



【摘要】:表9-3 冲模装配工艺过程2.冲模装配工艺要点在冲模制造过程中,除了要保证冲模零件的加工质量和精度外,还需要有一个合理的装配工艺来保证冲模的质量。其装配工艺要视冲模的结构及零件加工工艺而有所不同,其冲模装配的中心环节是要保证凸、凹模间隙的均匀性及模具各机构动作的灵活可靠性。
1.冲模装配工艺过程
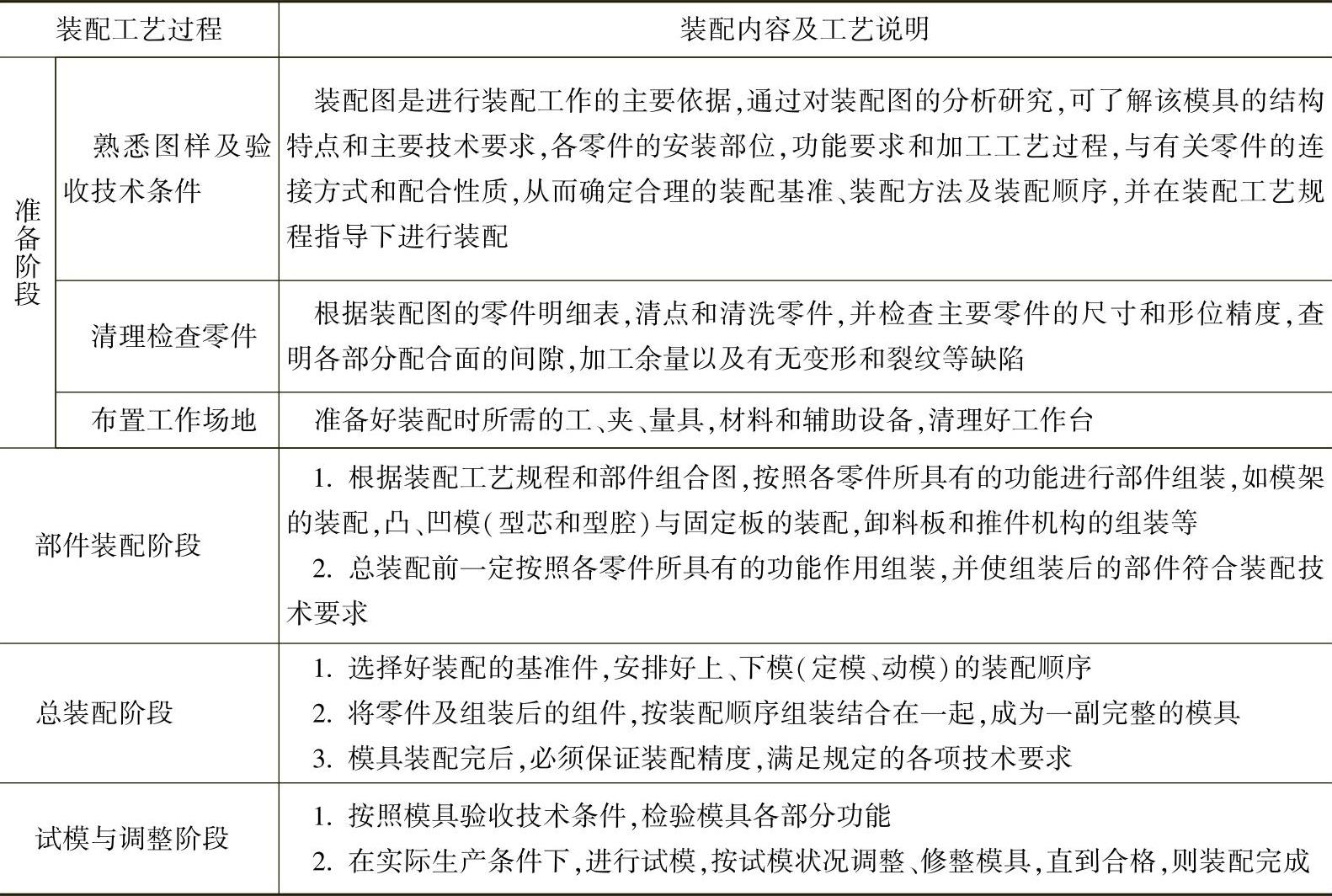
冲模装配工艺过程大致是:熟悉设计图样及合同规定的验收技术条件→进行装配工艺设计及编制装配工艺规程→清理、检验模具加工后的零件及标准件→进行部件装配,包括模架,上、下模以及卸退料机构,定位机构的装配→模具总体装配→模具检验,