



模具成形零件又称工作零件,是模具的主体及关键零件;如冲模的凸、凹模,型腔模的型芯与型腔等。其功能是赋于制件的一定形状和尺寸,其加工精度的高低,质量的好坏,直接影响到制品质量、精度和模具本身的使用寿命。
1.成形零件的加工要求及特点
(1)工作条件及技术要求
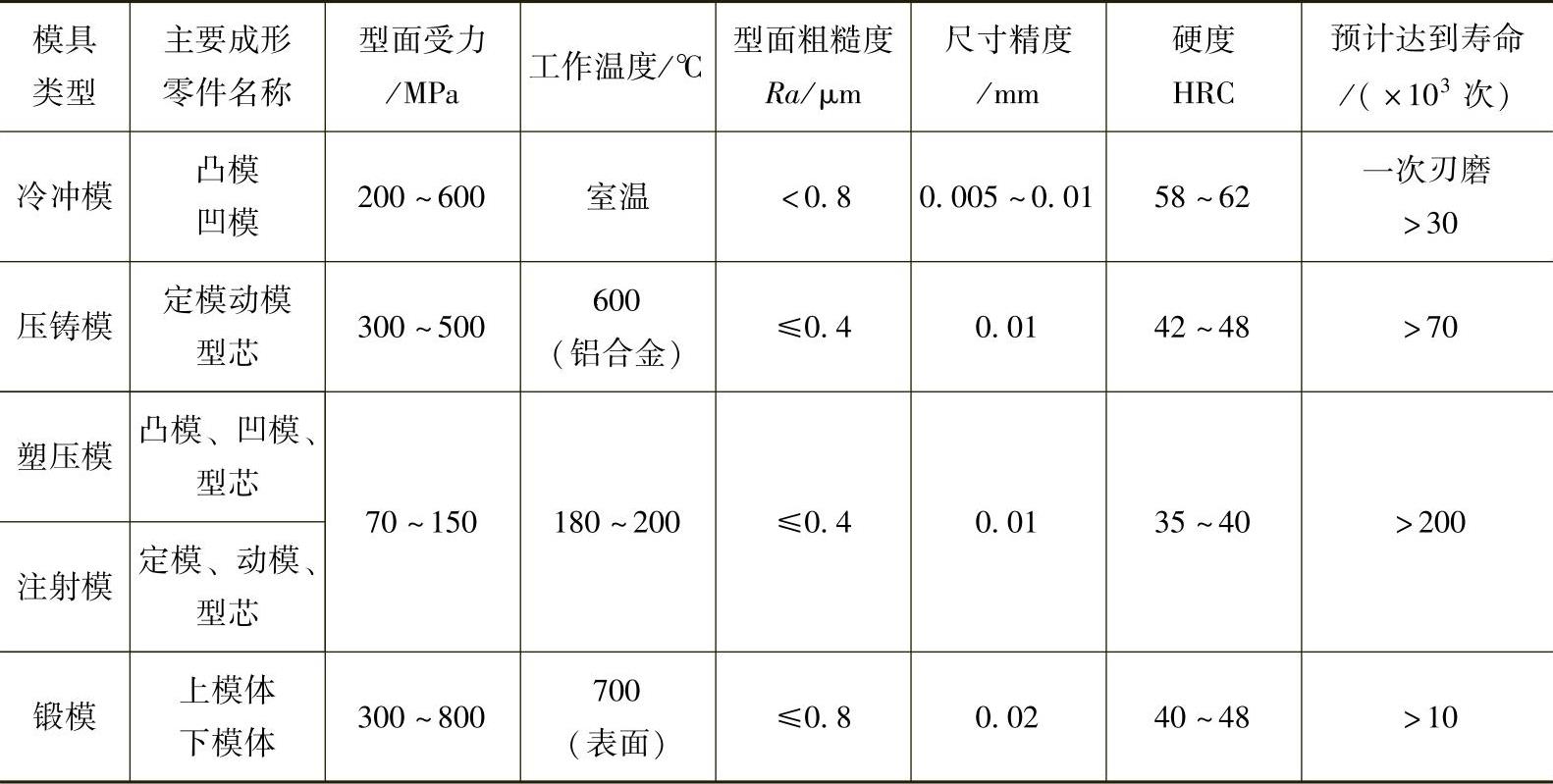
各类模具成形零件的工作条件及主要技术要求参见表8-51。
表8-51 模具成形零件的工作条件及主要技术要求
