



制造模具零件所用的型材,主要有圆钢及钢板两种类型。生产中,采用圆钢及钢板做为坯料,主要为的是方便加工。
1.采用锯割下料备坯
锯割下料主要是采用锯床将所需的坯料大小从其锯切断后,以备后续工序的锻造或车、刨、铣成形。但在切断时,一定要留有后续机械加工的加工余量。其余量大小参见表8-11预留。
表8-11 热轧圆钢最小加工余量 (单位:mm)
注:1.表中数值适用于淬火工件,若工件不需要车去脱碳层,则直径余量可适当减少20%~25%。
2.决定毛坯直径应根据钢材规格,适当选择相邻近的尺寸。
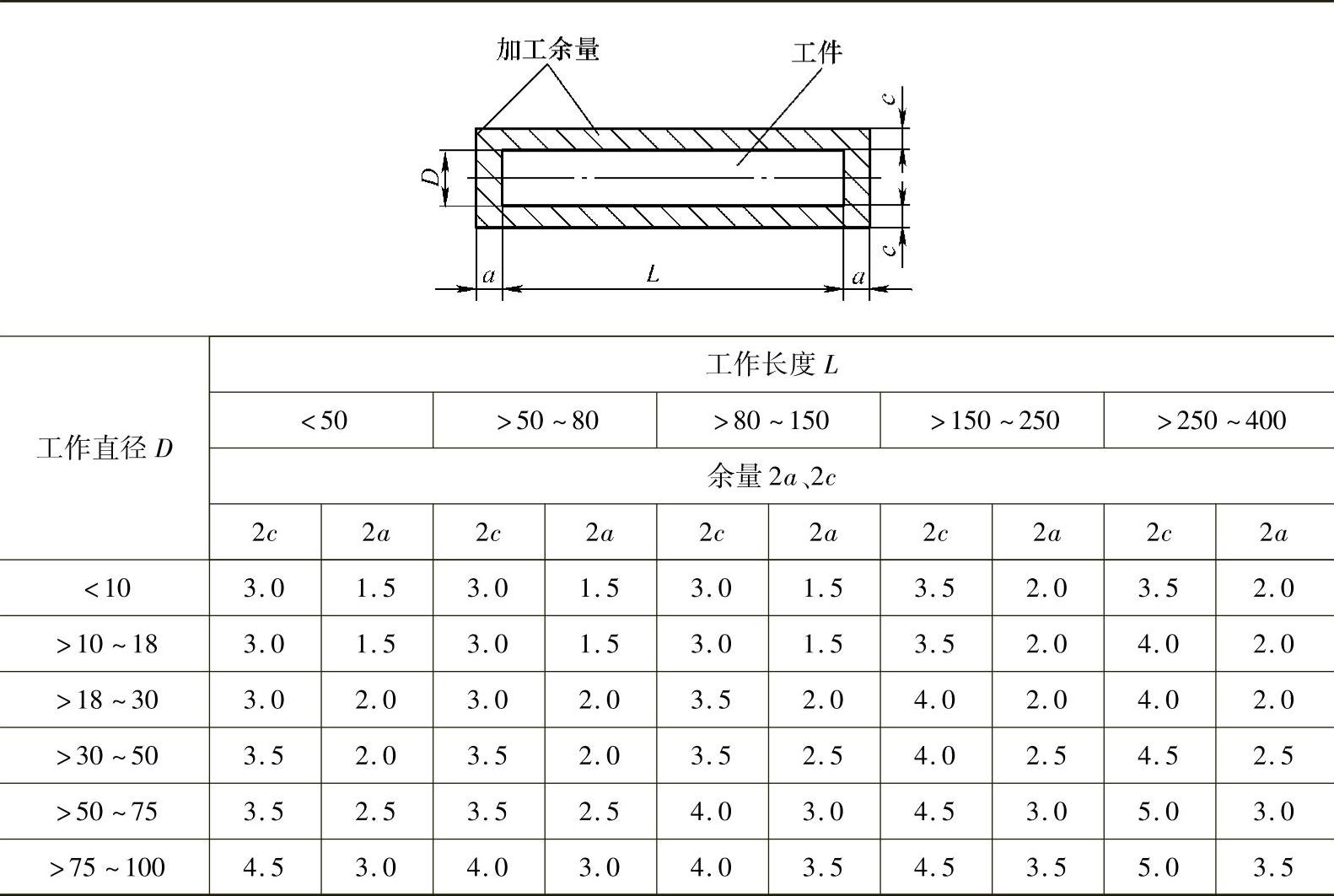
为方便起见,用圆钢车削零件时,其坯料的加工余量可按表8-12所列数值选取。而若进行锻压成长方体或正方体,其锻压的各方向尺寸应比实际尺寸各放大5~6mm,即在各方向上要留有5~6mm的刨削余量,加进零件实际尺寸中,一起按重量换算所需毛坯的大小。
