



【摘要】:压缩模凸、凹模是主要成形工作零件,也是模具的核心部位,其尺寸精度直接影响到制件精度,必须要精心计算。计算方法见表5-14。2)嵌件较多时,收缩率取小些。3)塑件高度尺寸可取小些。
压缩模凸、凹模是主要成形工作零件,也是模具的核心部位,其尺寸精度直接影响到制件精度,必须要精心计算。计算方法见表5-14。
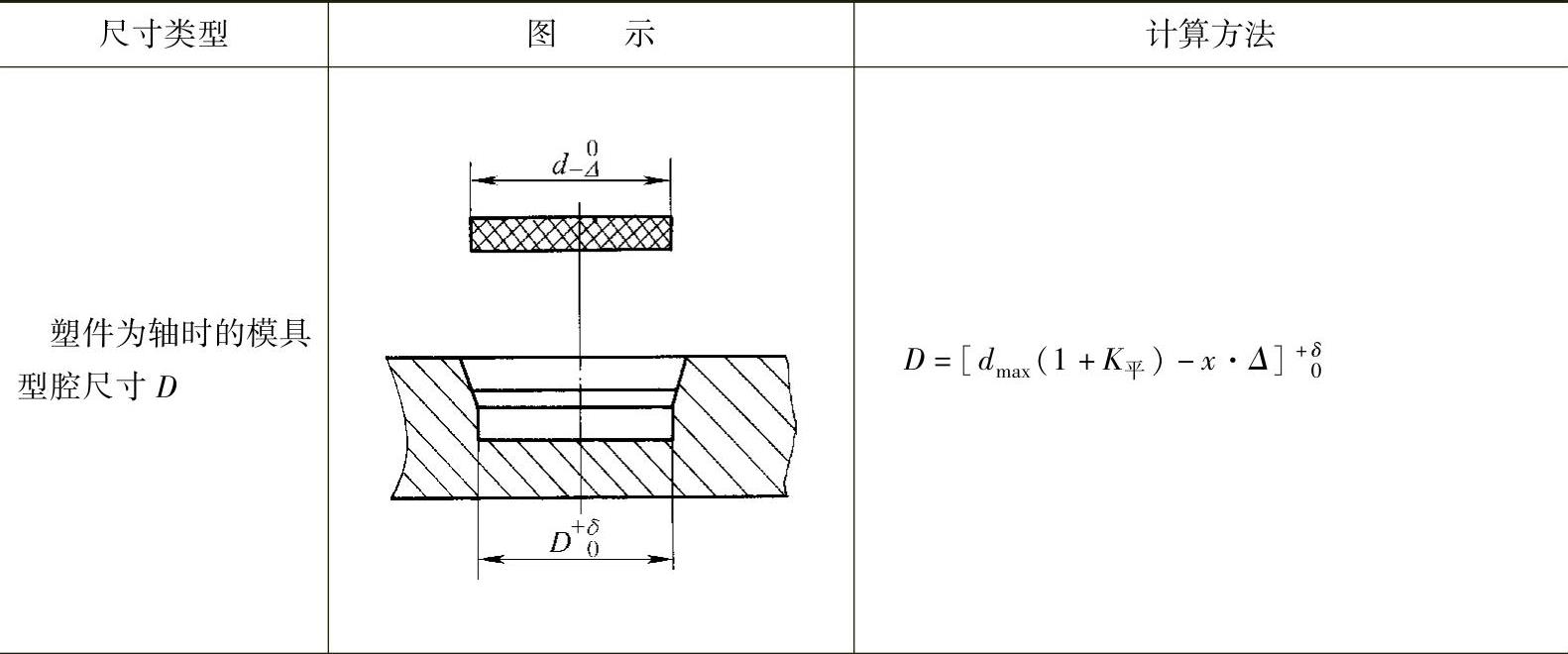
表5-14 压缩模凸、凹模工作尺寸计算方法
(续)

注:式中D—塑件为轴时凹模型腔尺寸(mm) L—模具中心距尺寸(mm)
dmax—塑件为轴直径最大尺寸(mm) L公称—塑件中心距公称尺寸(mm)
d—塑件为孔时凸模尺寸(mm) Lmin—塑件中心距最小尺寸(mm)
Dmin—塑件为孔时,孔最小尺寸(mm) Lmax—塑件中心距最大尺寸(mm)
H—成形塑件凹模深度尺寸(mm) K平—塑件平均收缩率,见表5-15
hmin—塑件高度最小尺寸(mm) x—修正系数,一般为1/2~1/4(塑件公差大取大(https://www.xing528.com)
hmax—塑件高度最大尺寸(mm) 值,公差小取小值)
h公称—塑件高度公称尺寸(mm) Δ—塑件公差(mm)
δ—模具制造公差一般(1/6~1/4)ΔC—飞边厚度,一般取0.1~0.2mm
表5-15 常用热固性塑料收缩率K值

由于影响收缩率的因素很多,故一般应按收缩率范围中间值选取,或适当考虑下述因素:
1)塑件壁较厚时,则收缩率取大些。
2)嵌件较多时,收缩率取小些。
3)塑件高度尺寸可取小些。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。