(2)加工特点及工艺流程
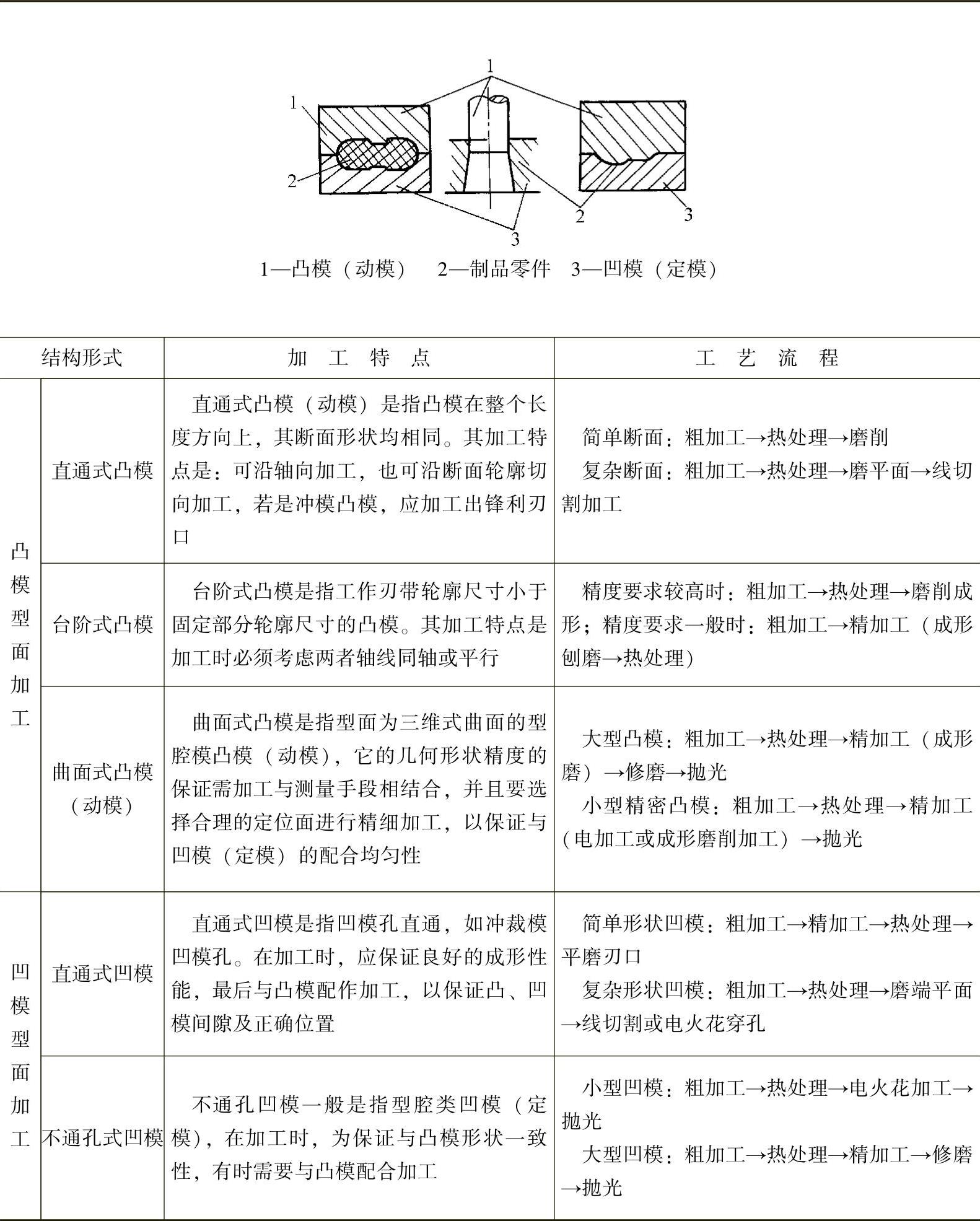
模具成形零件加工特点及工艺流程参见表8-52。
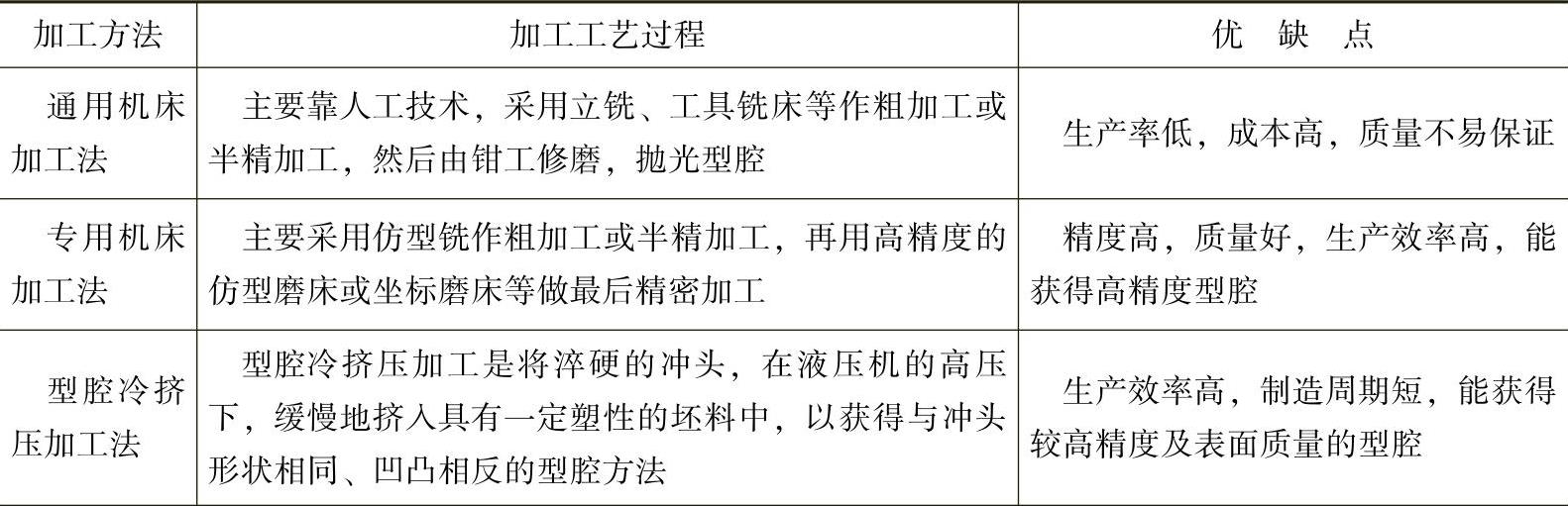
表8-52 模具成形零件加工特点及工艺流程
(3)加工工艺过程
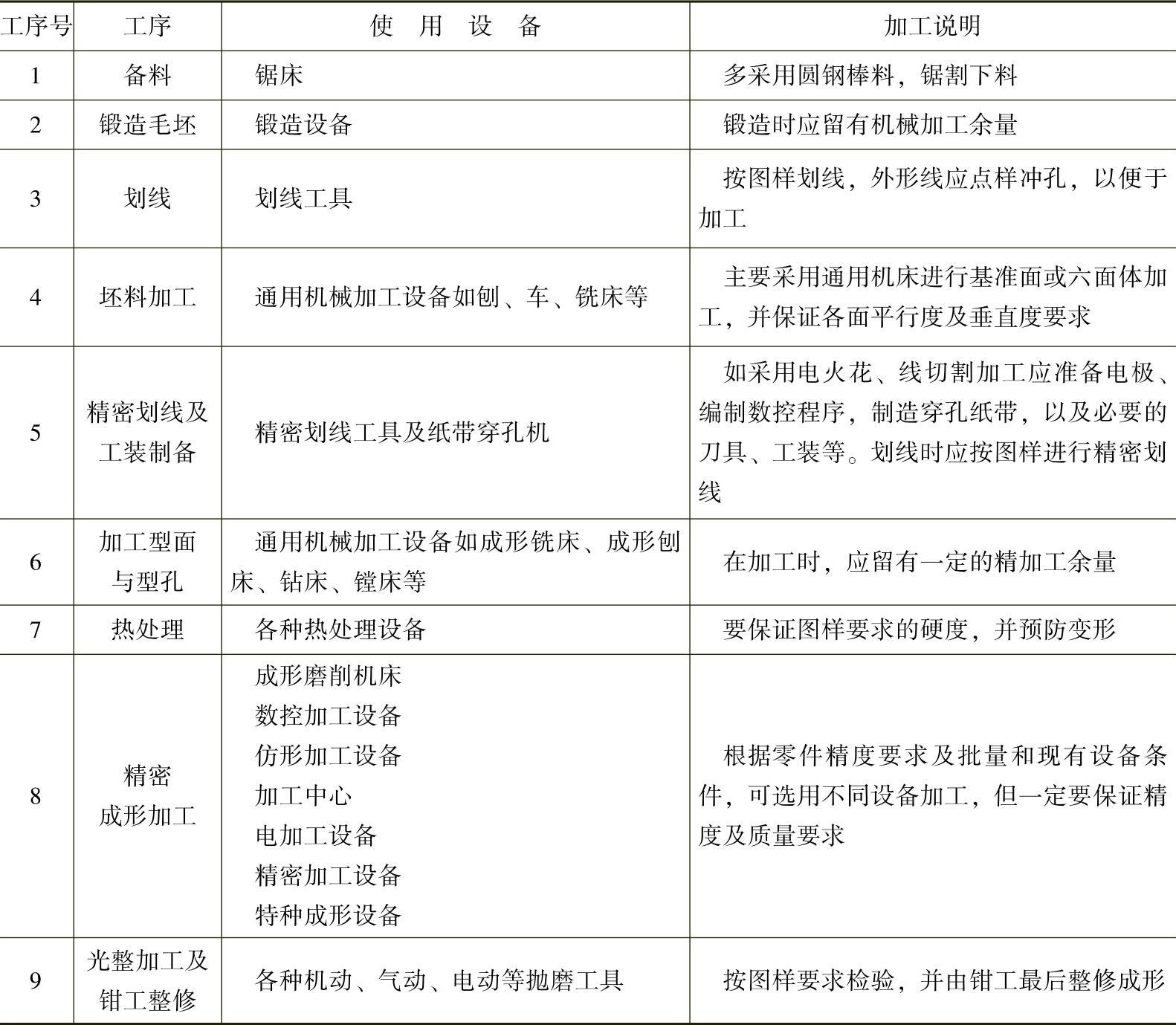
模具成形零件基本加工工艺过程参见表8-53。