包括检验凸、凹模配合间隙的均匀性,卸料机构的可靠性,定位机构的准确性以及合模与开模及导向机构的灵活性→模具的调试与校正,最终能制出合格的制品零件→打刻记并交付验收后使用。其各阶段的基本内容参见表9-3。
表9-3 冲模装配工艺过程
2.冲模装配工艺要点
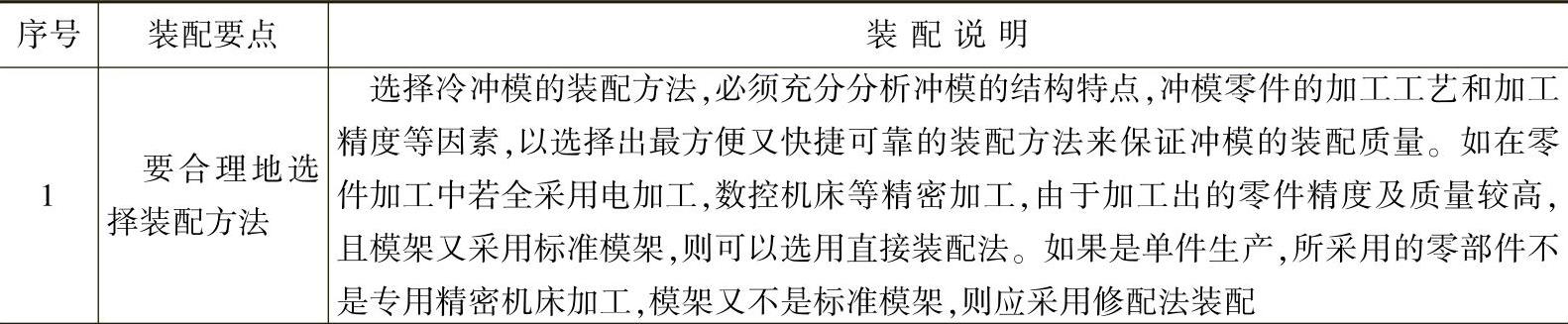
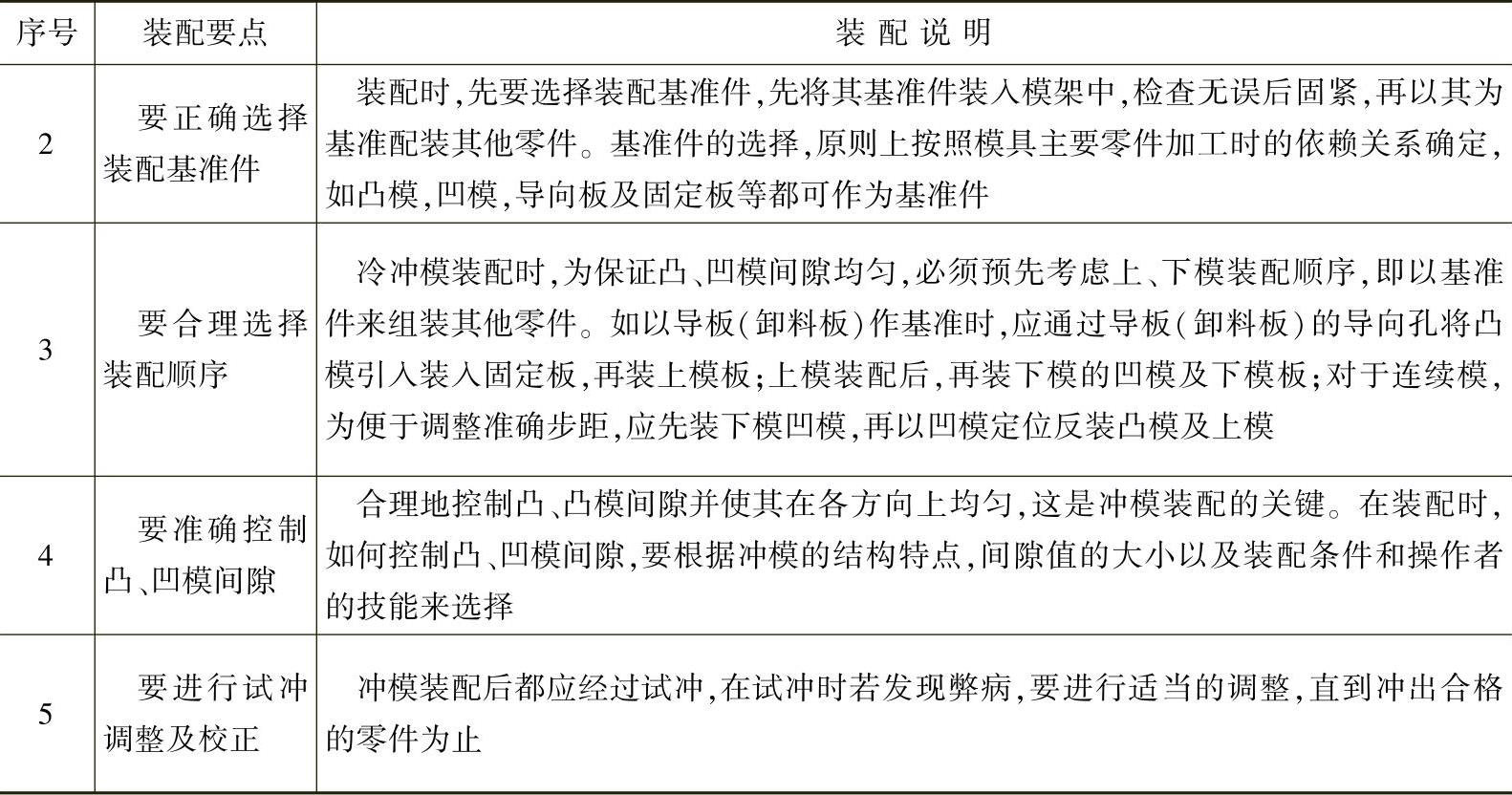
在冲模制造过程中,除了要保证冲模零件的加工质量和精度外,还需要有一个合理的装配工艺来保证冲模的质量。其装配工艺要视冲模的结构及零件加工工艺而有所不同,其冲模装配的中心环节是要保证凸、凹模间隙的均匀性及模具各机构动作的灵活可靠性。其装配工艺要点见表9-4。
