



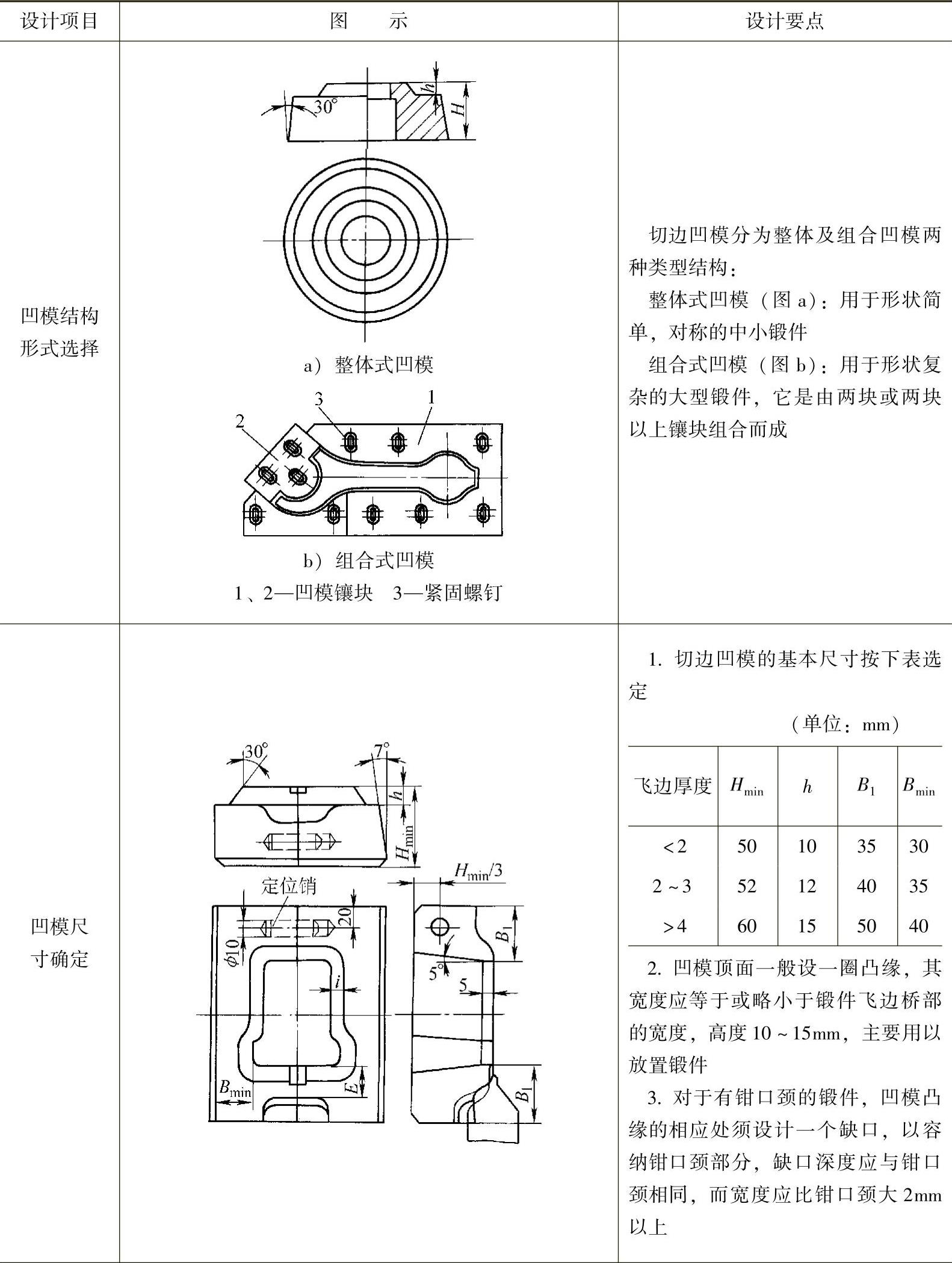
【摘要】:而在某些锻件中带有冲孔连皮,则又必须设冲孔工序,将连皮去掉,其冲孔所使用的模具又称冲孔模。切边模、冲孔模是模锻生产不可缺少的锻造模具。表3-69 切边(冲孔)模结构特点及应用(续)(续)2.凸、凹模设计切边凹模切边凹模设计要点见表3-70。
