



【摘要】:在设计模具选用压铸机型号时,应首先根据制件形状大小来确定所需的锁模力大小,并要使计算确定的锁模力一定要小于压铸机所具备的公称锁模力,模具设计后才能在此压铸机上使用,否则要另选锁模力大的压铸机。表4-9 常用压铸合金的压射比压在模具设计时,除了使选用的压铸机公称锁模力必须大于所计算的压铸件需用锁模力外,一般要尽量减小型腔反压力作用中心与压铸机压力中心的距离s,或采用偏心喷嘴压室。
锁模力是指制品在压铸过程中,能锁紧模具分型面,防止合金飞溅所用的力,它是保障制件质量及尺寸精度压铸机的重要参数之一。在设计模具选用压铸机型号时,应首先根据制件形状大小来确定所需的锁模力大小,并要使计算确定的锁模力一定要小于压铸机所具备的公称锁模力,模具设计后才能在此压铸机上使用,否则要另选锁模力大的压铸机。
锁模力的确定与计算,一般分两种情况:
1)模具型腔与压铸机压力中心相重合时,其锁模力大小可按下式计算:
P锁=KpF
2)模具型腔与压铸机压力中心偏离时,其锁模大小可按下式计算:
P锁=1.25psF
式中 P锁——铸件压铸时所需的锁模力(kN);
F——铸件在分型面上的投影水平面,其中包括浇口及溢流槽(cm2);(https://www.xing528.com)
K——安全系数。一般为1.15~1.3,其中复杂铸件应取较大值,反之取较小值;
s——模具边缘至模具型腔反压力作用中心的距离(cm);
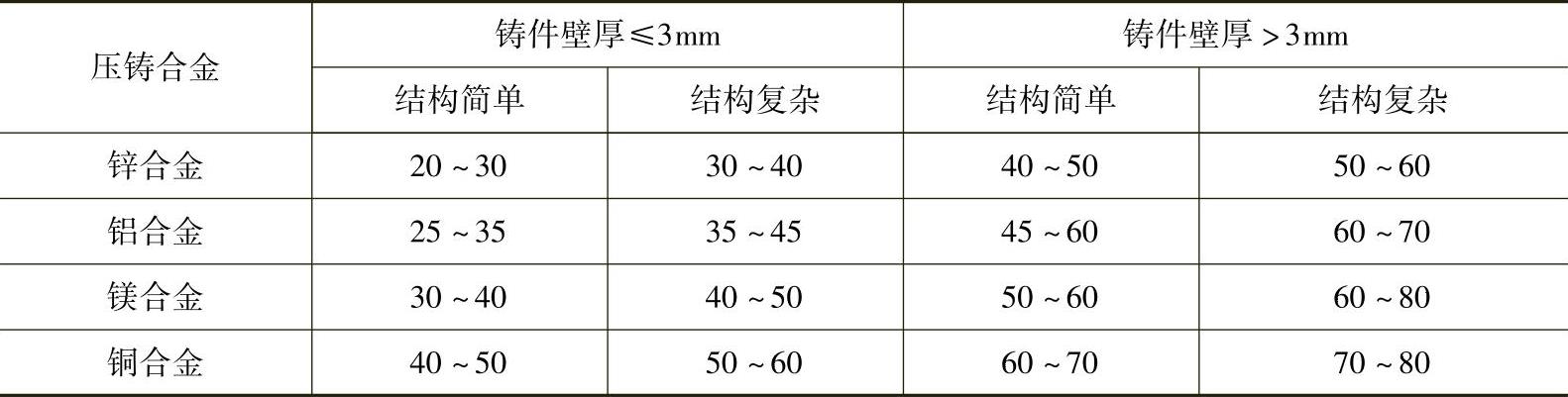
p——压射比压(MPa)。各种合金材料的压射比压见表4-9。
表4-9 常用压铸合金的压射比压(MPa)
在模具设计时,除了使选用的压铸机公称锁模力必须大于所计算的压铸件需用锁模力外,一般要尽量减小型腔反压力作用中心与压铸机压力中心的距离s,或采用偏心喷嘴压室(立式压铸机)。若偏离中心过大,也可采用加大模具外形尺寸的方法,使中心尽量重合。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。