



压铸机是压铸生产的专用设备。目前常用的压铸机主要分热压室压铸机和冷压室压铸机两种类型。其中,冷压室压铸机又可分为立式压铸机、卧式压铸机和全立式压铸机三种不同结构形式。
1.热压室压铸机
热压室压铸机,其压室埋入坩埚内,与合金液相通,压室与压射冲头始终浸入融熔合金液中。在压铸时,合金液由压室从液面下直接被推入模具型腔,合金液的温度波动范围很小,杂质不易带入模具型腔,故压铸出的制品质量较好。同时,操作程序简单,不需单独供料,压射动作能自动进行,生产效率高。热压室压铸机一般压射比压较低,通常仅适用于压铸铅、锡、锌等低熔点合金制品零件,也可用于镁合金的压铸。常用的热压室压铸和主要技术参数见表4-6。
2.卧式冷压室压铸机
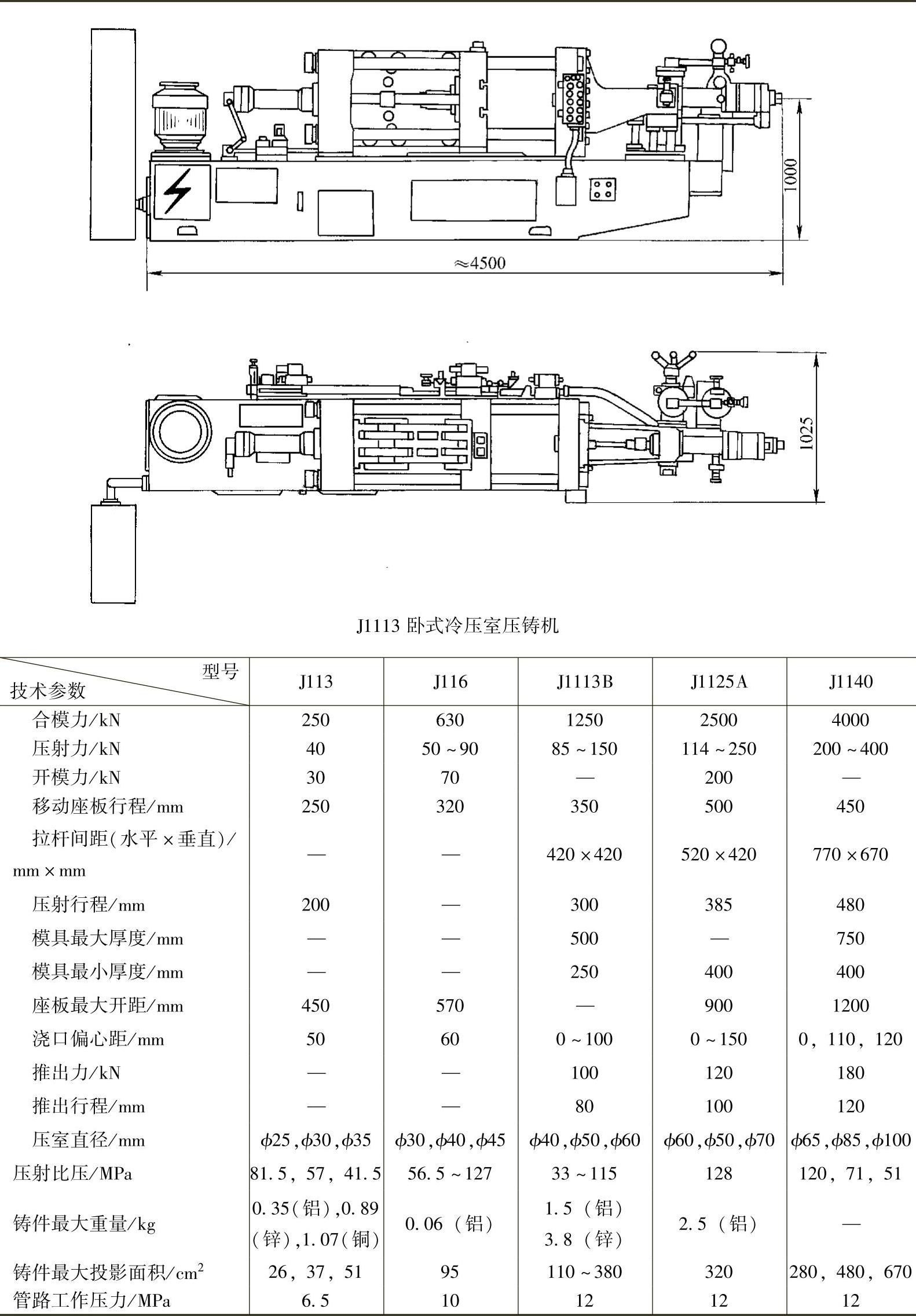
卧式冷压室压铸机结构较简单,操作方便。其合金液进入模具型腔时转折少,压力损失小,有利于增压。合金液在压室内与空气接触面积较大,故压射时,容易卷入空气和杂质,影响产品质量。但卧式冷压室压铸机一般都设有偏心和中心两个浇注位置或在偏心及中心之间任意调节。这又给模具设计带来方便性。同时,卧式冷压室压铸机在压铸时程序较简单,生产效率较高,维修方便,易实现自动化生产。