在锻造生产中若使用开式锻模,则在锻件成形后会产生横向飞边,为得到合乎尺寸要求的锻件,必须采用切边工序将飞边切除,其使用的模具称为切边模。而在某些锻件中带有冲孔连皮,则又必须设冲孔工序,将连皮去掉,其冲孔所使用的模具又称冲孔模。切边模、冲孔模是模锻生产不可缺少的锻造模具。
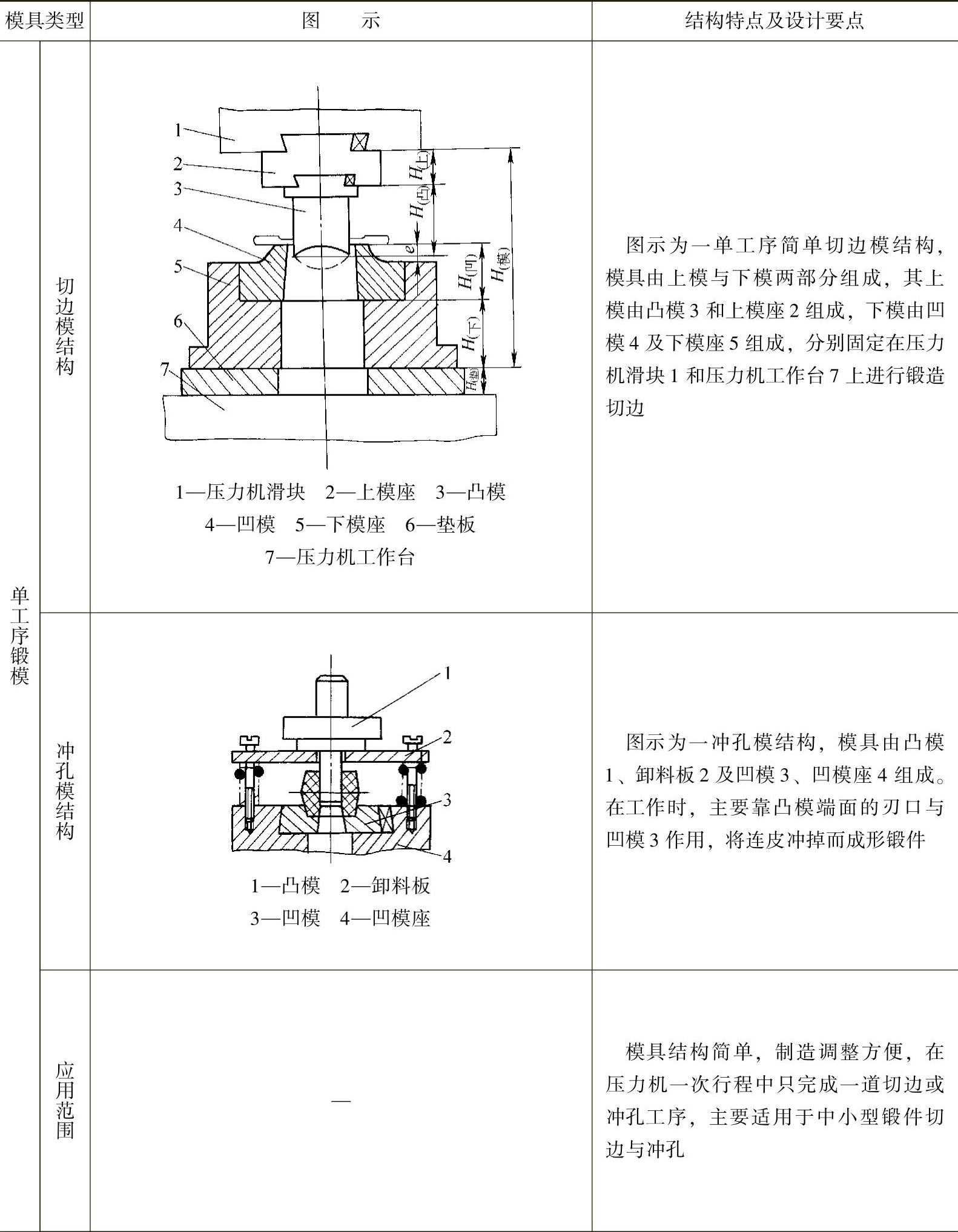
1.切边、冲孔模结构选择
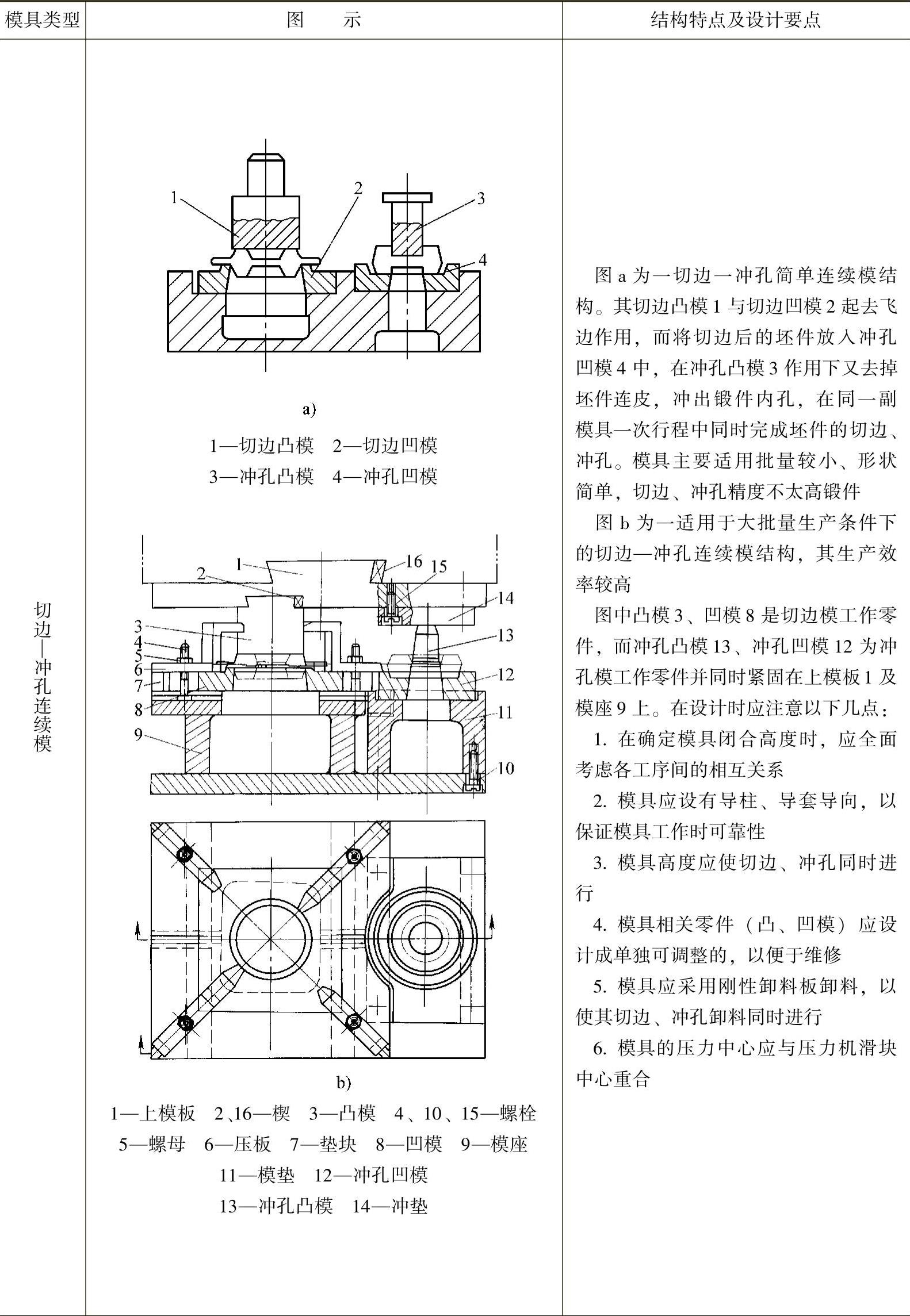
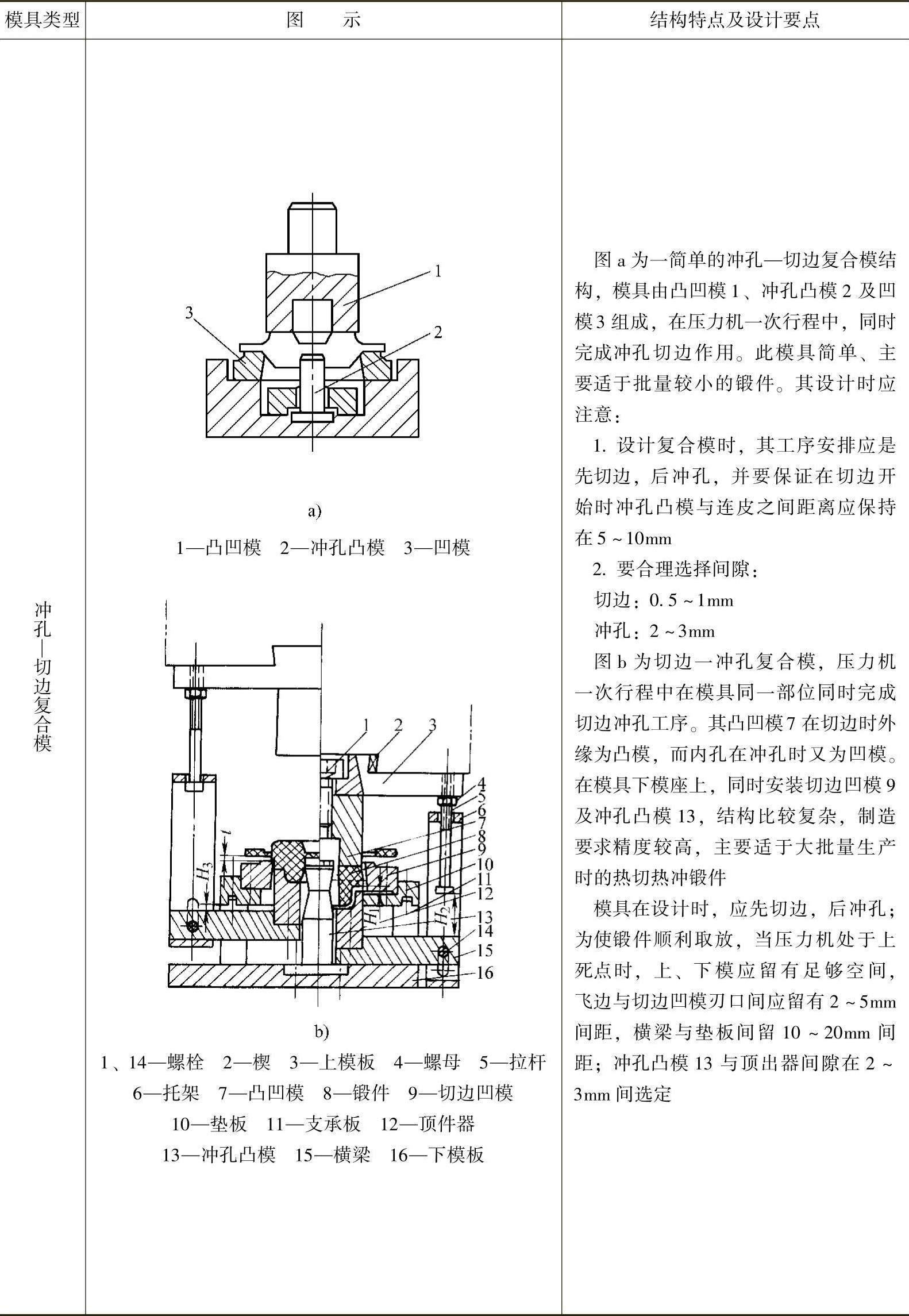
在锻造生产中,根据批量大小可选用单工序的切边、冲孔模,也可以选用切边冲孔连续模以及复合模。