表8-53 成形零件加工工艺过程
2.冷冲模成形零件的加工方法
冷冲模成形零件主要包括凸模、凹模及凸凹模。在加工时,应按图样及工艺规程所规定的内容加工,并保证其尺寸精度、表面质量及硬度要求。
(1)凸、凹模加工顺序选择
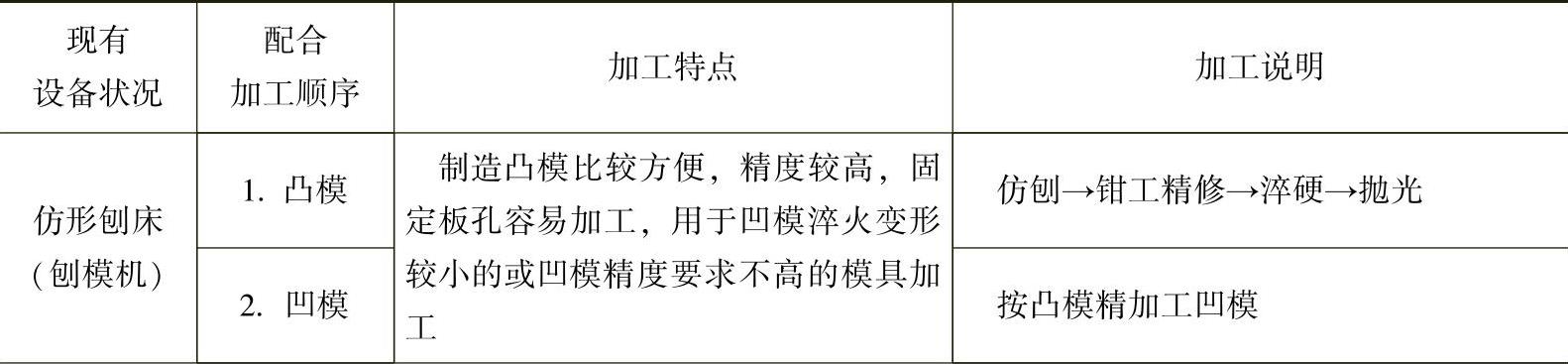
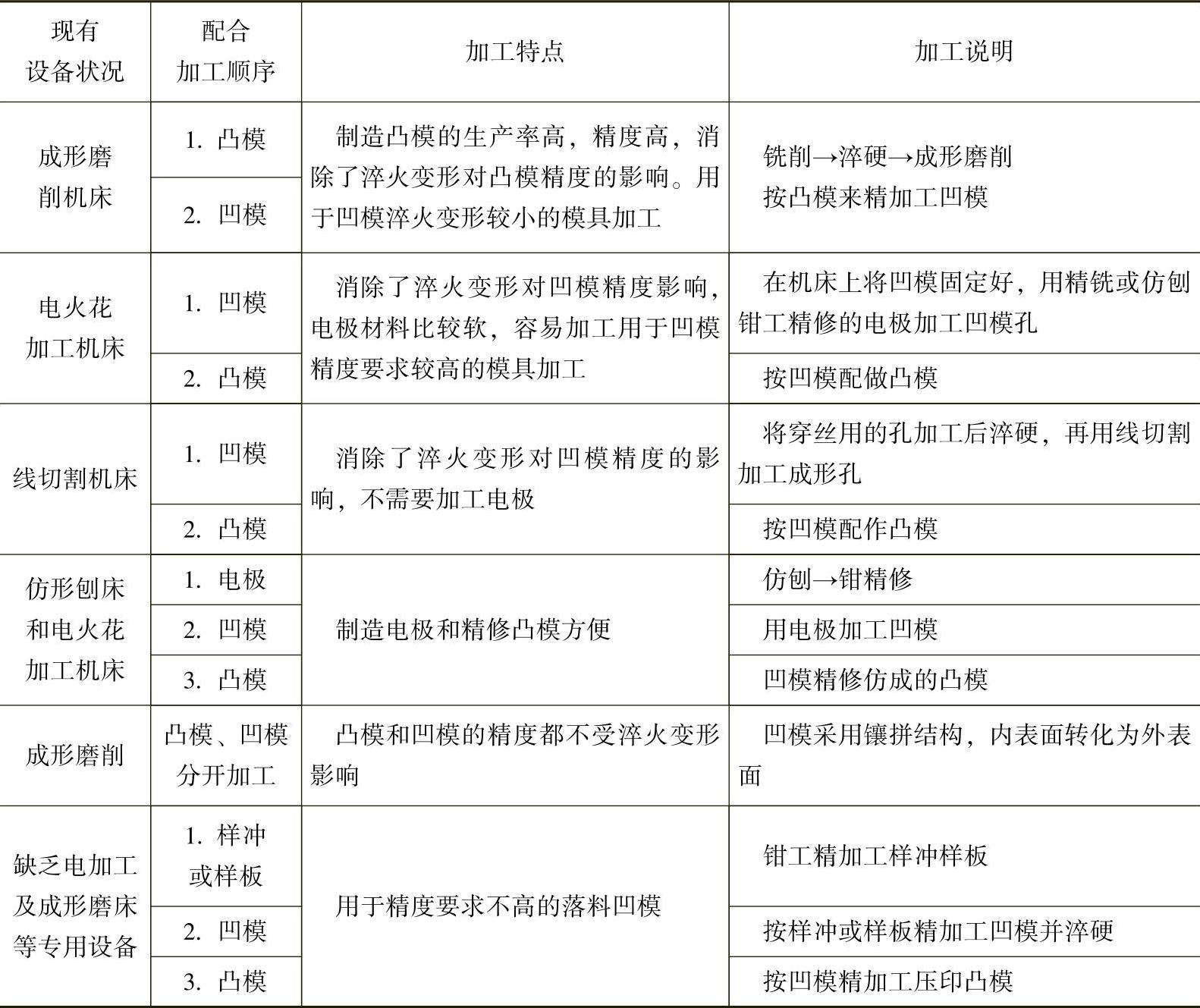
凸、凹模加工应根据所使用的设备情况来选择凸模与凹模加工先后顺序。