



1.模具零件坯料锻造的目的
模具零件特别是主要成形工作零件如冷冲模的凸、凹模,塑料、压铸等型腔模的型腔、型芯以及某些模具辅助零件,如凸、凹模或型芯固定板、卸料板、垫板等所使用的坯料,都要经过锻造加工后,方可进行再加工成形。其坯料锻造加工目的是一方面可得到一定几何形状的毛坯以便于加工,节约原材料和降低工时费用,另一方面材料通过锻造时反复镦、拨之后,可以使材料内部组织细密,碳化物和流线分布合理,从而可达到改善零件的热处理性能和提高使用寿命的效果。
2.锻造坯料的技术要求
锻造坯料在锻造加工时,应满足下述技术要求:
1)坯料在锻造后,锻件的形状应与所加工零件形状基本相似,其加工后的表面不应有锻造夹层、裂纹、氧化皮及脱碳层等现象。
2)坯料锻造后,应留有一定的机加工余量。其加工余量大小可参见表8-5、8-6所示的数值预留。
表8-5 矩形坯料锻件预留机加工余量 (单位:mm)

(续)
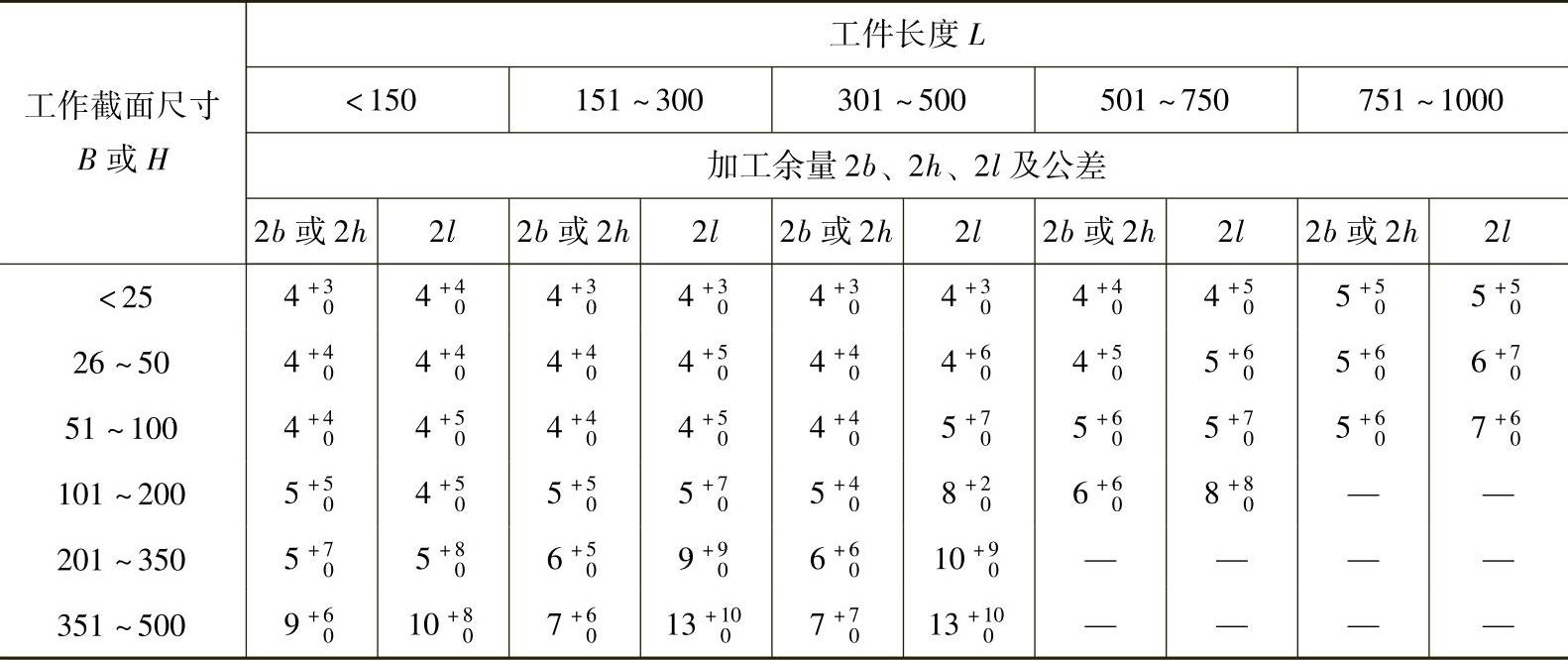
注:1.表列加工余量及公差均不包括锻件的凸面与圆弧。
2.应按H或B的最大截面尺寸选择余量。例如H=50mm、B=120mm、L=180mm的零件,其H的最小加工余量应按120mm取5mm,而不是按50mm取4mm。