主要适用于有色及黑色金属的压铸。表4-7为常用卧式冷压室压铸机主要技术参数,供设计模具选用压铸机时参考。
表4-6 热压室压铸机主要技术参数
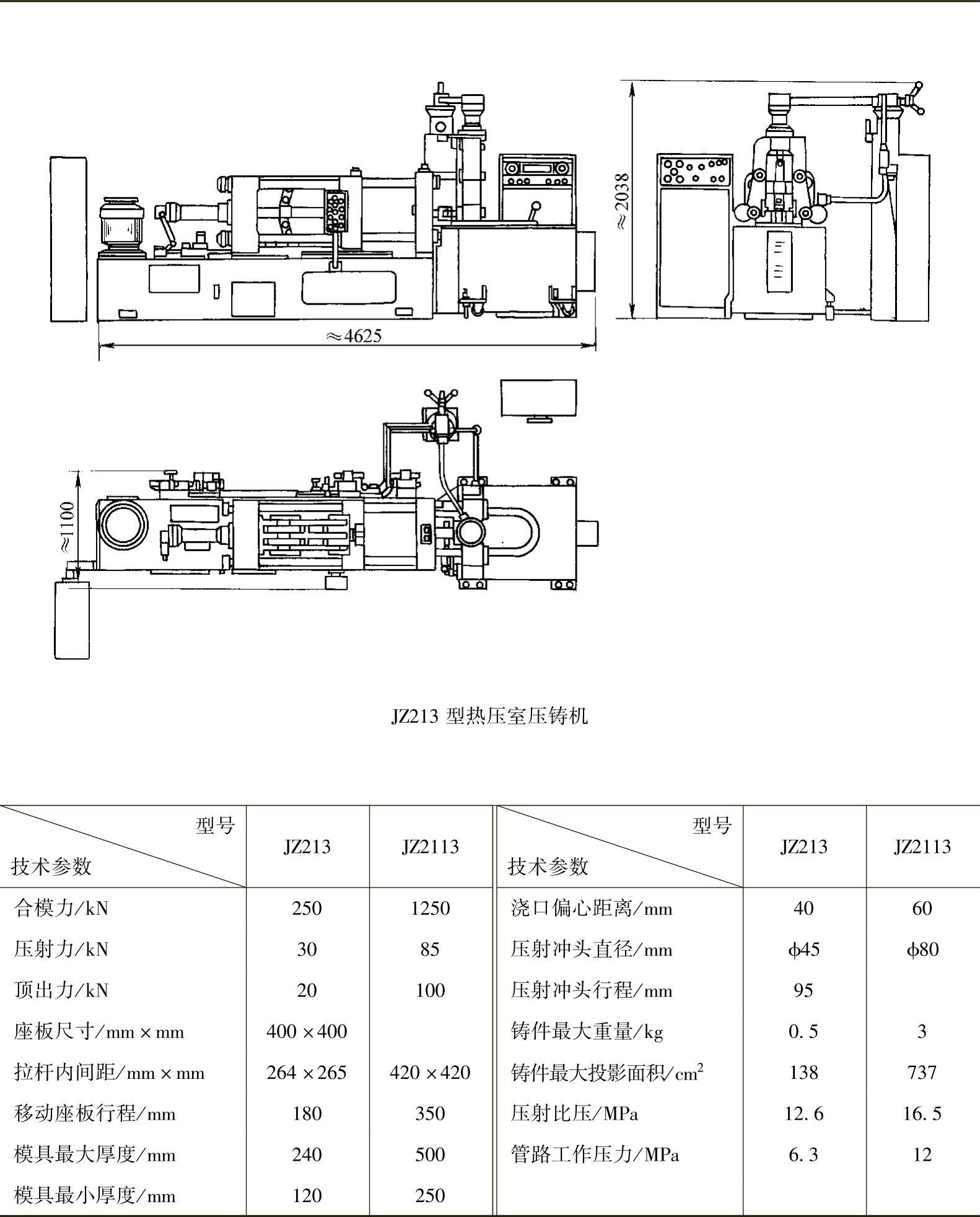
注:铸件最大重量,指锌合金,其他可参考。
表4-7 卧式冷压室压铸机技术参数(https://www.xing528.com)
3.立式冷压室压铸机
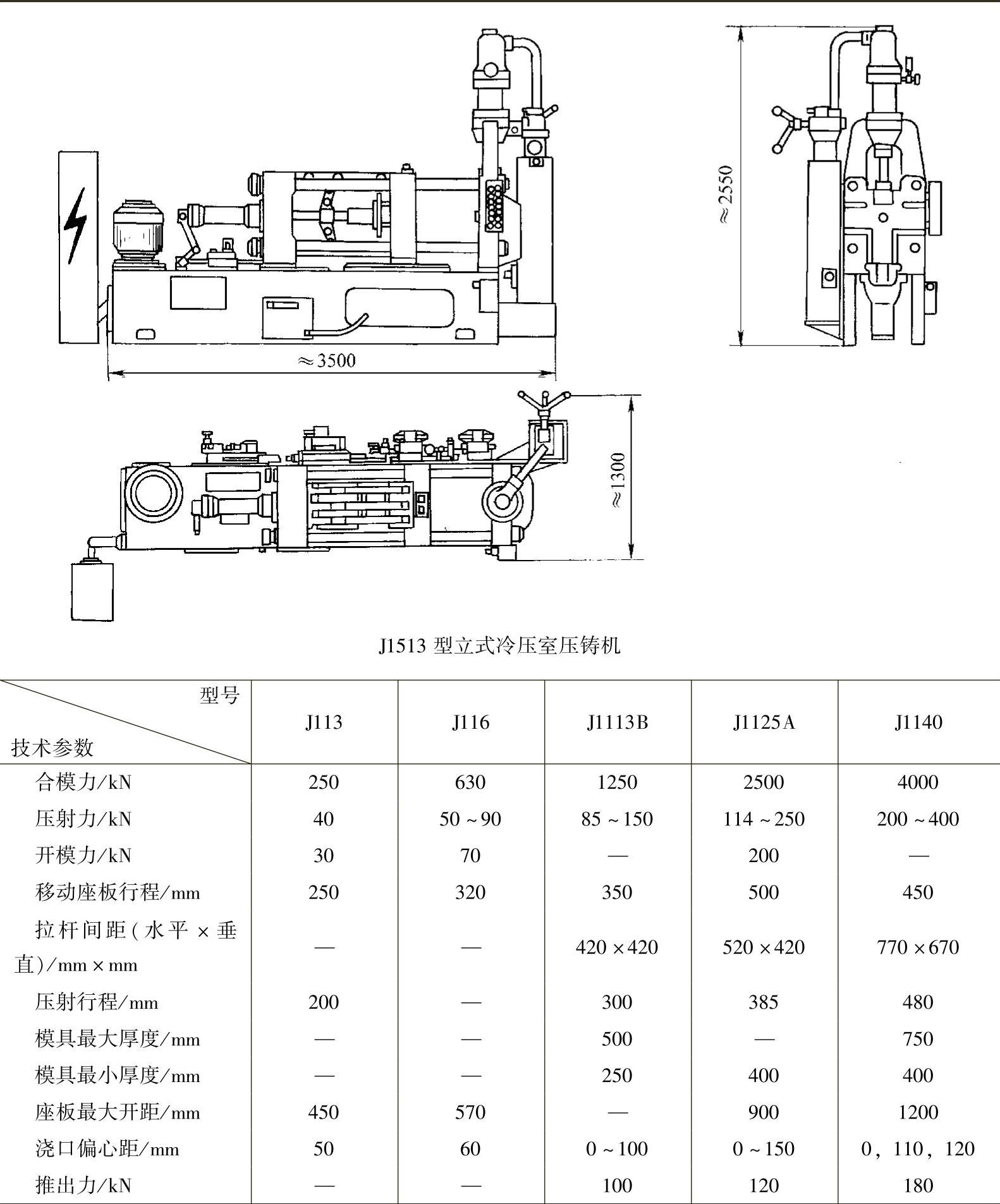