因凸、凹模一般是配合加工,这不但影响加工效率,而且对加工质量及精度的提高也有很大的影响。表8-54列出了根据所用生产设备选择凸、凹模配合加工顺序,供加工时参考。
表8-54 凸、凹模加工顺序选择
(续)
(2)凸模加工方法及工艺过程
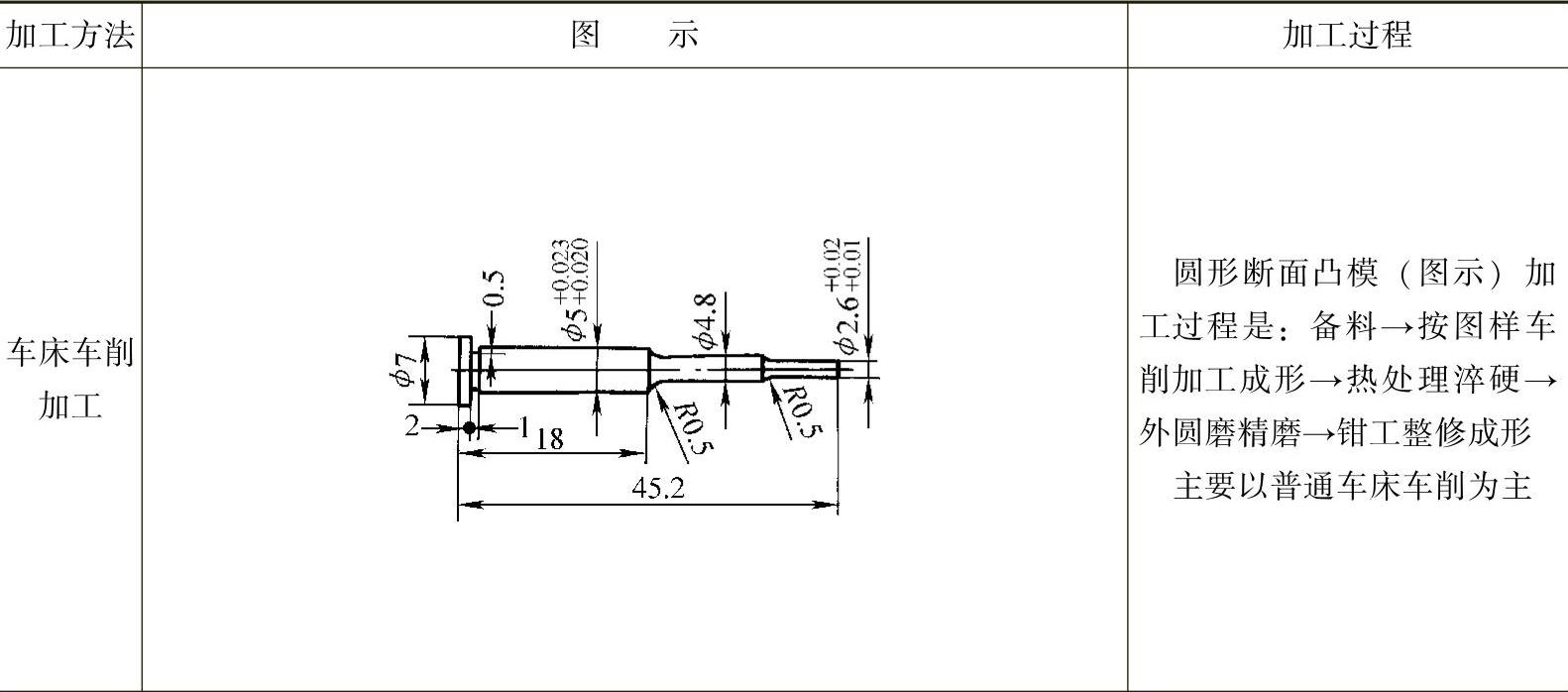
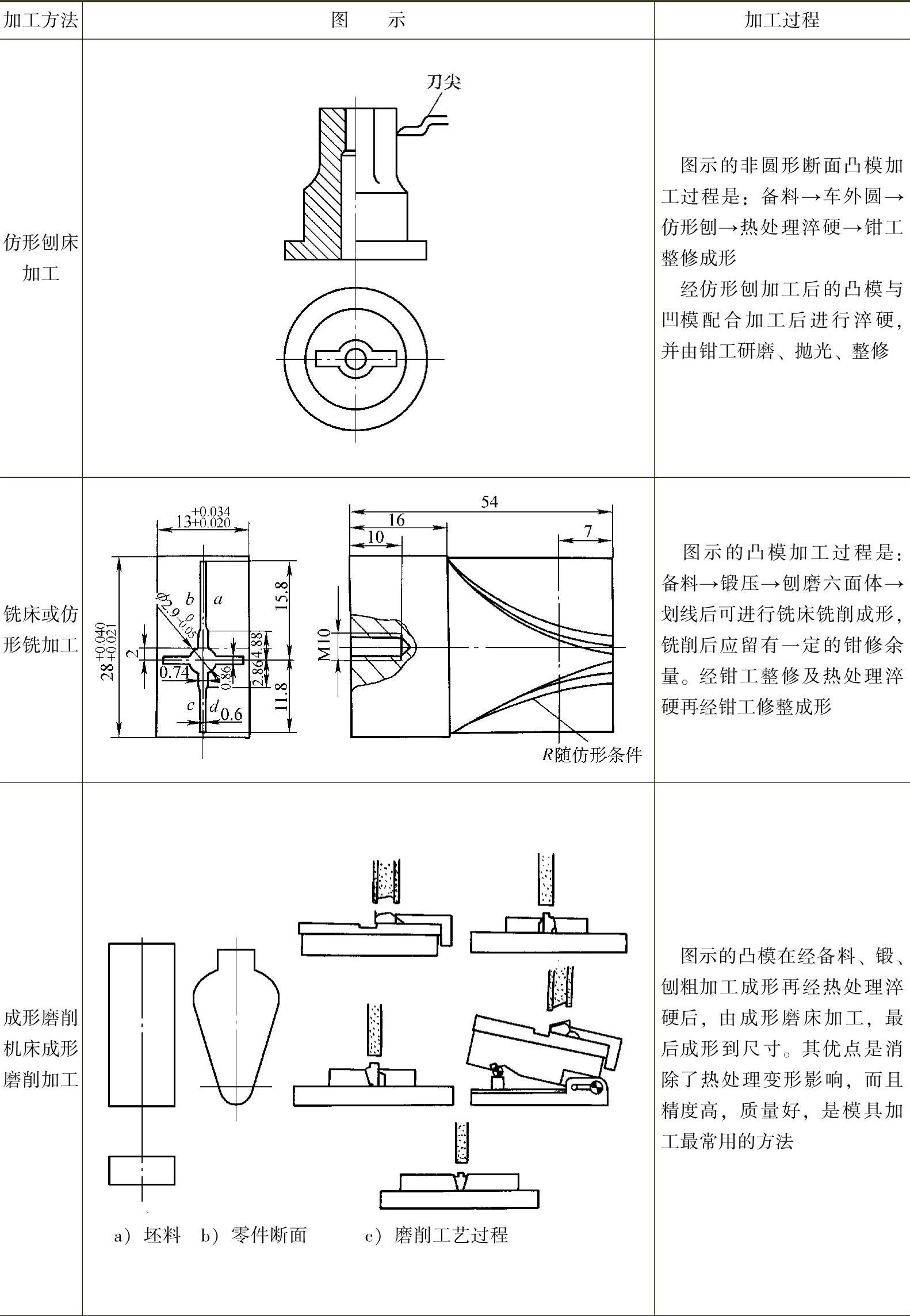
冷冲模凸模加工工艺方法及加工工艺过程见表8-55、表8-56。