表8-6 圆形锻坯的预留机加工余量 (单位:mm)
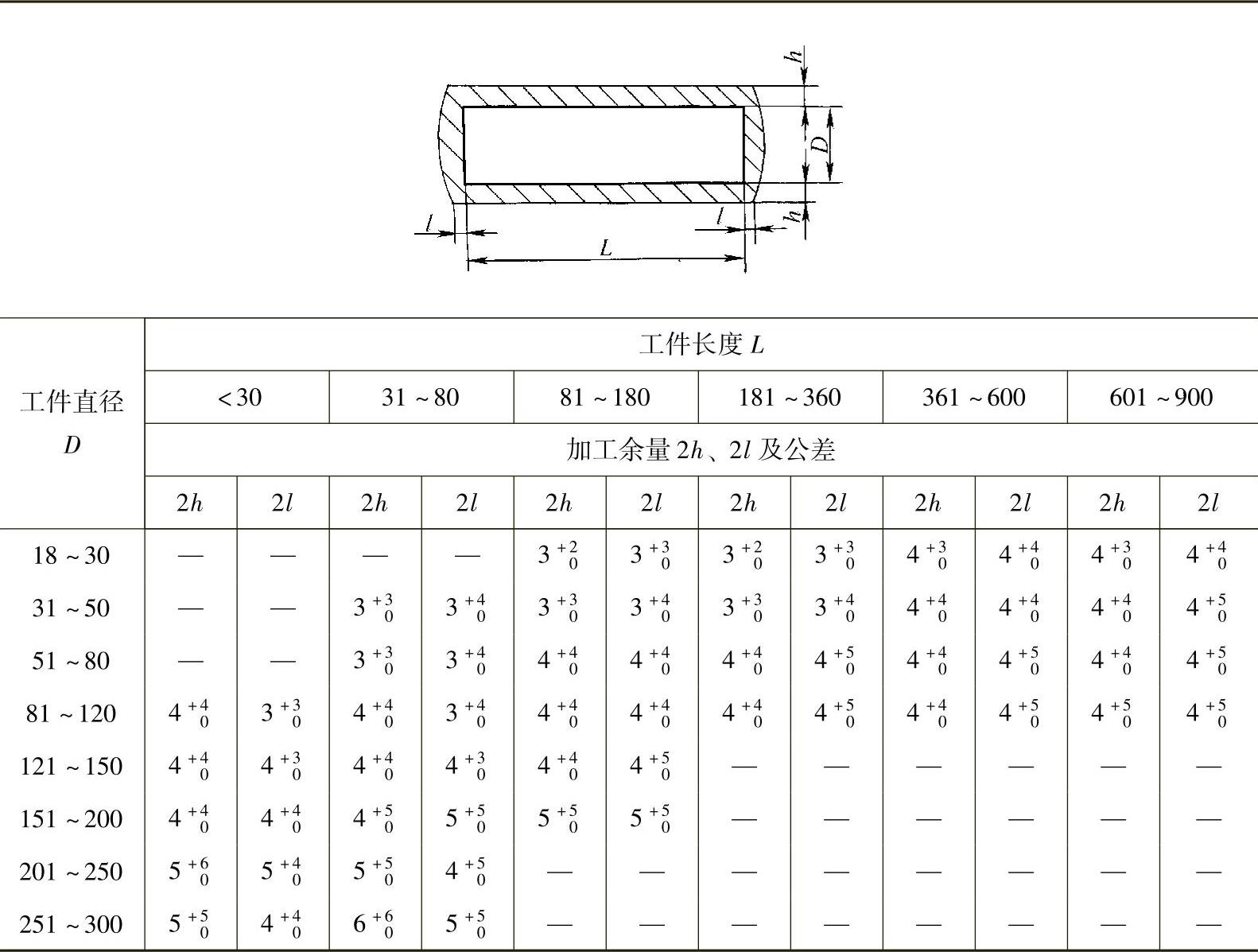
注:1.表列数值均不包括凸面及圆弧。
2.表列长度方向的余量及公差,不适于切断坯料。
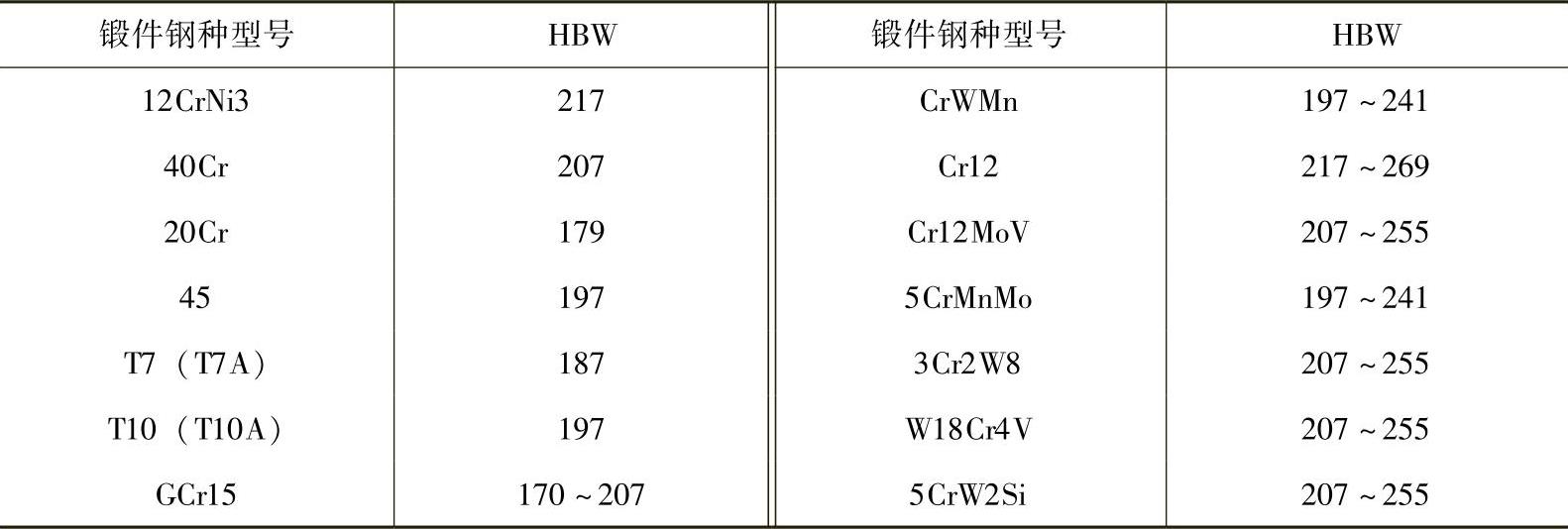
3)锻造后的坯件应进行正火、退火和调质处理,以便于后续工序的切削加工。其热处理后的硬度值应满足表8-7所规定的要求。(https://www.xing528.com)