其各类模具的结构特点及适用范围见表3-69。
表3-69 切边(冲孔)模结构特点及应用
(续)
(续)
2.凸、凹模设计
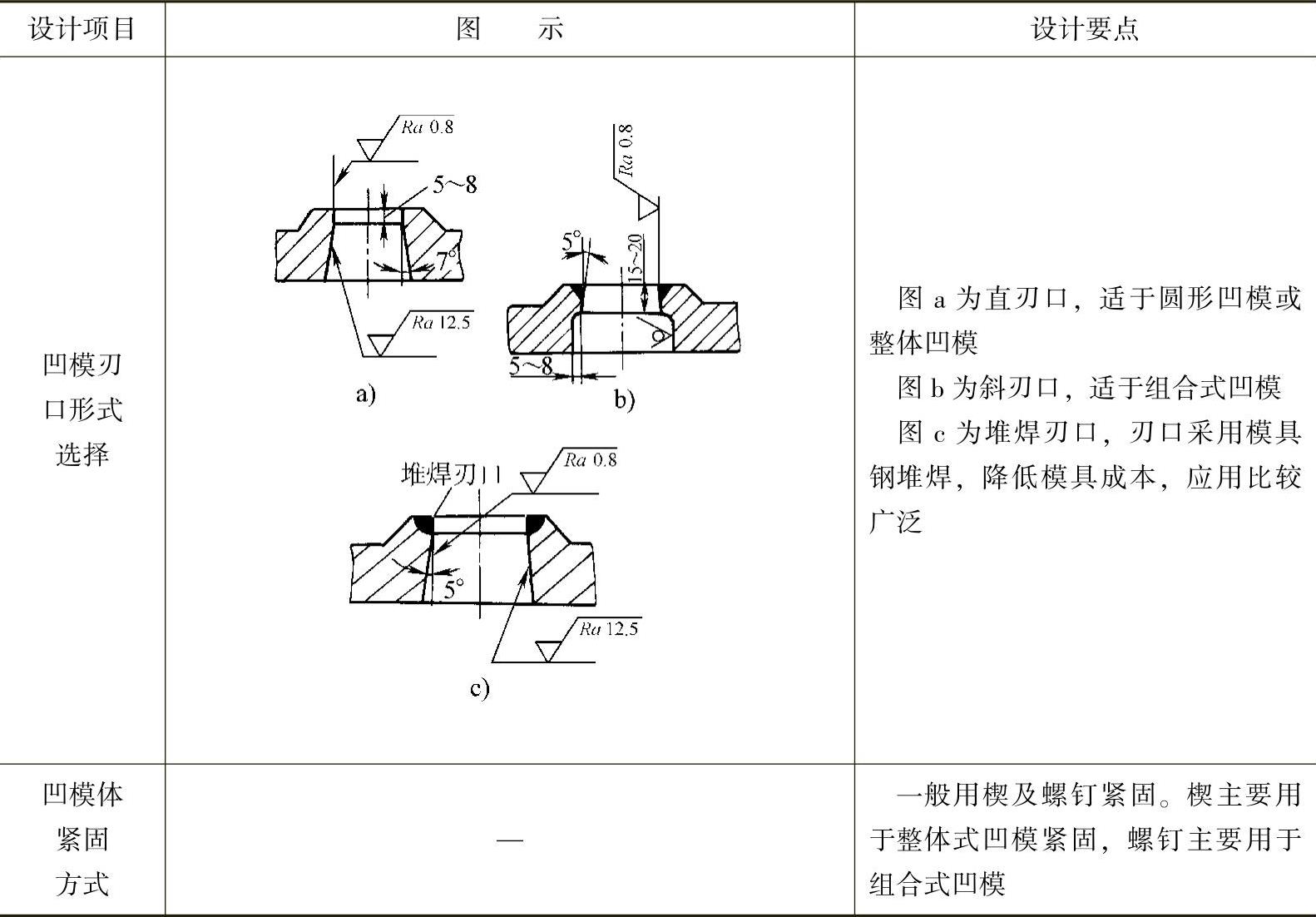
(1)切边凹模
切边凹模设计要点见表3-70。
表3-70 切边凹模设计要点
(续)