表8-55 凸模加工工艺方法及工艺过程
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
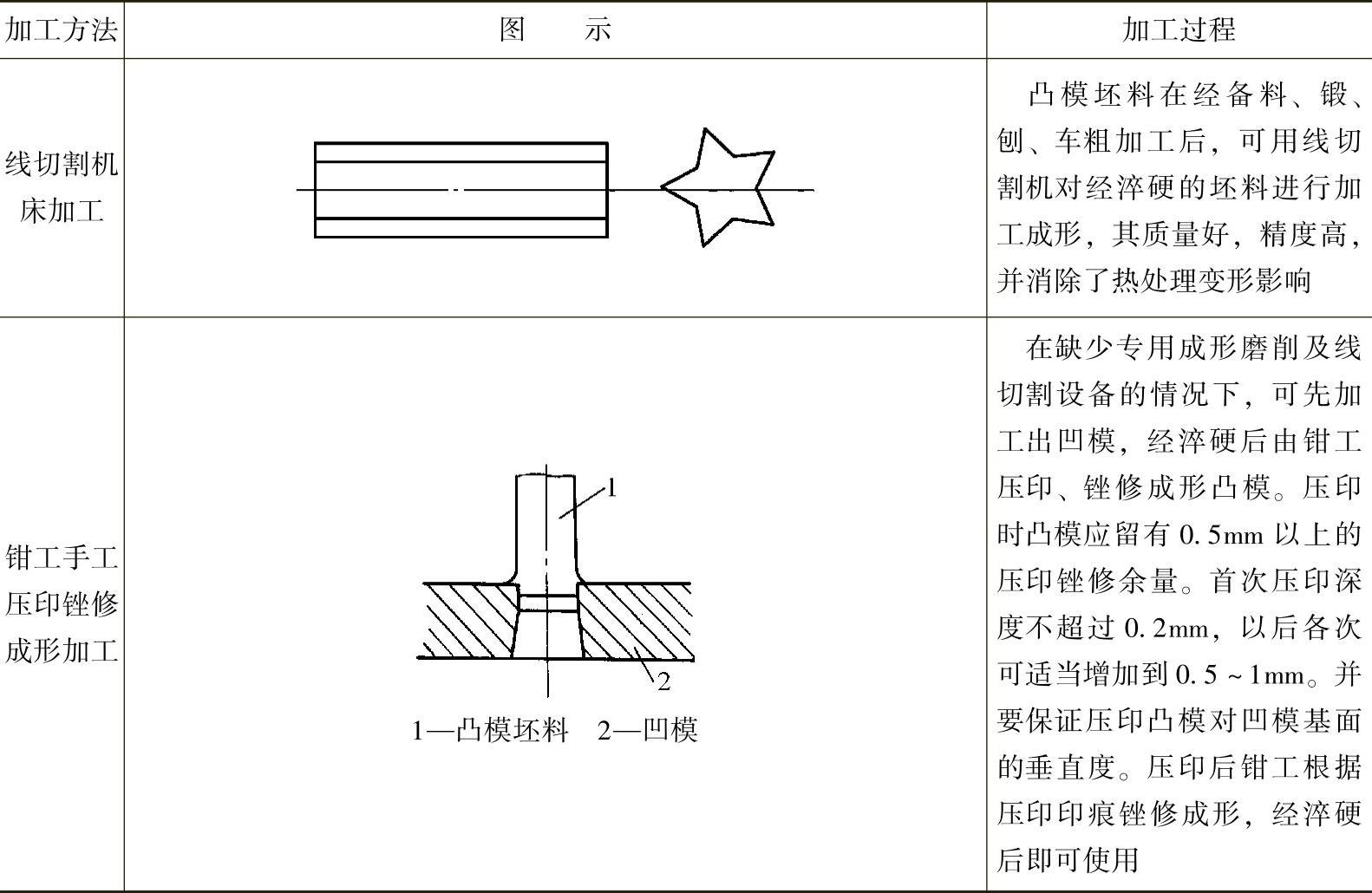
表8-56 凸模机械加工工艺过程(示例)
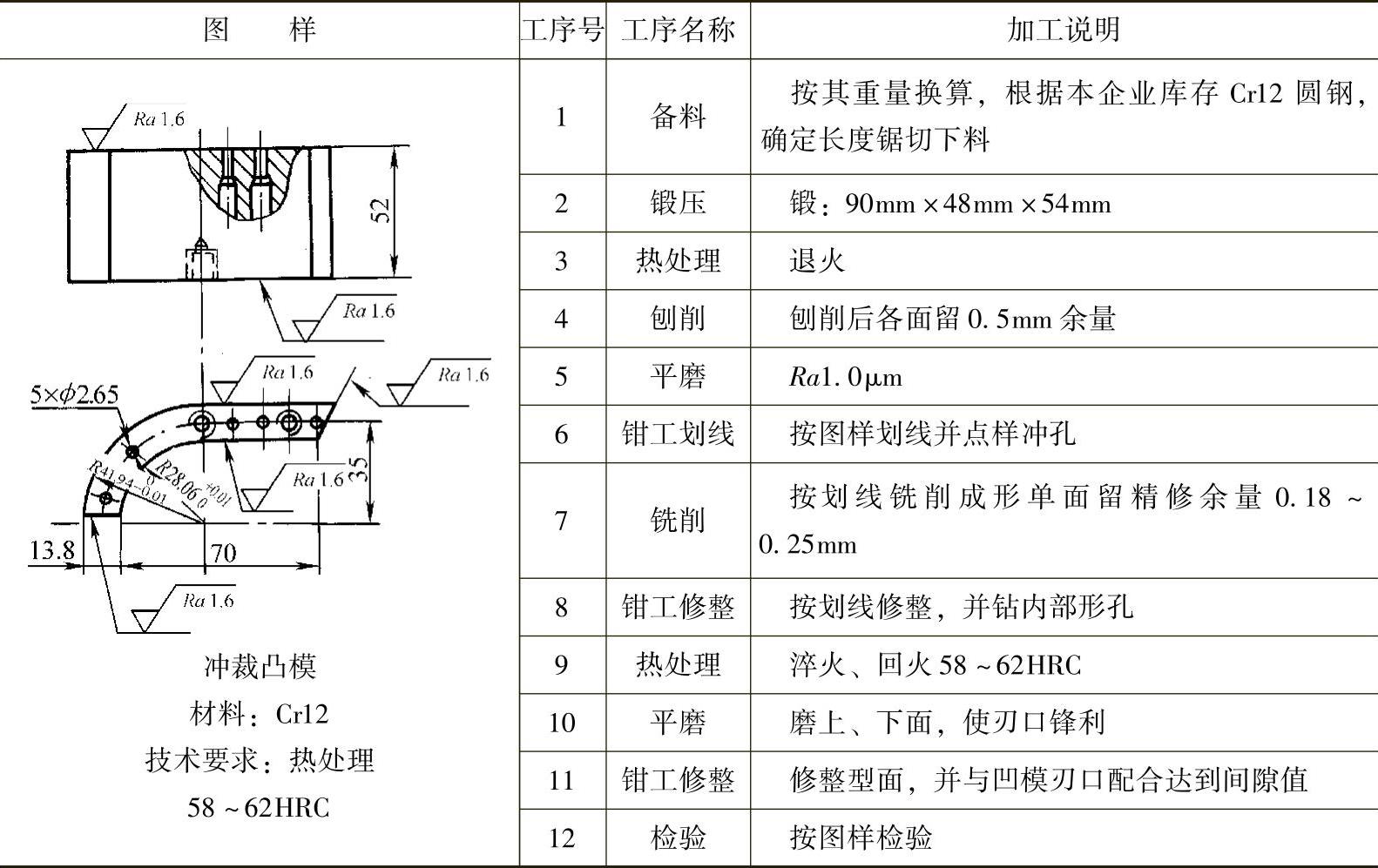
注:表中凸模加工过程是在工厂中没有线切割机床或成形磨的情况下机械加工成形,若有