立式冷压室压铸机其压射机构垂直于模具水平放置方向。其占地面积较小,金属压射进模具型腔时要经过转折,有利于避免杂质进入型腔,故制品质量好。但需要切断余料后,模具才能开模取件,生产效率较低。由于冲头上、下运动,其动作平稳,适于压铸嵌件较多的有色金属合金制件,如电动机转子类及带硅钢片的铸件。其规格型号以及技术参数见表4-8。
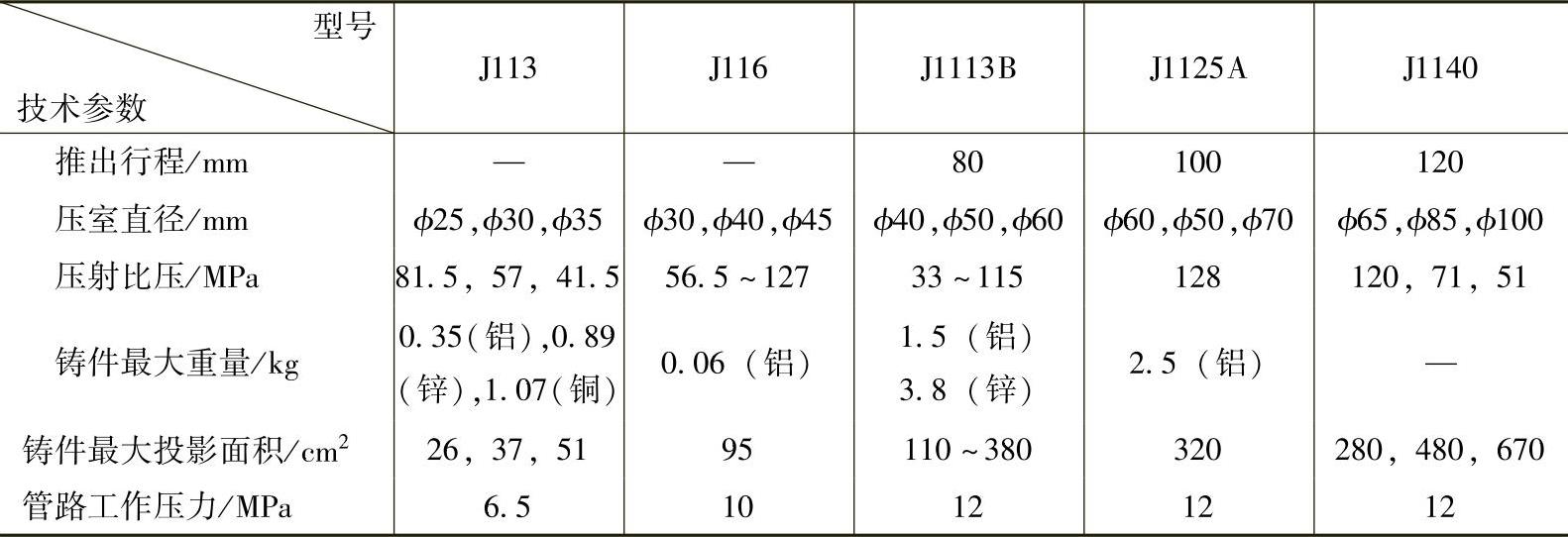
表4-8 立式冷压室压铸机主要技术参数
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。