



塑料压缩模装配的主要工作内容是配合零件的间隙调整与固定,如凸模和凹模与模板的固定配合,凸模与加料室的间隙配合、侧向抽芯机构与导向零件的间隙配合等。其装配过程为:研究装配关系→零件清理与准备→组件装配→总装配→试模与调整。
1.模具装配要求
模具在装配前应仔细检测凹模型腔的修整余量和斜度,确保成形时凸模压入的间隙,尤其是不溢式和半溢式结构,凸模与加料室的配合要保证不产生溢料。
模具在装配时,要严格按设计给定的配合间隙进行装配。即压缩模上模与下模平面的平行度偏差应小于0.05mm;导向零件的装配,应保证与模板基面的垂直度公差要求;模具加热系统的装配,要保证达到设计给定的热效率,导热面与绝热面都应调整至良好的工作状态。
2.模具装配工艺要点
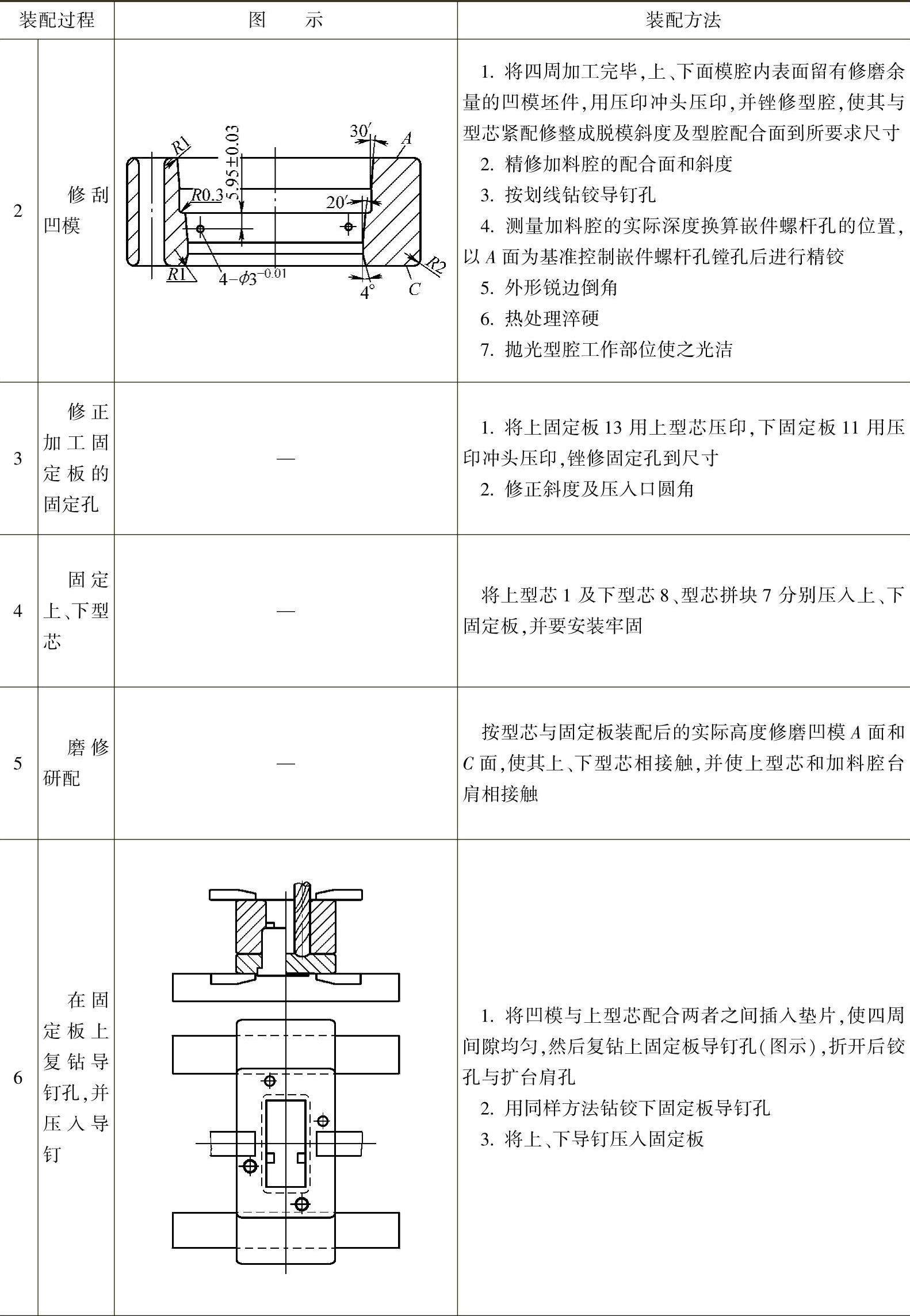
