要求
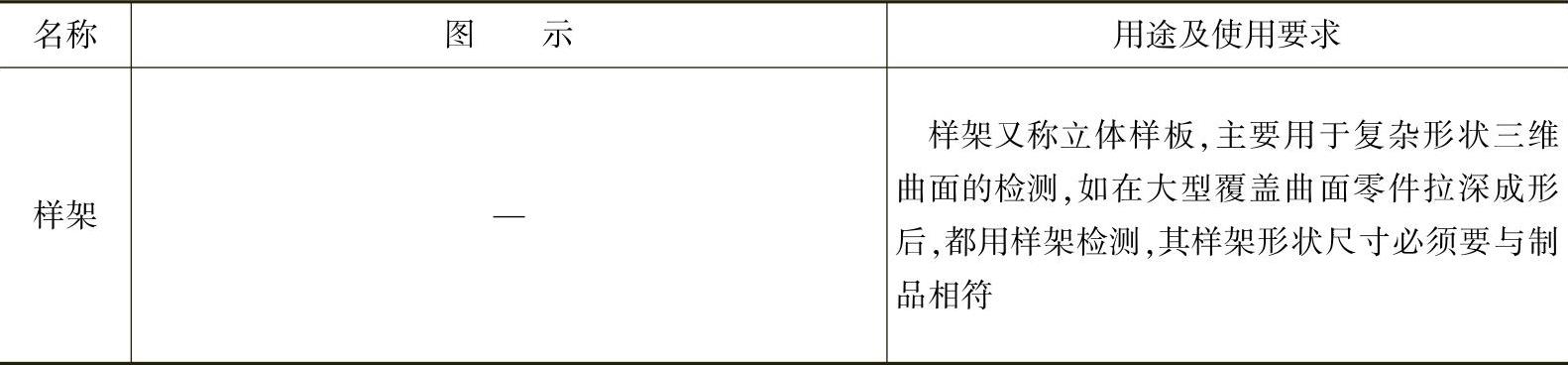
(续)
(续)
(续)
(续)
(续)
2.测量器具的选用原则
1)根据被测量零件的尺寸公差,选择测量器具的分度值(i)和示值范围,使选择的分度值(i)和被测公差值(IT)满足下述关系:
在一般情况下,i≤(0.05~0.20)IT;(https://www.xing528.com)
当被测量公差值很小时,i≤(0.3~0.6)IT
所选测量器具的示值范围必须大于被测量零件的公差值。
2)根据测量的基本尺寸,选择测量器具的测量范围,即被测量值必须在所选测量器具的测量范围内。