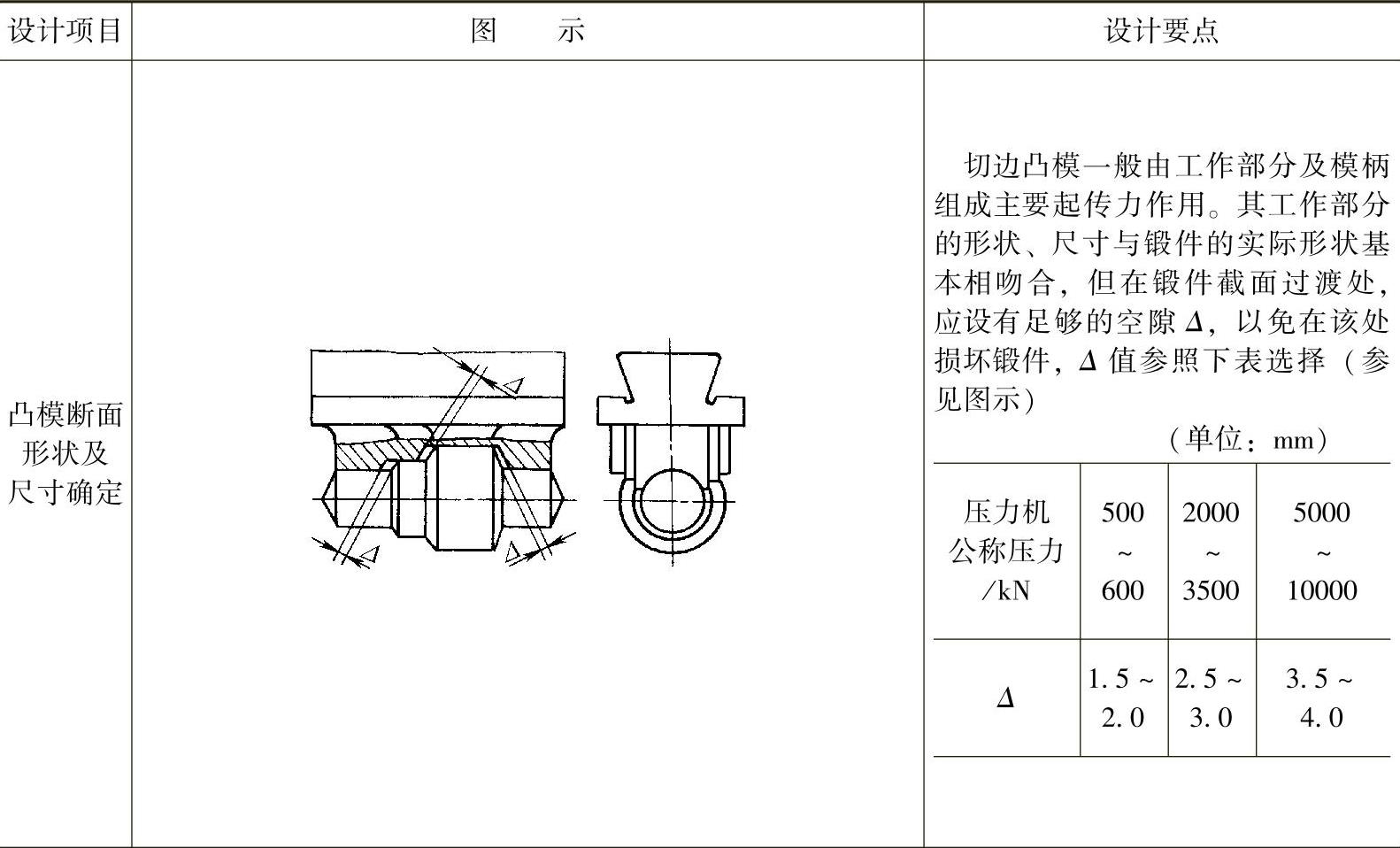
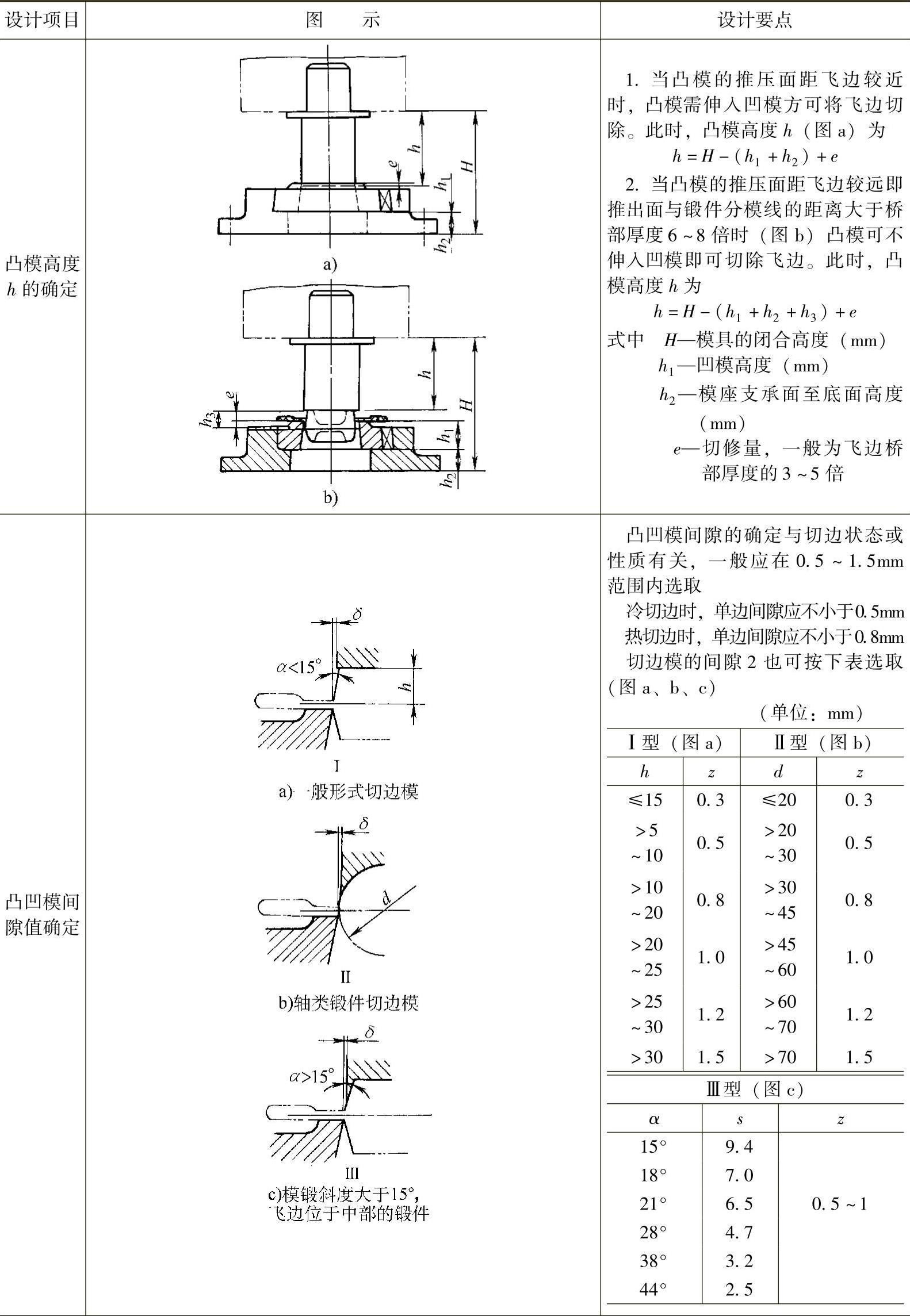
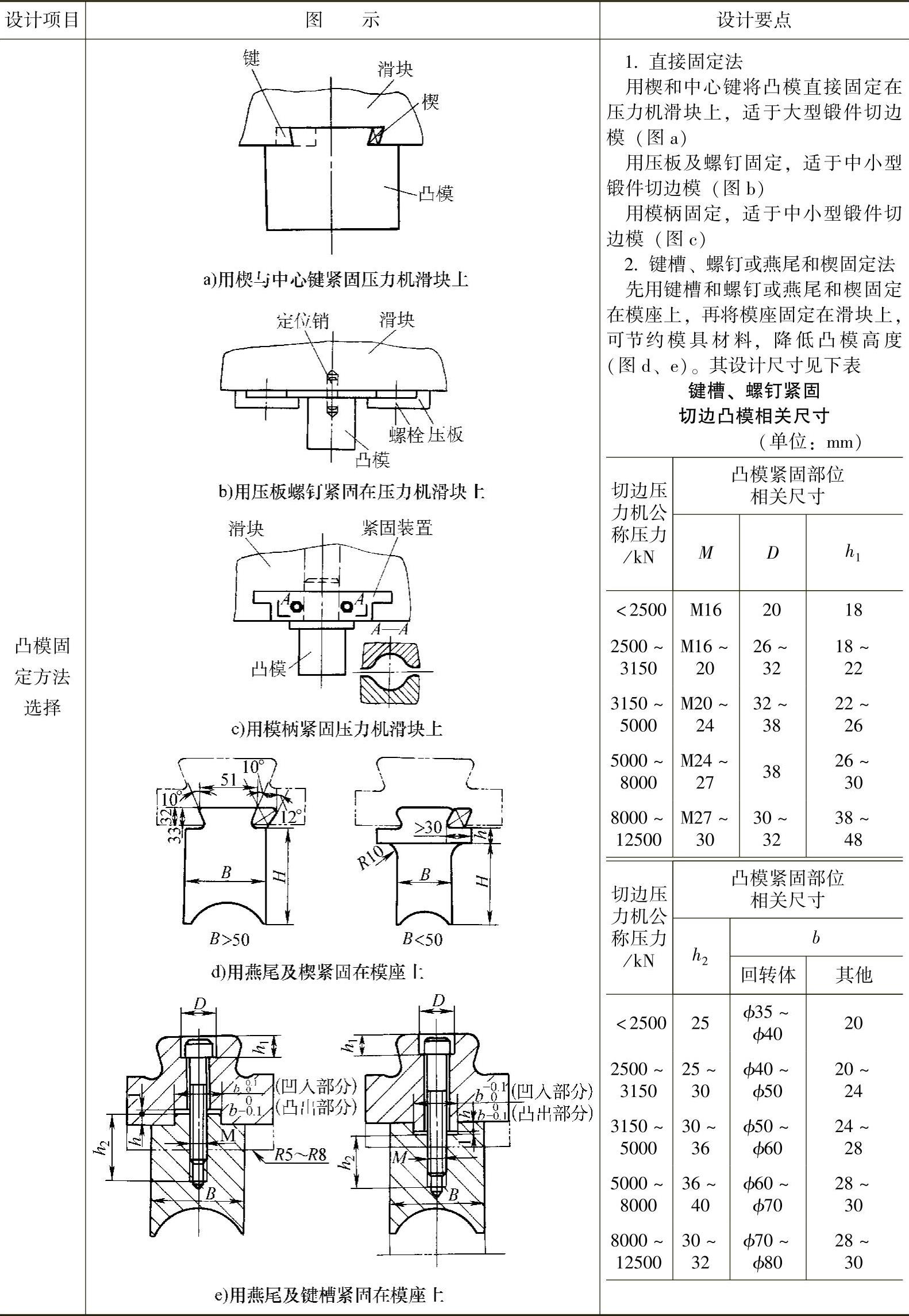
(2)切边凸模
切边凸模设计要点见表3-71。
表3-71 切边凸模设计要点