线切割机床则加工工艺过程是:坯料经刨→磨→热处理淬硬后,直接利用线切割加工成形,并经成形磨削最后到尺寸,即方便又省时。
(3)凹模加工方法及工艺过程
冷冲模凹模加工工艺方法及工艺过程可分别参见表8-57、表8-58。
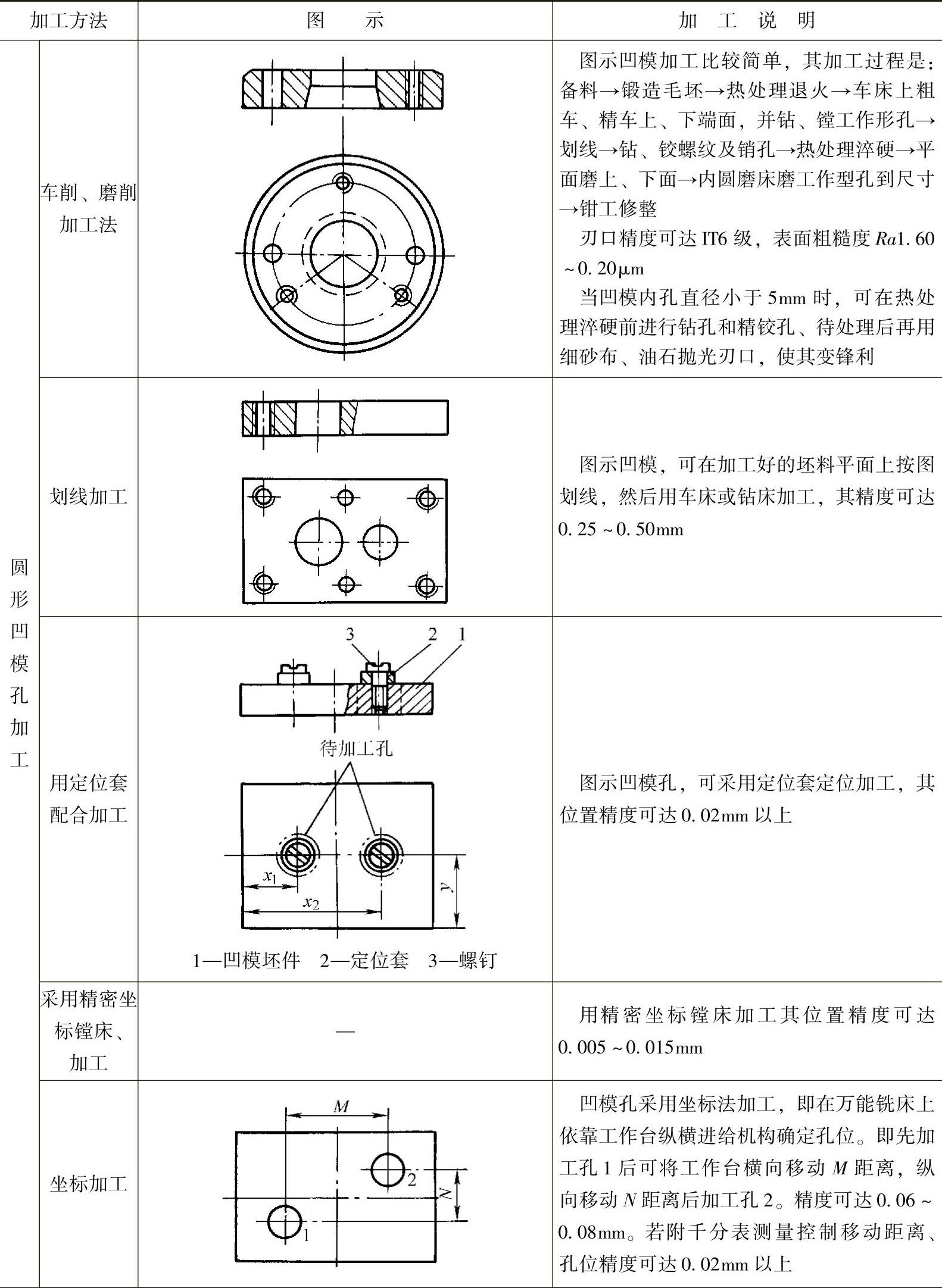
表8-57 凹模加工方法及工艺过程
(续)
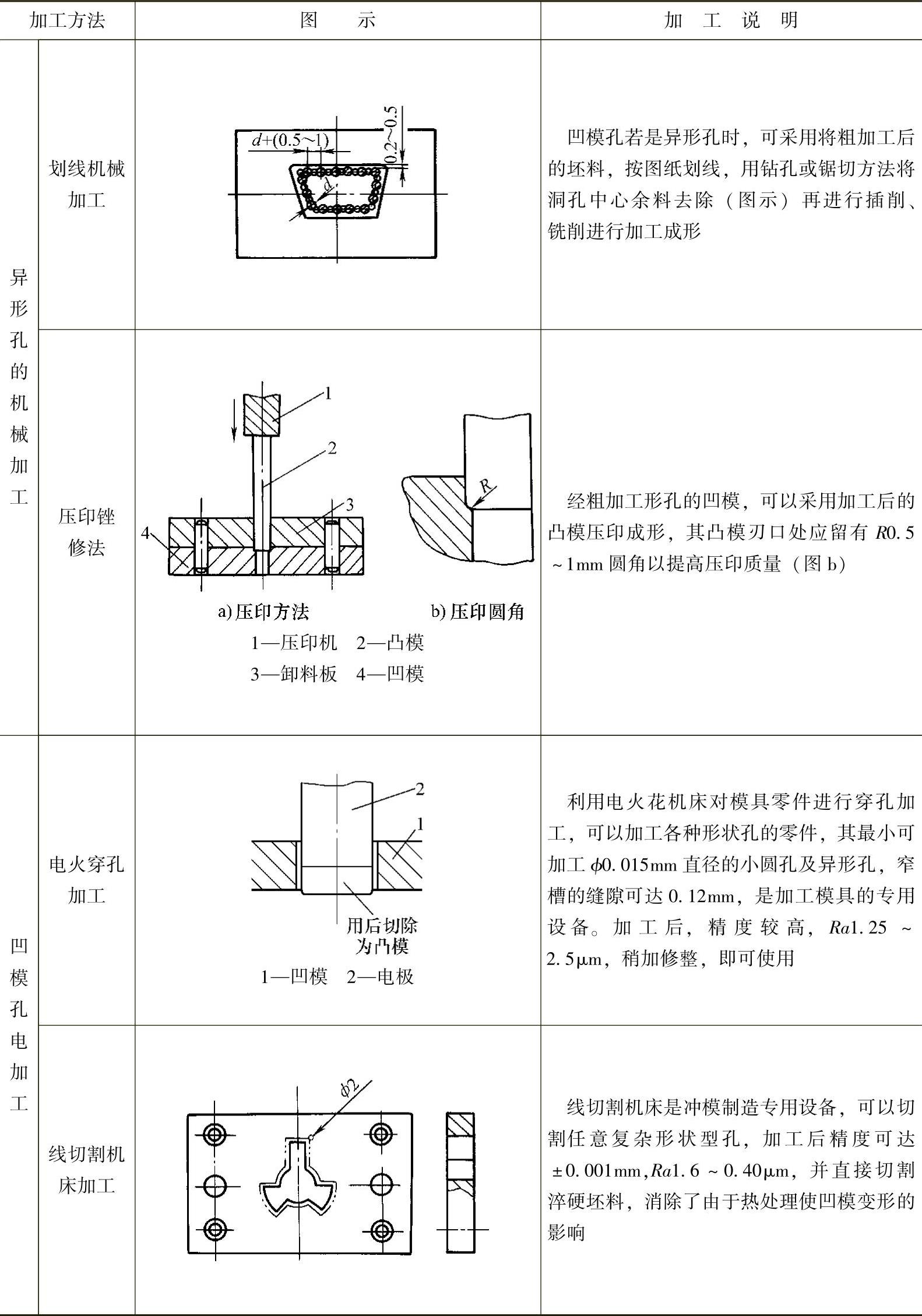