3)所选定的测量器具的测量极限误差,必须小于或等于被测量的公差等级允许的测量极限误差。被测公差允许的测量极限误差一般可按其公差值的1/10~1/3作为确定测量及极限误差的依据。对公差等级高的取1/5~1/3;对特别高精度的取1/2,一般可取1/5,较低精度的取1/10~1/5。
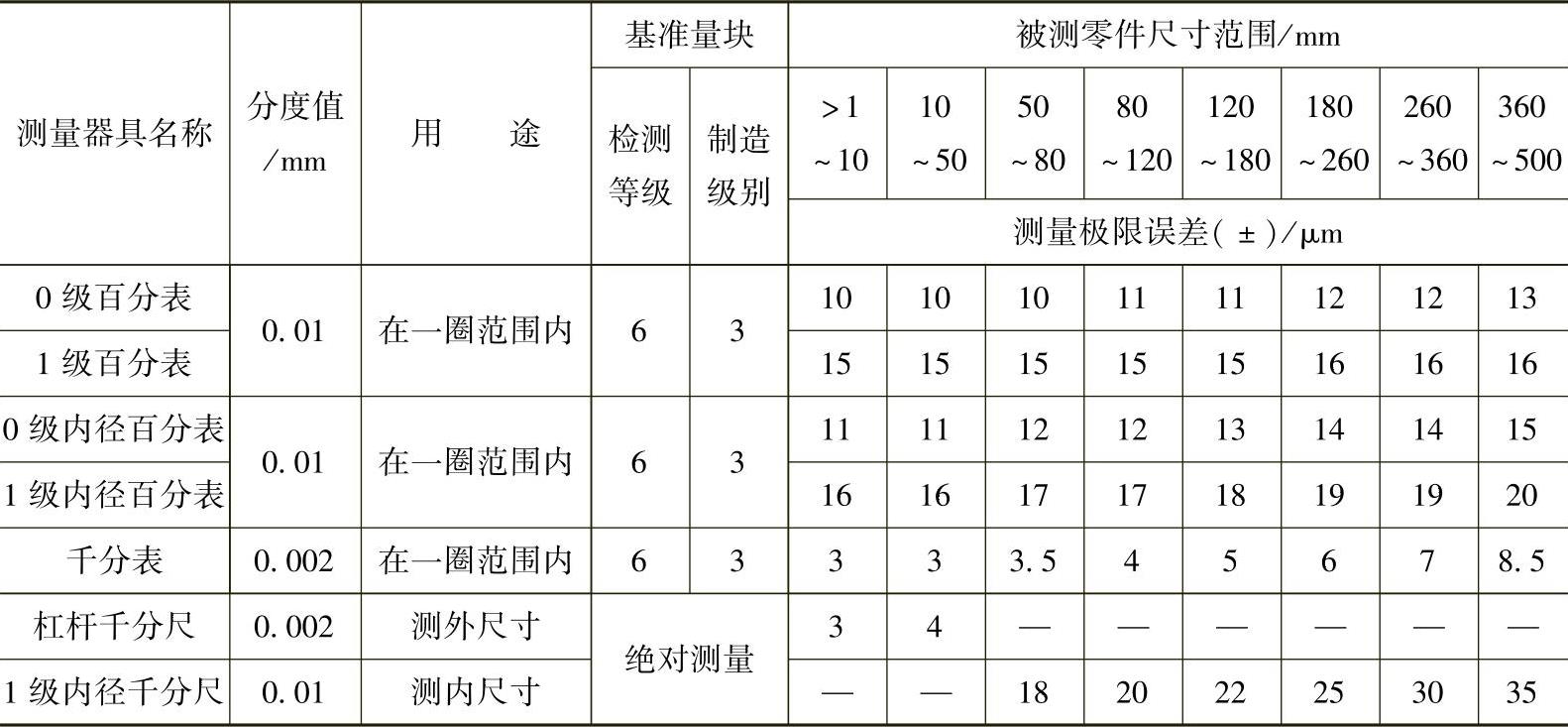
各类测量器具的测量极限误差见表12-5。
表12-5 通用量具的测量极限误差
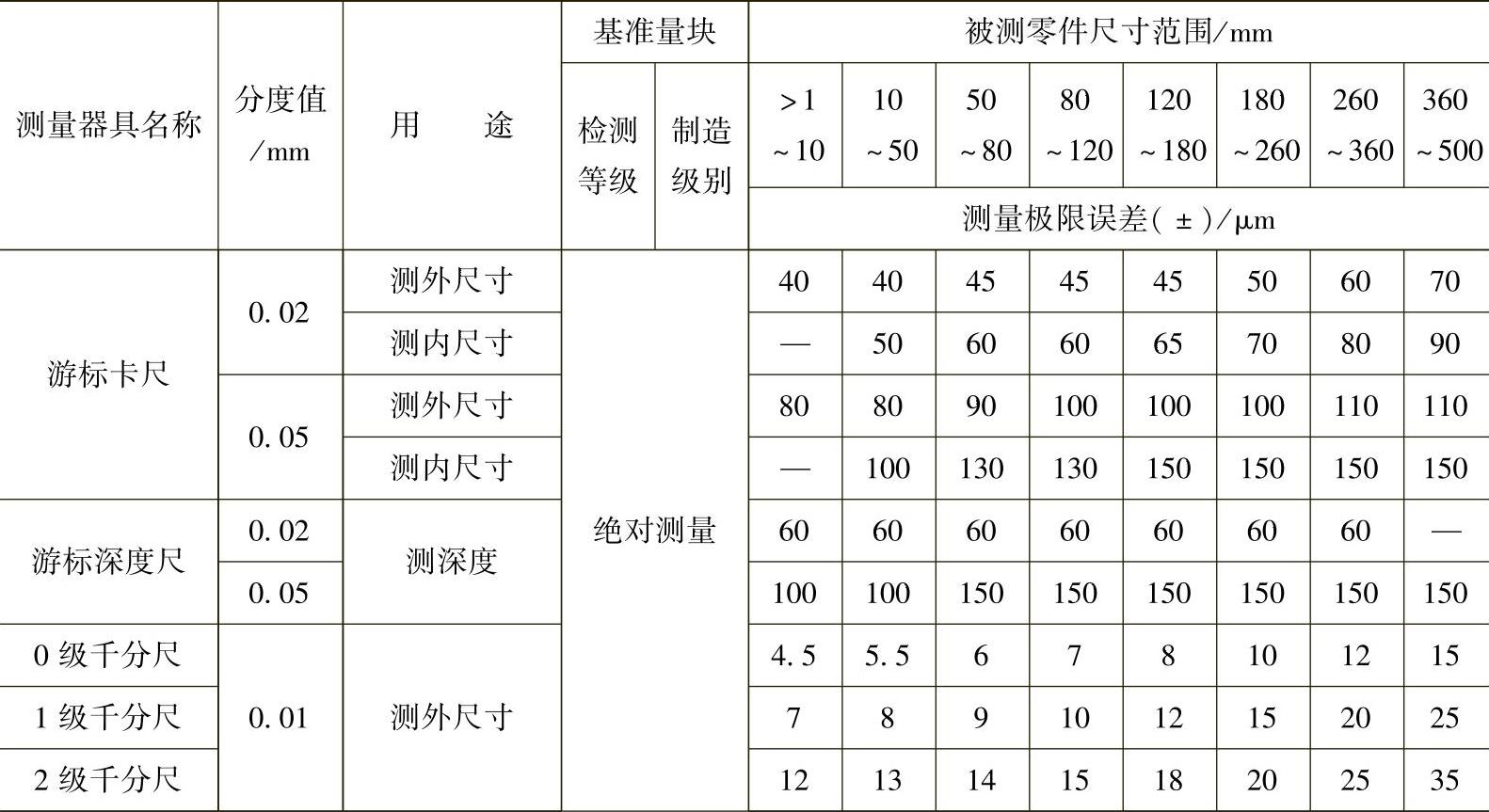
(续)
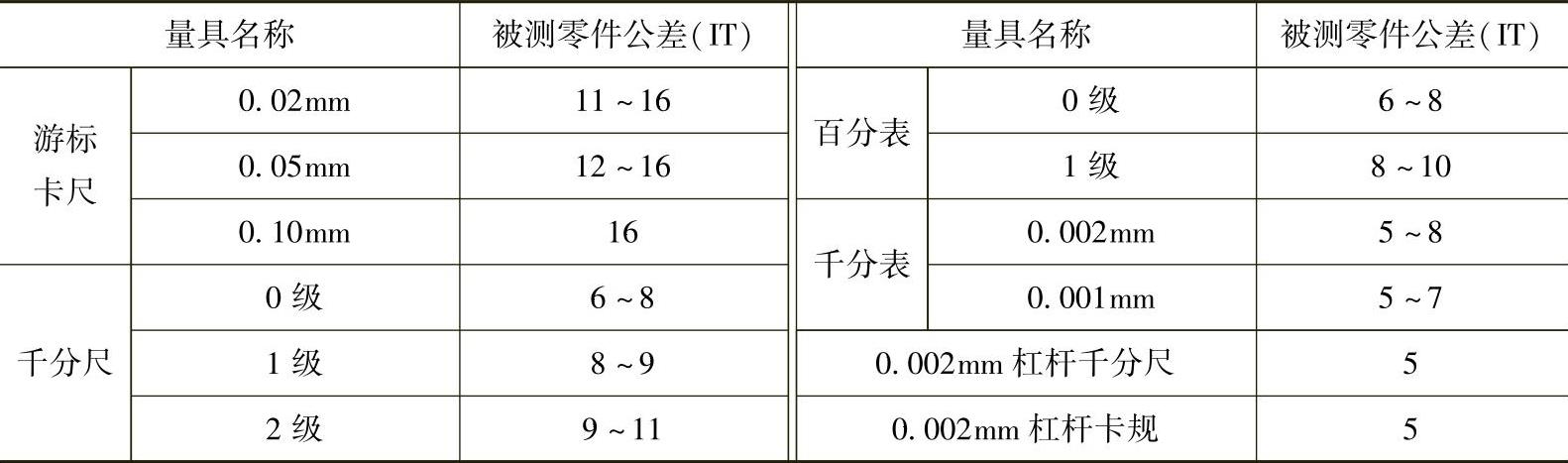
4)要根据各类测量器具的用途、测量精度选择测量器具。表12-6所列为几种常用量具所能测量零件的公差等级,供选择时参考。
5)根据模具零件结构特点、形状、尺寸大小、重量、材料、刚性以及检测部位和精度等选用不同的量器具及测量方法。
6)根据被测工件所处的状态(动态、静态)选用不同的测量器具及测量方法。
7)根据零件的加工方法、测量基准面、批量大小,选用量具及测量方法。
8)根据使用环境选用量器具。
表12-6 常用量具所能测量零件的公差等级
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。