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
(续)
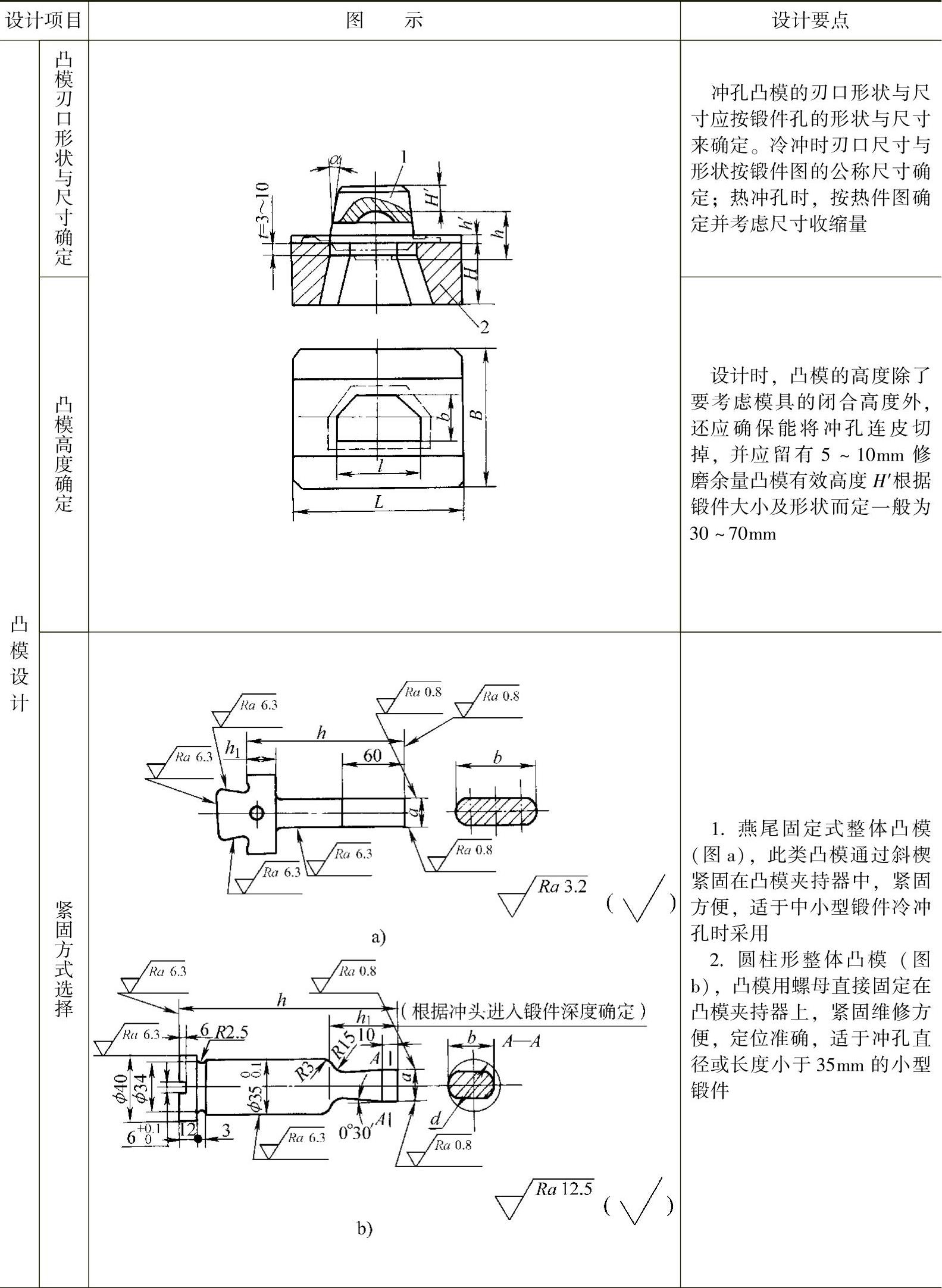
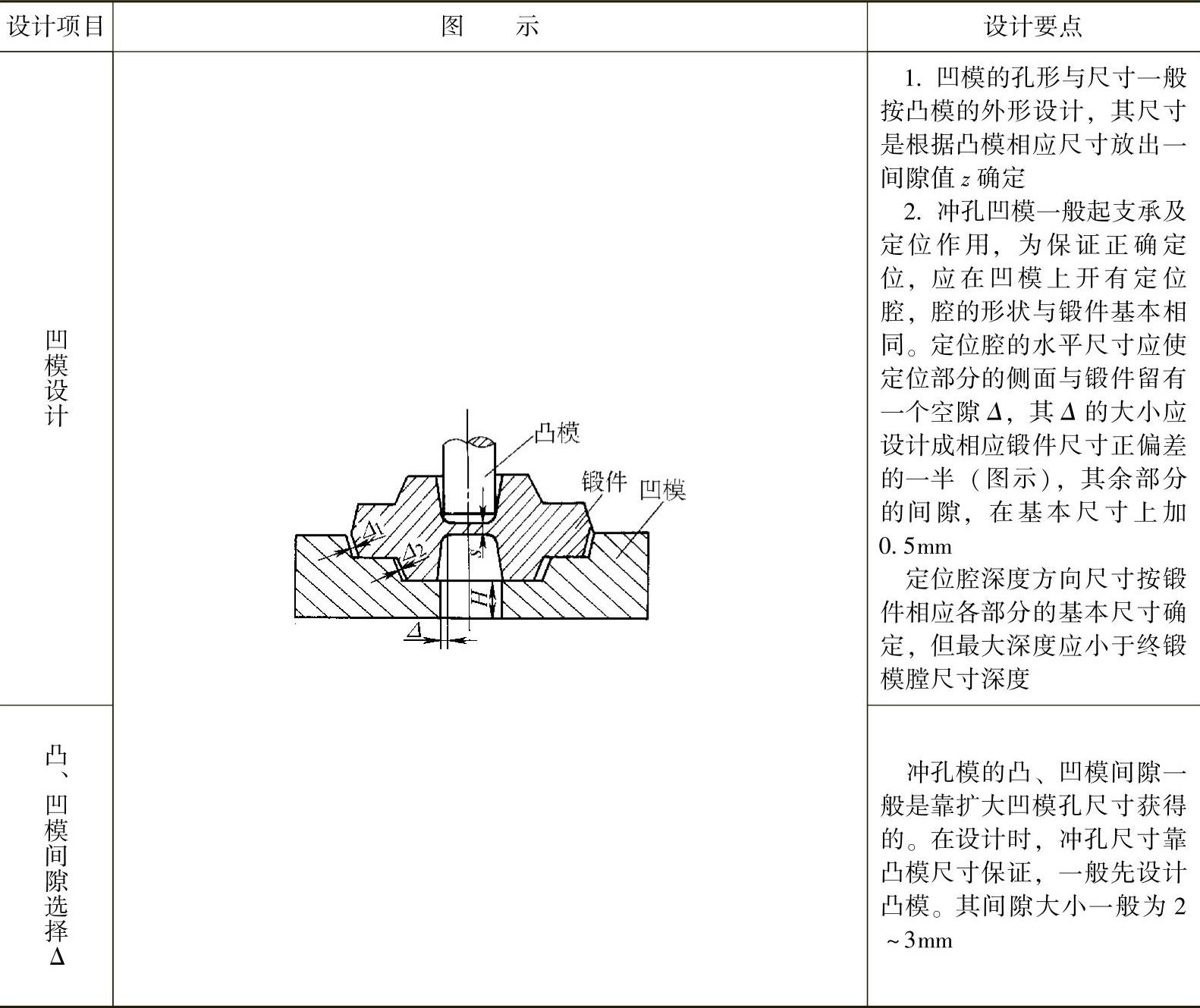
(3)冲孔凸、凹模
冲孔凸、凹模设计要点见表3-72。
表3-72 冲孔凸、凹模设计要点
(续)
3.模具闭合高度的确定
在设计时,模具的闭合高度H应满足下式关系:
Hmin+(15~20)≤H≤Hmax-(15~20)
式中 Hmin——压力机最小闭合高度(mm);
Hmax——压力机最大闭合高度(mm)。
4.模具卸料机构选择
为便于切边或冲孔后卸下飞边,模具应设有弹性或刚性卸料机构,如表图3-69所示的有关模具。
5.导向装置的设置
对于使用批量较大的锻模,为延长模具使用寿命,使上、下模运作平稳,设计模具时都应考虑设置导向装置。在设计时,一般采用导柱导套导向,其配合精度应为H7/h6配合形式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。