表8-7 锻坯热处理后的硬度值
4)对于模具的主要成形零件,在锻造坯料时,应采用改锻工艺。即在锻造时,应对毛坯要经多次镦粗或拨长,以改进锻件致密度,使内部组织均匀,改善使用性能及力学性能。
3.锻造工艺规范
1)碳素钢和低合金钢的锻造工艺规范及要求见表8-8。
表8-8 碳素钢及低合金钢锻造工艺规范及要求
注:加热时工件间要留有间隙。
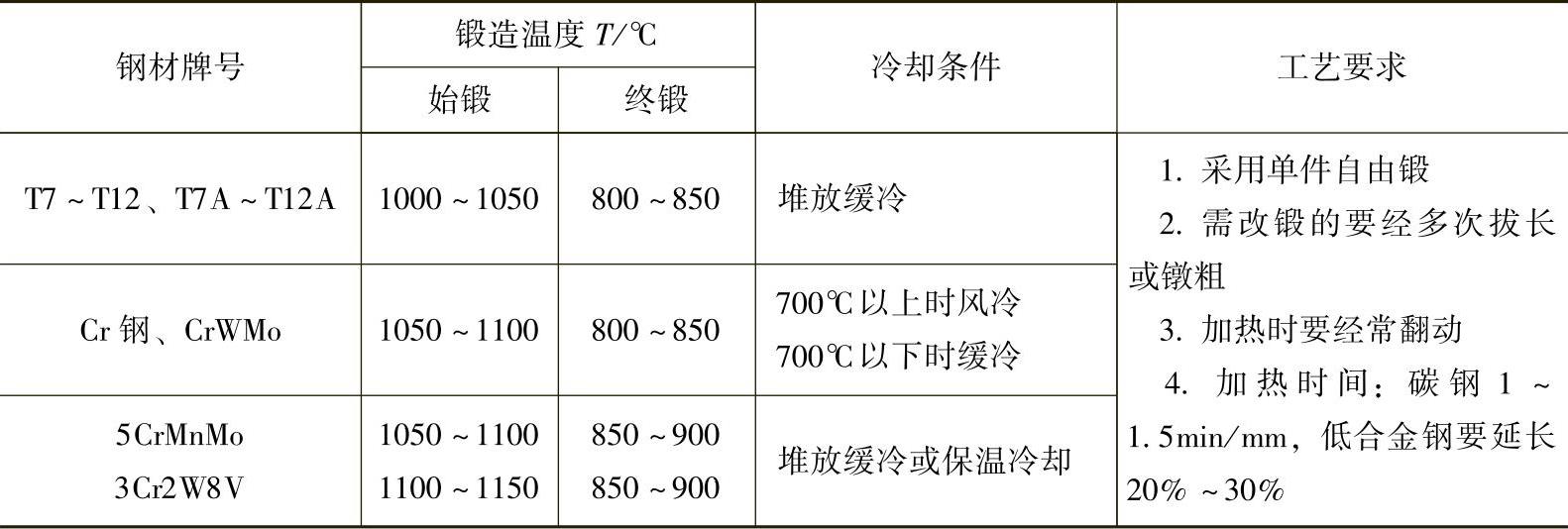
2)高铬合金钢及高速工具钢的锻造工艺规范及要求参见表8-9。
