



锻模的加工与制造,主要应根据企业的技术水平,设备条件、锻件所要求的尺寸精度和表面质量及生产批量的大小而决定其加工工艺过程和方法,一般都是以加工与装配相配合为主。
1.锻模坯件加工要求
1)坯件材料的化学成分要符合图样标注规定。其材料一般应选用平炉钢、电弧炉钢或电渣钢,并进行过真空处理。
2)坯件必须要经过锻造,且钢锭镦粗比应不小于2,锻造比不小于4;锻棒或轧钢锻造比不小于2。
3)模块的流线方向应符合要求。其长方形模块应与纵向(长度方向)中心线平行;宽度较大的模块与横向中心线平行;圆形或近似圆形模块流线方向为径向,不允许顺镶块高度方向分布。
2.零件的加工程序安排
锻模零件的加工程序可根据锻模的大小与设备状况采用不同的加工程序。一般采用三种方式:
1)锻模零件的全部加工在热处理淬硬之前进行。这种加工方法主要适用于中小型锻模。其优点是工序简单、易于加工,但淬火后易于变形。
2)锻模的一般零件安排在热处理之前加工,而工作模膛安排在热处理后用电加工成形。其优点提高了工效,降低了成本。减少了由于热处理产生的模膛变形。但需要专用的电火花加工专用设备及成形磨床。
3)锻模的所有零件均在热处理后加工成形。这种加工方法主要适用于大型锻模的加工。主要优点在于减少了热处理对模膛变形的影响。但加工困难,应采用专用的机、电加工设备。
3.锻模模膛的外形加工要求
锻模模块的外形加工,一般采用常规的机械加工方法。其模块的支承面、基准面、分模面、锁扣、燕尾、键槽等的加工过程,应先进行粗加工且留有精加工余量。在经过热处理后,再进行精加工、打磨与修光到要求。
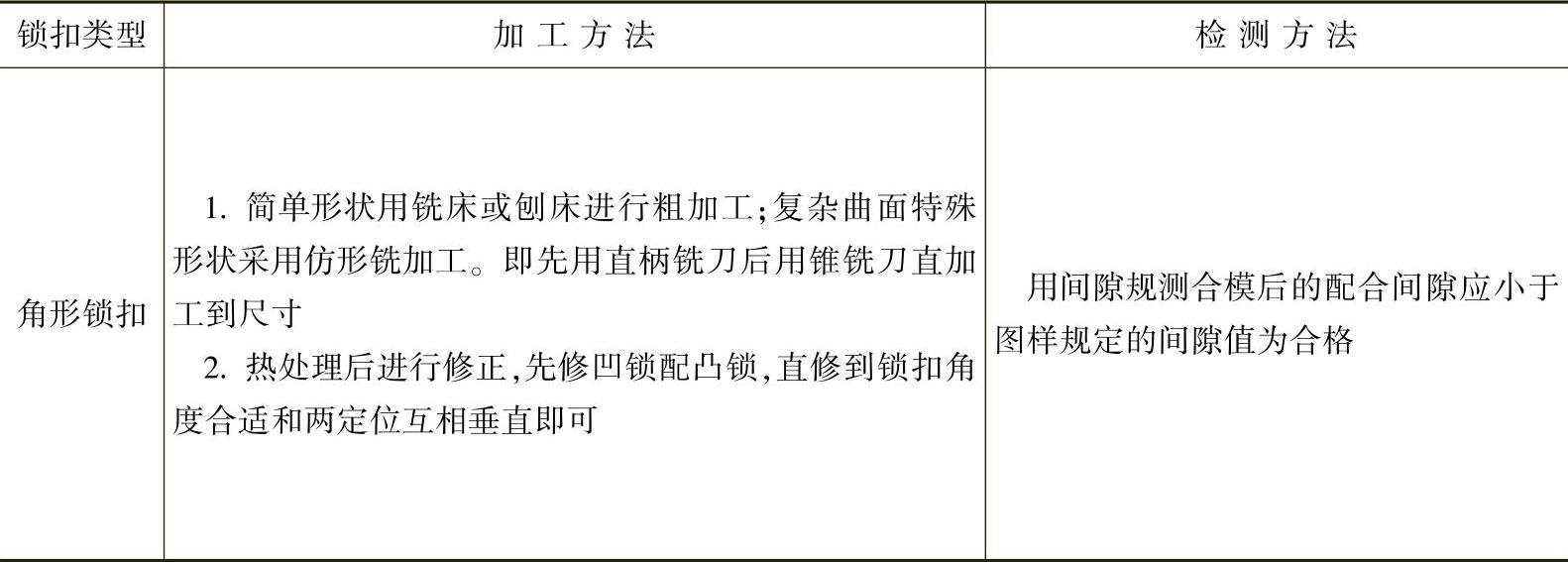
大型锻模的加工主要使用龙门铣、龙门刨等大型设备加工。其中,锻模中的锁扣是锻模中的特有的,其加工方法可参照表10-20所示的方法进行。
表10-20 锻模锁扣加工方法

(续)(https://www.xing528.com)
4.模膛的加工要求
锻模模膛的加工,一般先粗加工并留有精加工余量,其加工方法为:
(1)机械加工法
机械加工主要采用立式铣床或仿形铣床对模膛按划线加工成形。
(2)压力加工法
压力加工主要是通过压力机压力,采用淬硬后的模芯对粗加工留有余量的模膛挤压、锉修成形。
(3)电加工法
电加工法主要是用电火花加工机床或电解加工机床,对预加工并留有加工余量的模膛型腔电腐蚀加工成形。
在加工模膛时,无论采用上述哪种方法加工,在加工过程中或加工后都应通过事先制作的成形样板、检验棒进行检测,并配合加工。在加工后最好采用灌铅法进行检测,直到合格为止。
加工后的模膛应满足下述质量要求:
1)型腔尺寸、位置精度应满足图样规定的公差要求。
2)表面粗糙度一般Ra﹤0.8μm。
3)模膛型腔表面不允许有白点、裂纹、缩孔等缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。