



【摘要】:表4-15 立式压铸机用压铸模直浇道结构与尺寸2.卧式冷压室压铸机用直浇道卧式冷压室压铸机用直浇道结构及尺寸设计见表4-16。图4-9 分流锥结构形式5.直浇道设计注意事项1)直浇道内孔应当有较细的粗糙度,其表面粗糙度Ra﹤0.20μm以下,而且加工纹路应与出模方向一致。2)热压室压铸机直浇道应设置较长的分流锥,以调整直浇道的截面积,控制金属液的流向,减少金属消耗。为适应高效率生产,应对浇口套和分流锥设置冷却系统。
1.立式冷压室压铸机用直浇道
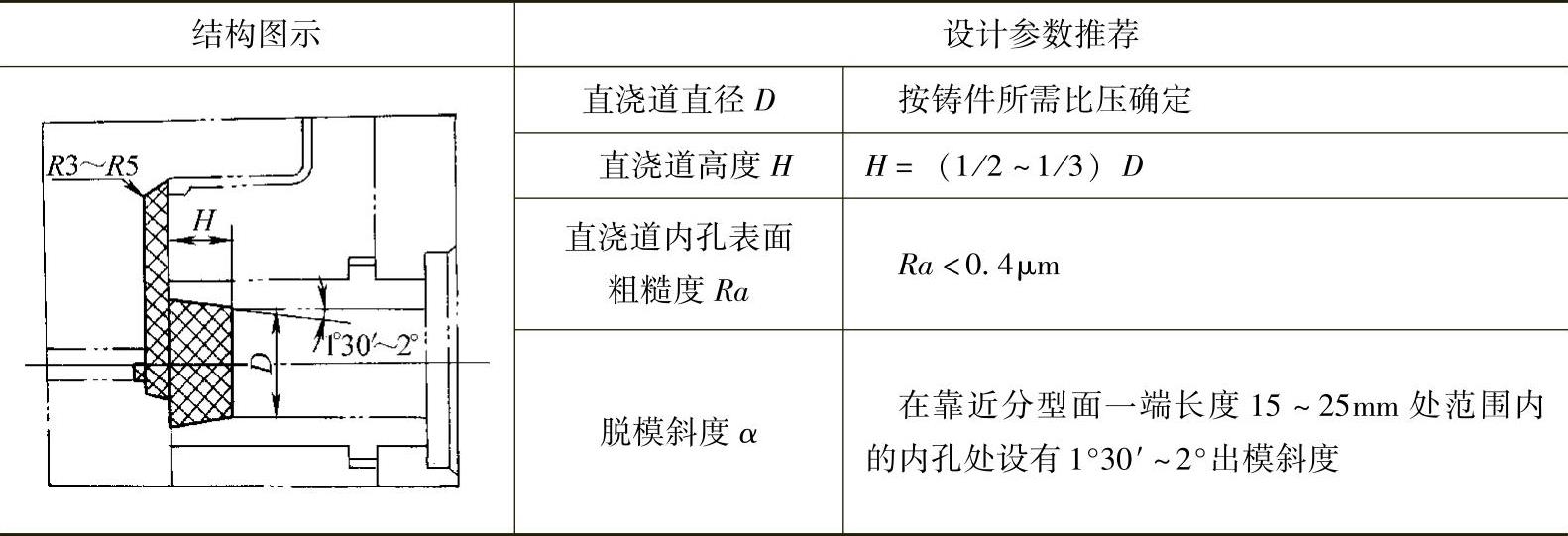
立式冷压室压铸机用压铸模直浇道设计方法见表4-15。
表4-15 立式压铸机用压铸模直浇道结构与尺寸

2.卧式冷压室压铸机用直浇道
卧式冷压室压铸机用直浇道结构及尺寸设计见表4-16。
表4-17 热压室压铸机直浇道结构与尺寸
3.热压室压铸机直浇道
热压室压铸机用直浇道结构尺寸推荐见表4-17。
表4-16 卧式冷压室压铸机用直浇道结构及尺寸
 (https://www.xing528.com)
(https://www.xing528.com)
4.分流锥的设置
在设计浇注系统时,为调整直浇道的截面积,改变金属液的流向,减少合金溶液的消耗量,一般应考虑在直浇道中设置分流锥,以作为合金的分流,如图4-8所示件4。
分流锥的基本结构见图4-9。图a为圆锥形分流锥,这种分流锥导流效果好、使用寿命长,是应用最为广泛的一种结构形式;图b为偏心圆锥形分流锥,适用于将合金导至一个方向(转90°)的单型腔侧向分流;图c所示为在圆锥面上开凹槽的分流锥,有利于将废料从浇道口拉出,可在特殊条件下使用。图a为中心设推杆分流锥,导向、排气较好,被广泛采用;图e分流锥易实现标准化。
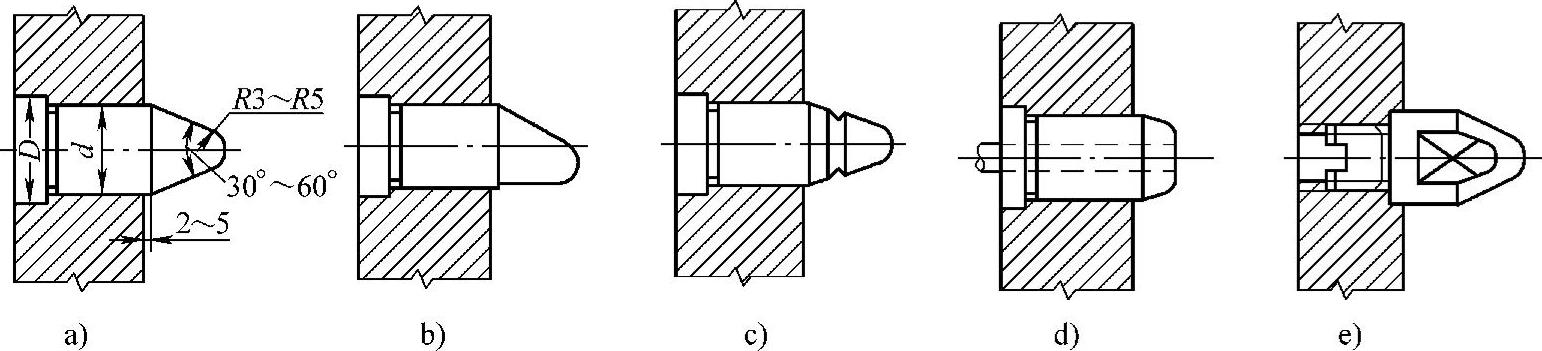
图4-9 分流锥结构形式
5.直浇道设计注意事项
1)直浇道内孔应当有较细的粗糙度,其表面粗糙度Ra﹤0.20μm以下,而且加工纹路应与出模方向一致。
2)热压室压铸机直浇道应设置较长的分流锥,以调整直浇道的截面积,控制金属液的流向,减少金属消耗。为适应高效率生产,应对浇口套和分流锥设置冷却系统。
3)卧式压铸机的压射冲头与压室、浇口套之间保持较高的同轴度,配合间隙要选择恰当。其配合关系见表4-18。
表4-18 浇口套、压室和压射冲头的配合 (单位:mm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。