



1.型腔数与加料室形式选择
压缩模型腔个数的确定主要根据塑件生产批量及塑件尺寸大小和形状复杂程度而定,其方法见表5-6-1。即大型或较大型塑件或生产批量较小时,一般要选单型腔,而批量较大、尺寸较小、形状比较简单的塑件,为提高生产率,在设计时,一般要采用多型腔压缩模结构。
在确定型腔个数时,应结合加料室的结构形式做综合考虑。如图5-3所示单型腔,即在一模只设置一个型腔,它是以型腔的延伸或扩大(半封闭式压缩模)作为加料室,其结构简单、容易加工制作,并能保证制品塑件的精度,故移动式压模一般都采用这种加料室形式。
图5-4a所示为一多型腔多加料室结构。即在一模内采用多腔,而每个型腔都设有单独的加料室。若采用这种多腔加料室,在加料时的加料量难以控制,故采用的比较少,只适于压制批量不大的中、小型塑件;而图b所示是一一模多腔共用加料室结构,其制造方便,加料简单,主要适用于流动性较好的,批量大的中小型塑件压缩模。
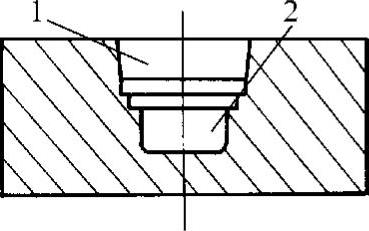
图5-3 单型腔加料室
1—加料室 2—型腔

图5-4 多型腔加料室
a)多加料室 b)共用加料室1—加料室 2—型腔
2.加料室尺寸计算
压缩模的加料室主要供塑料粉用。其容积应保证装入压制塑件所用的塑粉后,还应留有5~10mm深的空间,以防止压制时塑粉溢出模外。加料室可以是型腔的延伸,也可以根据具体情况,按型腔形状扩大成圆形、矩形或其他形状。其加料室的体积及高度,所按下述方法确定:
(1)加料室的容积确定
塑粉的容积可按下式计算:
V料=K压V件
或 V料=V件ρu=G件v(https://www.xing528.com)
式中 V料——塑料粉的容积(cm3);
K压——塑料粉的压缩率,查表5-12;
V件——塑件的体积(cm3);
v——塑料粉的比体积(cm3/g),表5-12;
ρ——塑件的密度(g/cm3),表5-12;
G件——塑件质量(g)。
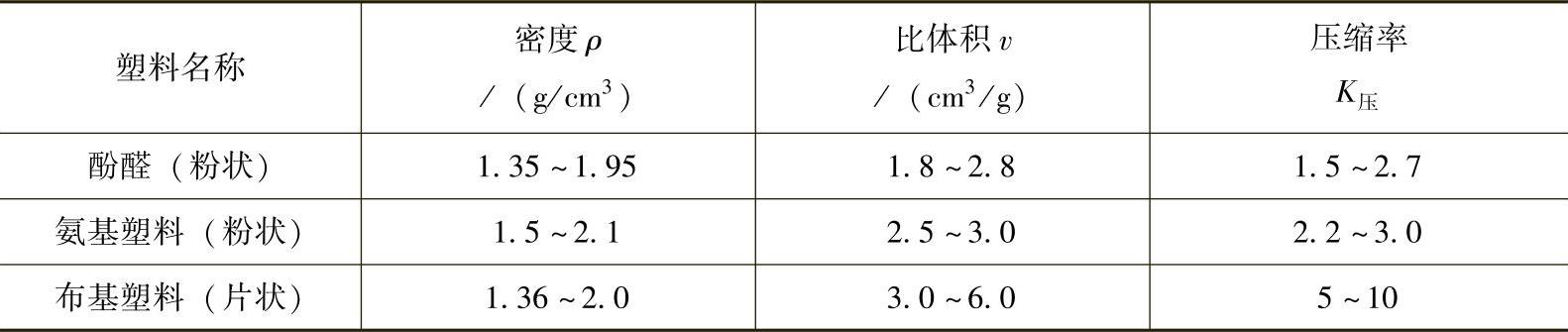
其中v、ρ、K压见表5-12所示。计算时可从表中查取。
表5-12 常用热固性塑料密度、比体积及压缩率
(2)加料室高度计算
加料室高度尺寸与塑件形状、型腔结构有关。其计算方法见表5-13。
表5-13 加料室高度尺寸计算

(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。