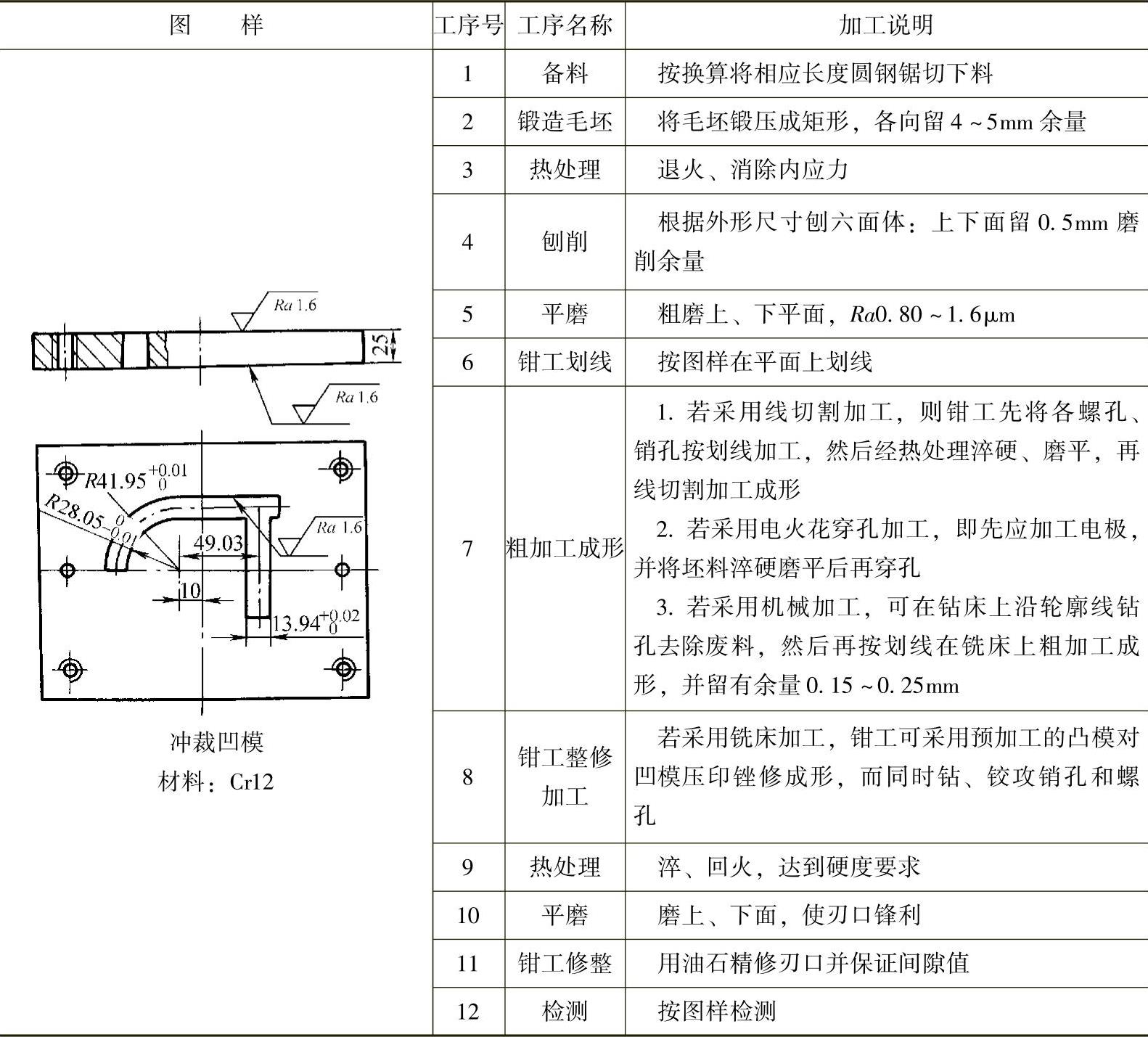
表8-58 凹模加工过程(示例)
3.型腔模成形零件加工
型腔模成形零件主要包括型芯、型腔,而型芯的加工方法几乎与冷冲模凸模加工方法基本相似,只是型腔由于多数为不通孔,故加工方法具有一定的特点。其型腔的加工方法参见表8-59、表8-60。
表8-59 整体式型腔加工方法
(续)
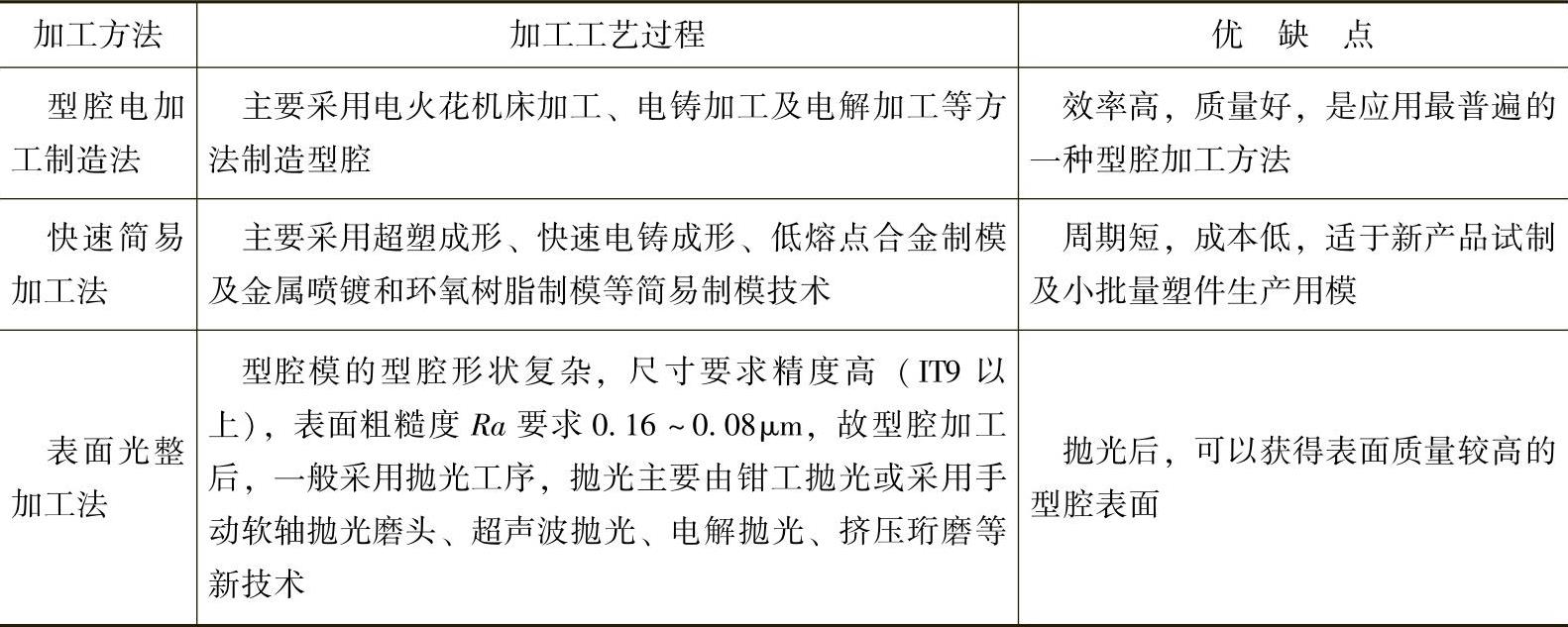
