



低熔点合金浇注法是指将导柱、导套利用合金冷凝后膨胀的特点,固定在模板上。其方法简单,模板上的安装孔及导柱、导套安装部位尺寸精度要求不高,便于冲模的加工与维修。但由于低熔点合金强度低,故只适于冲裁2mm以下零件的模架装配,其模架结构见图9-3。
1.低熔点合金的配制
(1)合金材料及配比
低熔点合金材料配比(按质量分数)是:
锑(Sb):9%熔点:630.5℃
铅(Pb):28.5%熔点:327.4℃
铋(Bi):48%熔点:271℃
锡(Sn):14.5%熔点:232℃
利用上述材料配制的低熔点合金,一般熔点在120℃左右;抗拉强度为900MPa;抗压强度1100MPa;冷凝膨胀值为0.002,很适于导柱、导套在模板上的固定。
(2)合金配制方法
1)将合金元素的锑和铋,分别打碎成5~25mm3的碎块。(https://www.xing528.com)
2)按金属配比称好重量,并分开存放。
3)采用坩埚加热,按金属熔点的高低,依次加入锑、铅、铋、锡,使之熔化。
4)每加入一种金属,都要搅拌均匀,待全部熔化后,再加入另一种金属。
5)待所有金属熔化后,使之冷却到300℃左右,浇入模型内,急冷凝后成锭,待用。
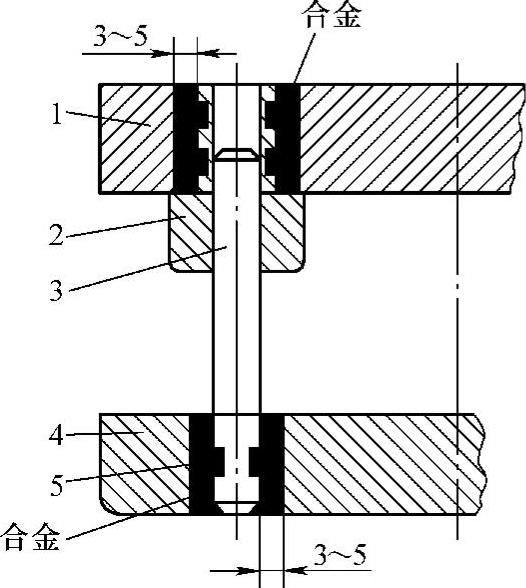
图9-3 低熔点合金模架
1—上模板 2—导套 3—导柱 4—下模板 5—低熔点合金
2.合金浇注方法
利用低熔点合金浇注装配模架,其本上与粘接法相同,也是通过专用夹具定位后浇注,待24h固化后即可使用。其浇注间隙一般为3~5mm,如图9-4所示。
在浇注时,可直接将导柱、导套放在模板的相应安装孔内,边用量具、角尺测量边进行浇注。如图9-5所示。其中,调整螺钉1在装配时,主要起支撑导套4的作用,导柱3与导套4各安装孔间隙凭经验调整合适。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。