



压铸模主体结构主要分整体式结构(图4-12)和镶拼式结构(图4-13)两种类型。在设计时,除了要根据前述的选用压铸机型号来确定其结构组成形式外,还要根据铸件的形状复杂程度以及批量大小来确定其采用哪种类型的结构比较合理、实用。但不论采用何种形式,都应尽量依据标准GB/T4678—2003的结构设计。其选择方法是:
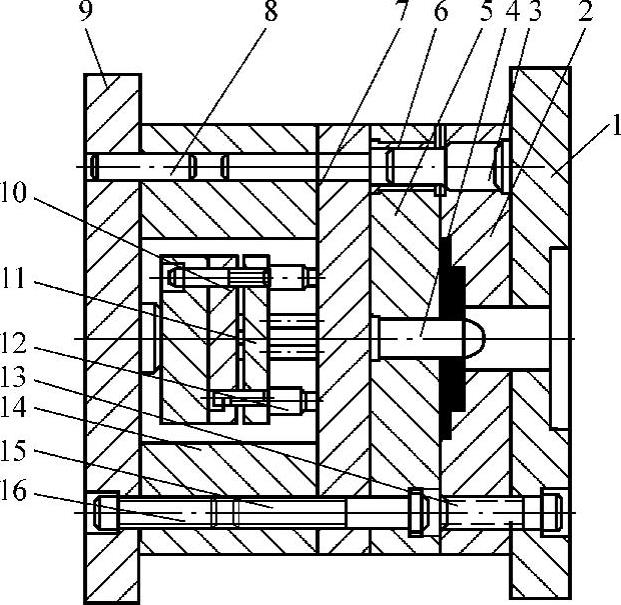
图4-12 整体式压铸模
1—定模座板 2—定模板 3—导柱 4—分流锥 5—动模板 6—导套 7—支承板 8—圆柱销 9—动模座板 10—推板垫板 11—推板固定板 12—推杆 13、15、16—螺钉 14—垫块
 (https://www.xing528.com)
(https://www.xing528.com)
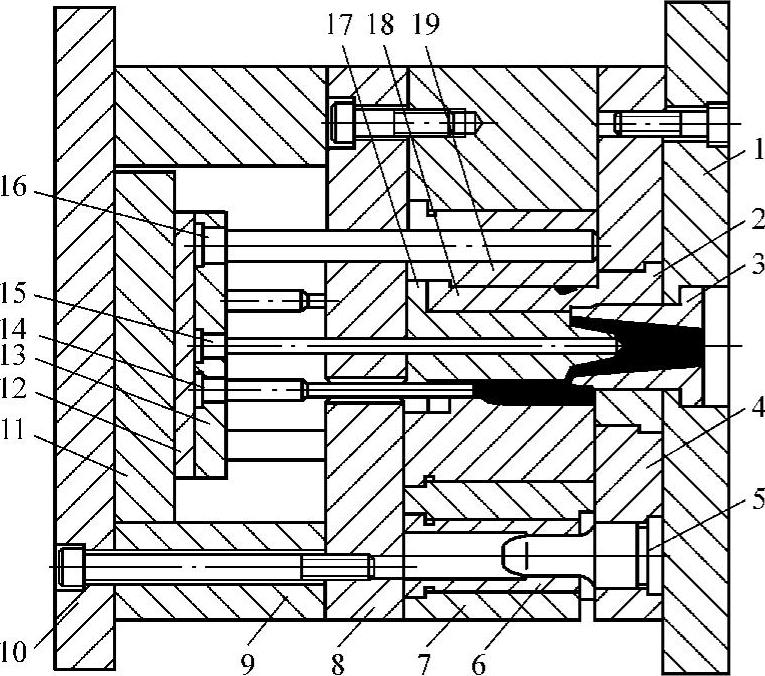
图4-13 镶块式压铸模
1—定模板 2—定模镶块 3—浇口套 4—定模套板 5—导柱 6—导套 7—动模套板 8—支承板 9—垫块 10—动模座板 11—推板垫板 12—推板垫块 13—固定板 14、15—推杆 16—反推杆 17—分流锥 18、19—动模镶块
1)对于铸件形状不太复杂的小型制品零件应采用整体式结构。如图4-12所示的模具是一整体式压铸模结构,即型腔直接开设在定、动模模板上,不另设定、动模套板。若制品零件比较简单时,在动模板上可直接钻导孔,不另设导套。这样可大大简化模具结构,加工容易。同时,制件表面光洁,模具也易于开设冷却水道。
2)对于需要型腔较深、形状复杂的大中型零件,以及多型腔的制品零件应选用镶拼式模具结构。如图4-13所示的模具,其模具的型腔与型芯分别由镶块18、19、2组成,并把其嵌镶在套板内加以固定。这类模具结构比较复杂,制品表面易产生镶件痕迹,但其模架目前已实现标准化,设计时只确定镶块结构及型腔尺寸,其余均可采用标准坯件,设计时比较方便、简捷,为一常用的模具结构。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。