表8-12 热轧圆钢棒最小车削加工余量 (单位:mm)(https://www.xing528.com)

注:按表中选取加工余量来决定毛坯直径时,应根据国家生产钢材的品种规格,选择临近的圆钢规格尺寸。
2.采用气割下料备坯
近年来,随着气割技术的发展,在冲模制造中越来越被广泛采用。这是因为,采用气割技术备料要比锻造、铸造方法成本低,且可大大缩短坯件的准备周期,给生产带来极大的方便。
气割件加工余量的大小,应视工件的精度要求和气割的质量而定。对于外形精度要求不高的零件(如上、下模板),采用精密切割即可达到图样尺寸要求。气割后,零件应及时进行退火处理,以防加工时产生裂纹而报废。气割加工余量的大小,可参照表8-13所示的数值。
表8-13 气割板材毛坯机械加工余量 (单位:mm)
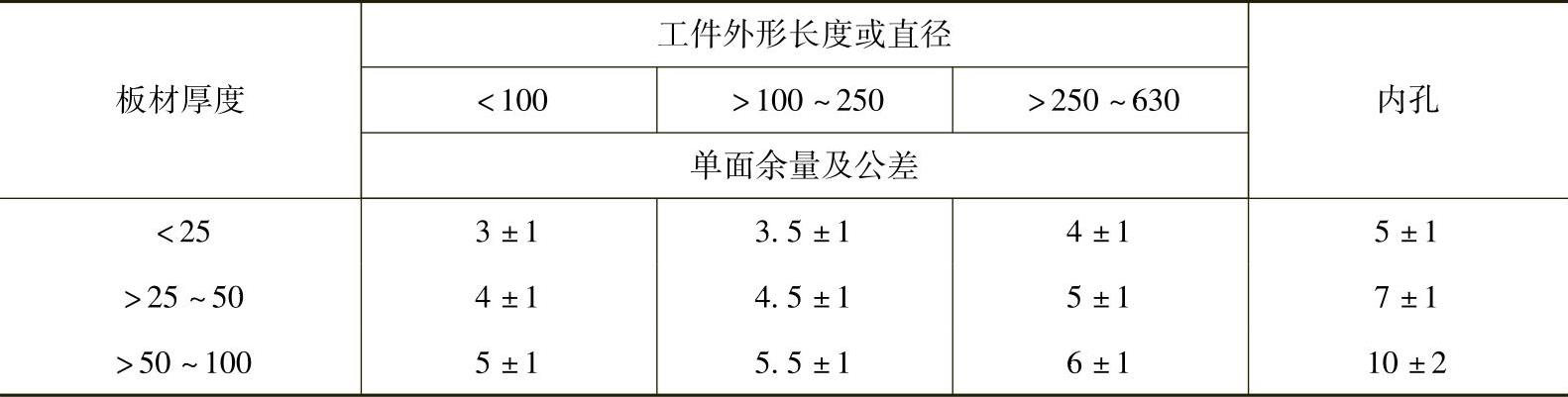
注:表中数值仅供参考。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。