表8-9 高铬合金钢及高速工具钢锻造工艺规范

4.锻坯热处理
锻坯经过锻造以后,一般会形成有害的残留内应力。同时,由于冷作硬化作用而使表面硬度提高,故会影响后续的机械加工及零件质量。因此,在锻坯使用前,必须要经热处理退火,其工艺规范参见表8-10。
表8-10 各种钢材锻造后热处理退火规范
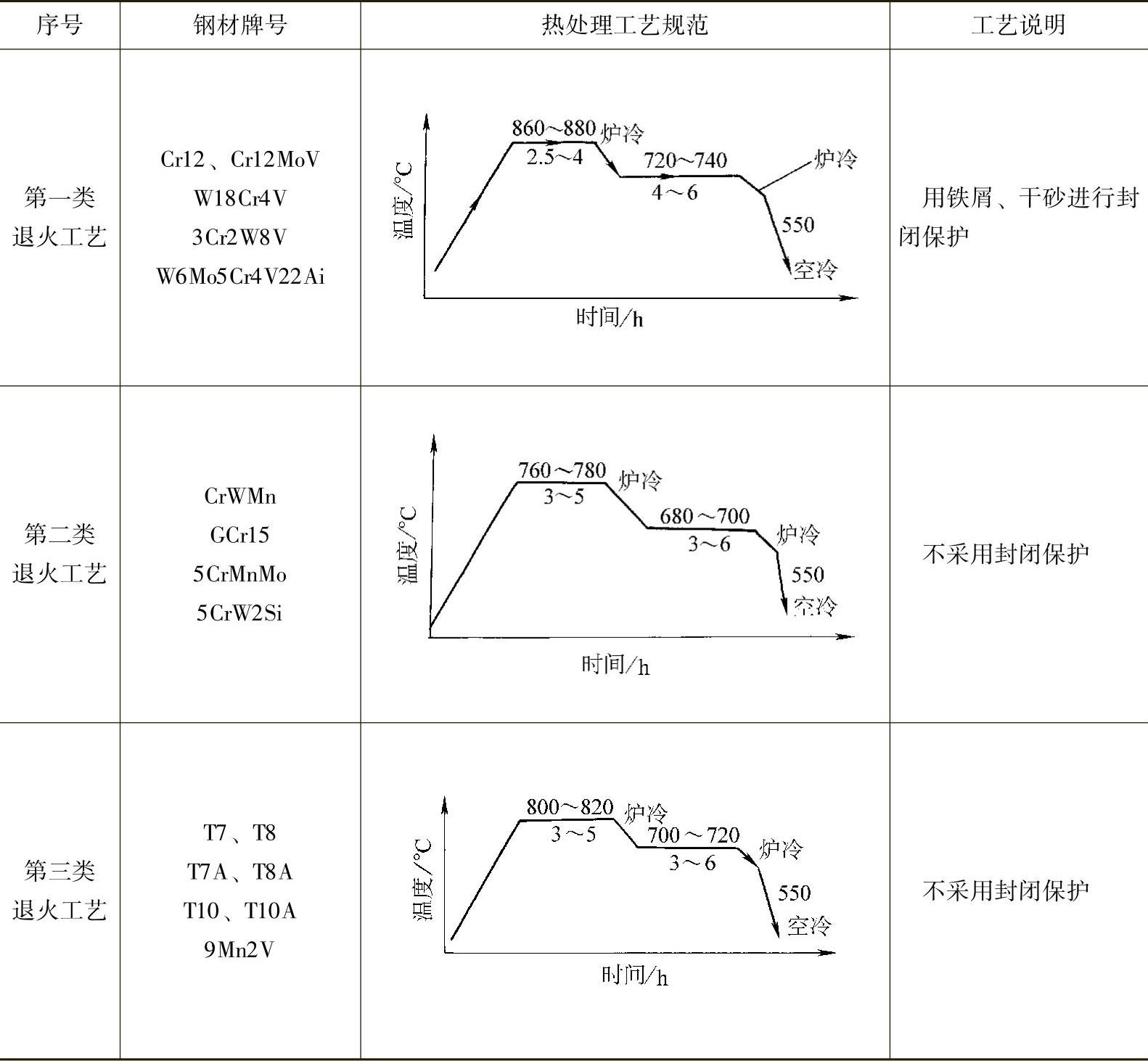
注:表中热处理工艺规范仅供参考。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。