1)凹模型腔的修刮。压缩模凹模型腔的加工,往往采用全部加工完的经淬硬的压印样冲压印锉修成形。应边压印边锉修,使型腔凹模配合面及各成形表面加工到尺寸,并保证尺寸精度及表面质量要求。精修后的凹模,经热处理淬硬后,进行抛光研磨或镀硬铬,以使型腔凹模表面光洁。
2)凹模热处理淬硬之前,应按划线钻铰导钉孔。
3)修整固定板的型孔。固定板型孔,上模固定板,用上型芯压印锉修;下模固定板型孔,用下凹模或压印冲头压印锉修成形或按图样加工到尺寸。并且,要修整好形孔斜度及压入凸模的导向圆角。
4)将型芯压入固定板。将上型芯压入上固定板,下型芯压入下固定板,并保证型芯对固定板平面的垂直度。
5)修磨加工。按型芯与固定板装配后的实际高度,修磨凹模上、下平面,使上、下型芯及上型芯与加料室保持一定的相对位置。
6)复钻并铰导钉孔。在固定板上,按已钻好的凹模型腔导孔位置,复钻导钉孔、铰孔到尺寸。
7)将导钉压入固定板。
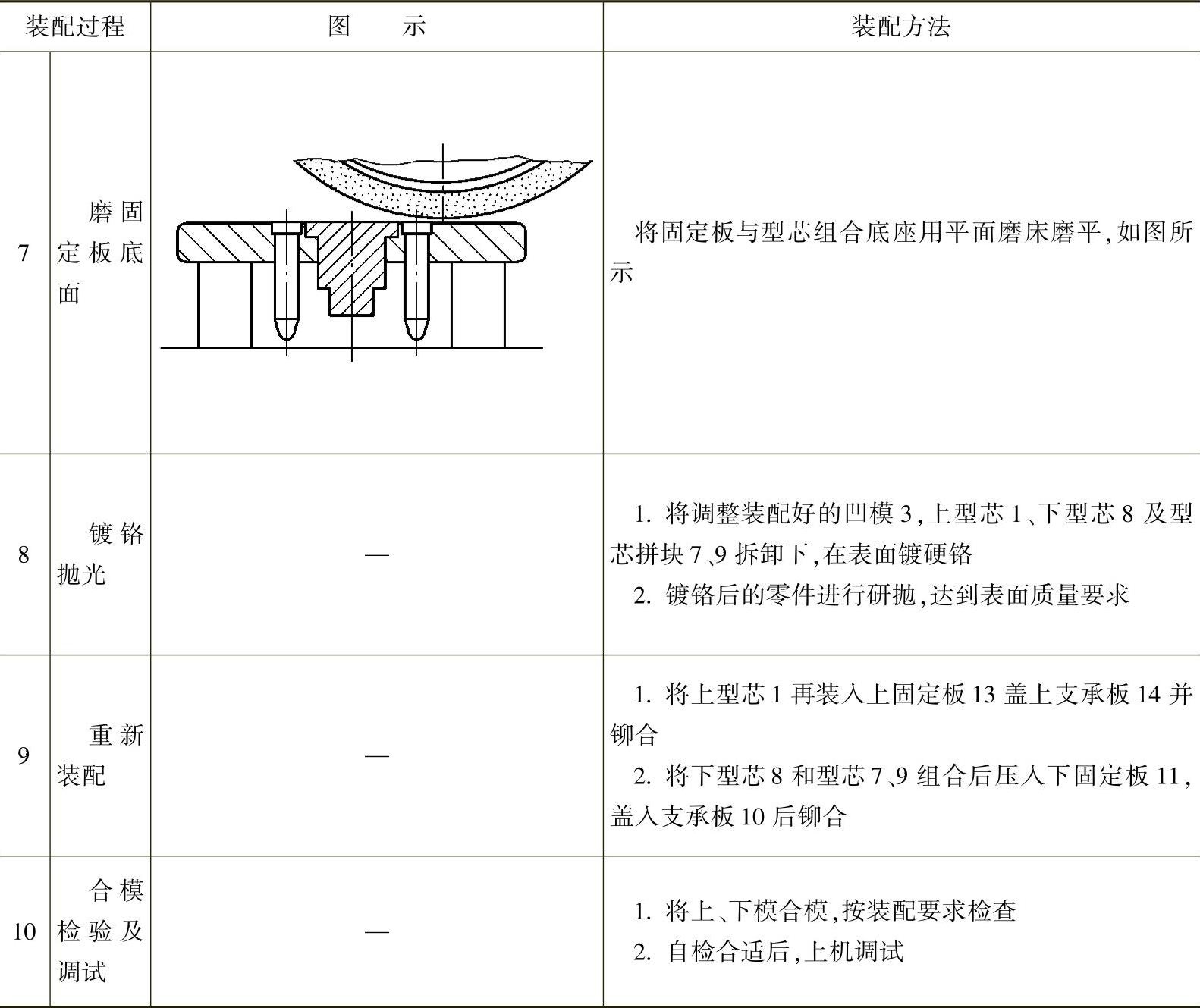
8)磨平装配后的固定板组合底平面。(https://www.xing528.com)
9)镀铬、抛光。拆下预装后的凹模、拼块、型芯(试模合格后)、镀铬、抛光。
10)按图样要求,将各部件及凹模型芯重新组装,装好各附件,使之成为完整的模具。
11)按装配图检查、用压力机试压,检验样件质量。并边试压边修整,直到压制出合格的零件为止。
3.模具装配方法
表10-8列出了移动式塑料压缩模的装配过程及装配方法,供装配时参考。
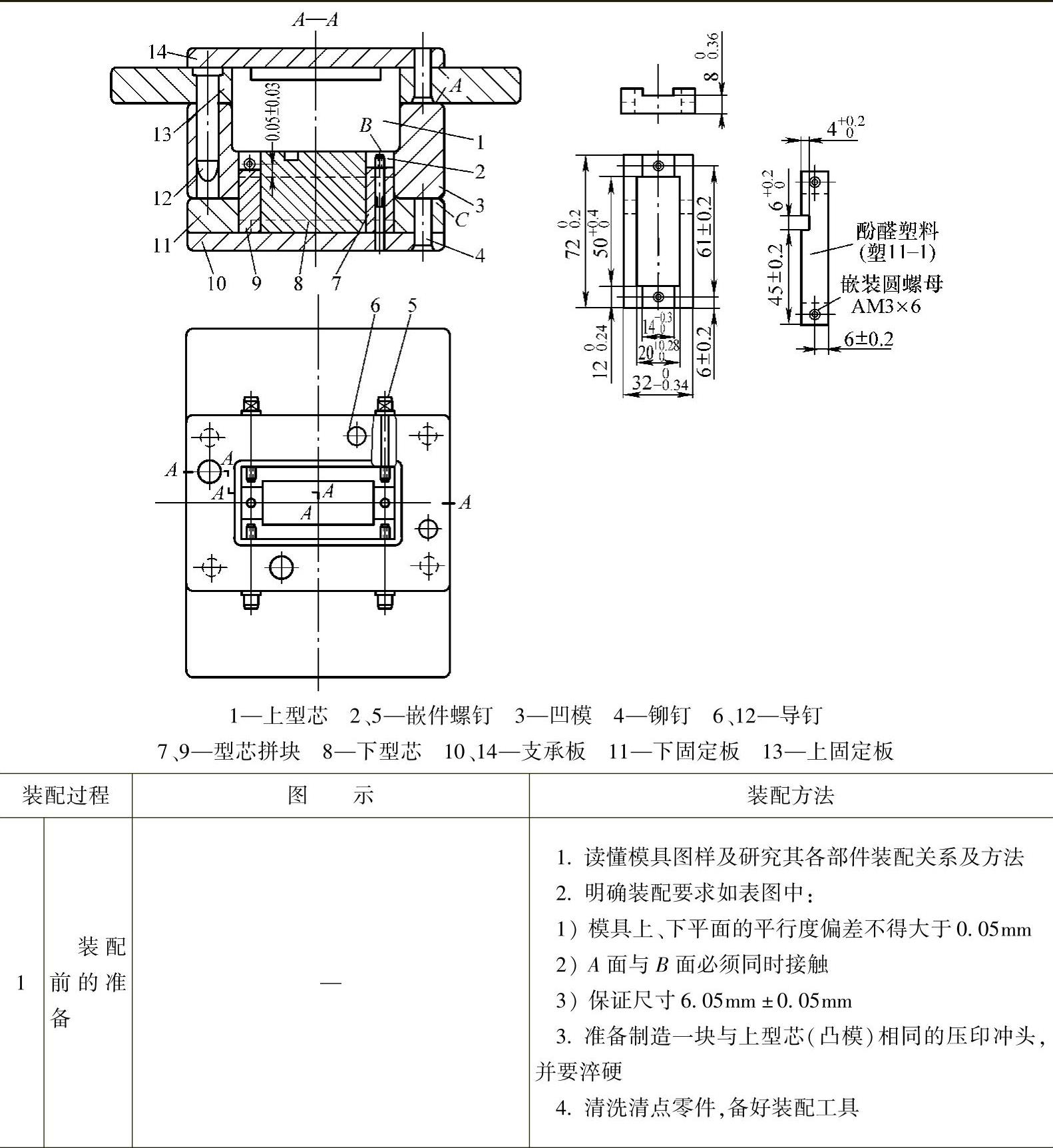
表10-8 移动式塑料压缩模装配过程及方法
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。