表9-4 冲模装配工艺要求
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
3.冲模装配顺序的选择
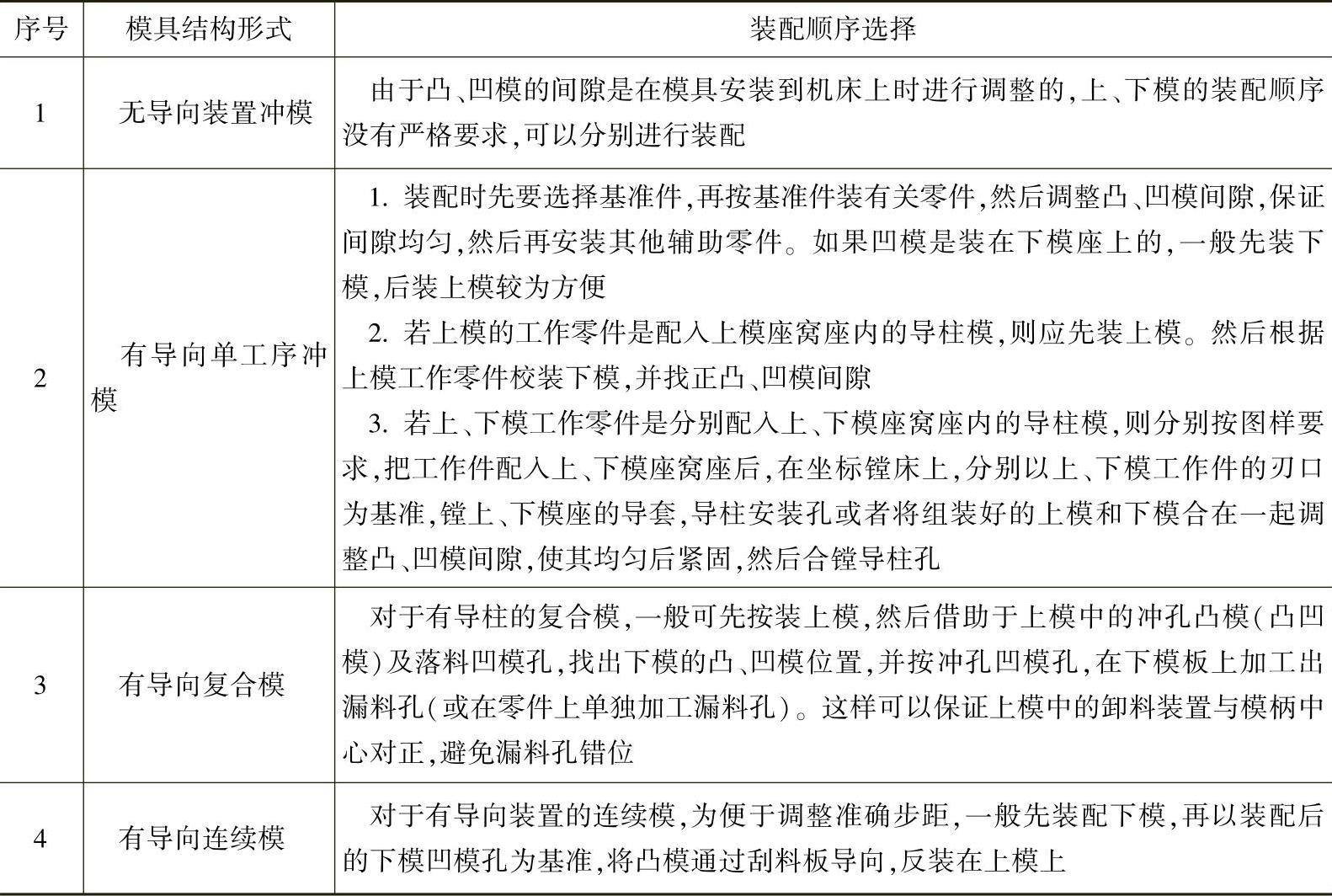
在装配冲模时,为保证凸、凹模间隙的均匀性,必须要选好上、下模的装配顺序,否则在装配后会出现间隙不易调整,给后续的调试工作带来困难。其装配顺序主要根据模具结构形式来选择,参见表9-5。
表9-5 冲模装配顺序的选择
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。