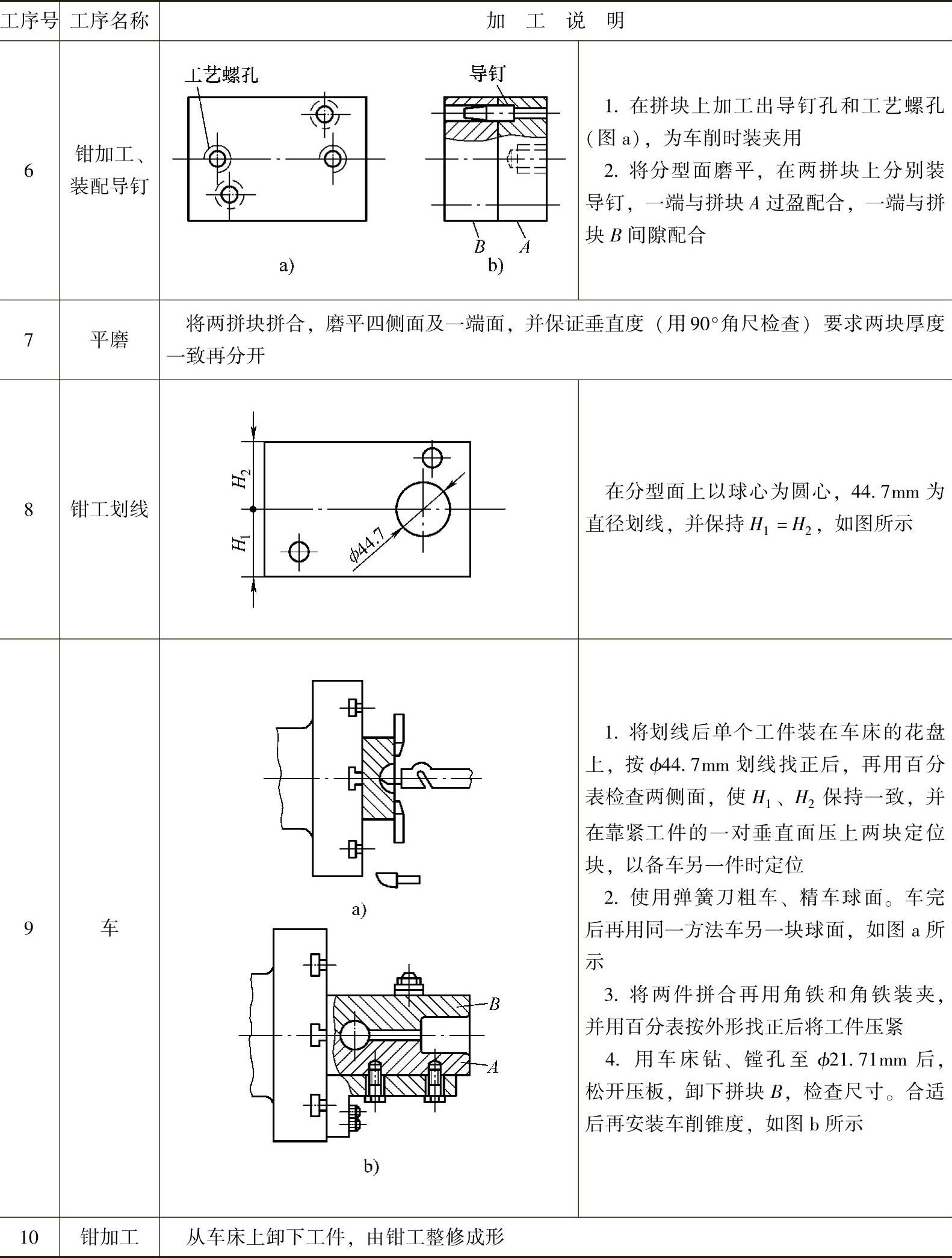
表8-60 型腔加工工艺过程
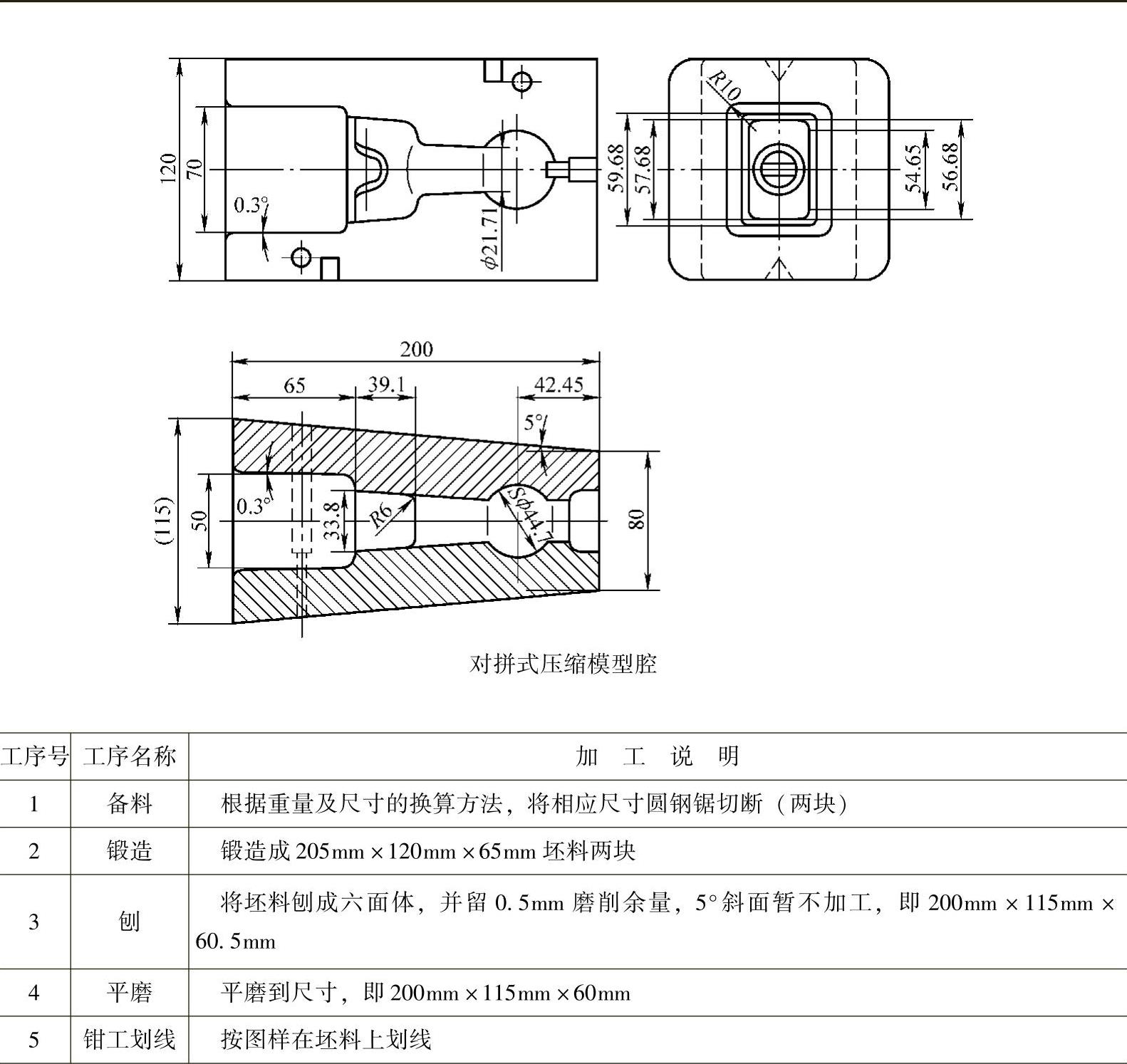
(续)
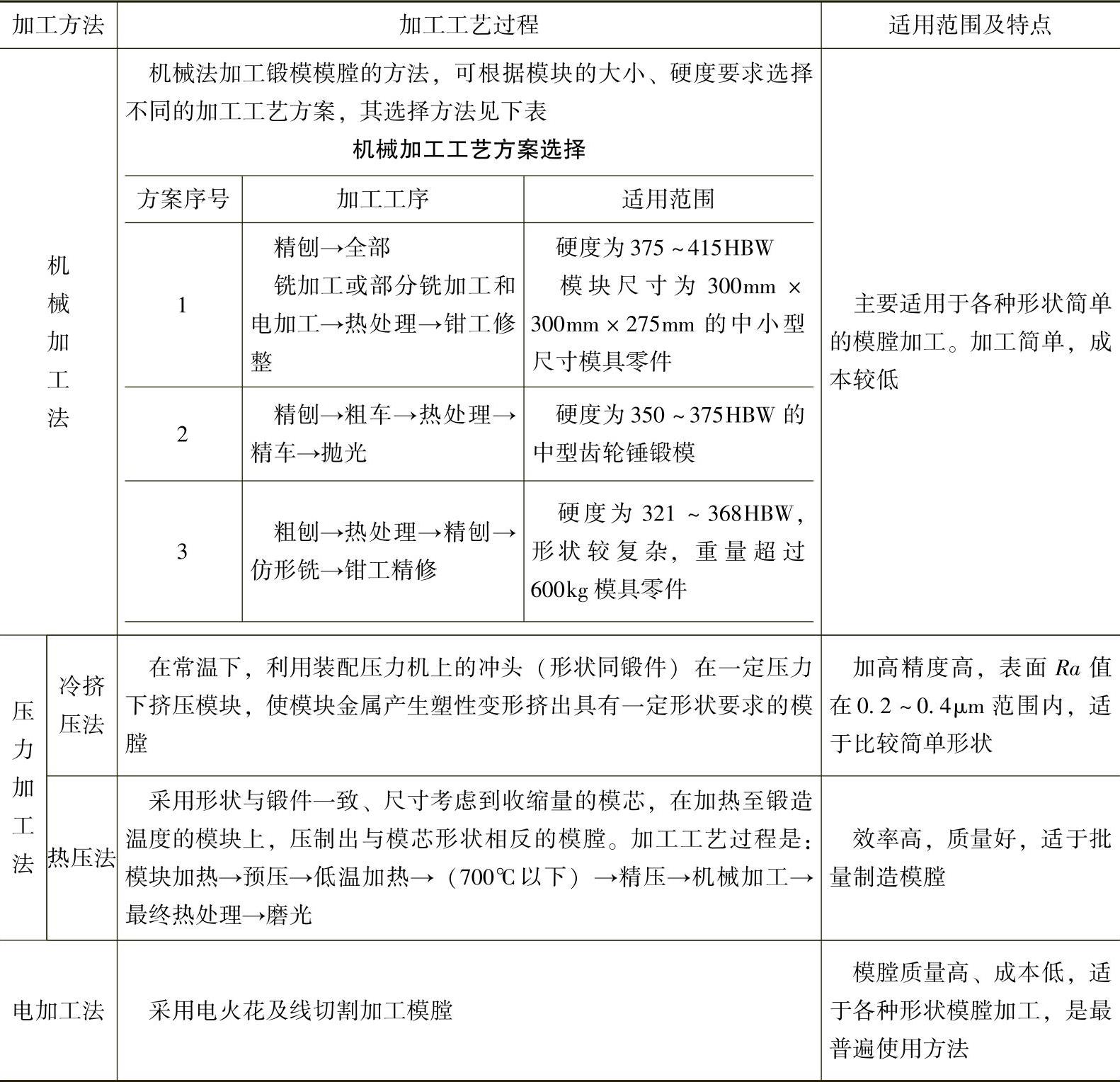
4.锻模模膛加工
锻模模膛加工方法见表8-61。
表8-61 锻模模膛加工方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。