



在自由锻造设备上,采用活动模具来成形锻件的工艺方法称为胎模锻造,这种活动模具称为胎模。胎模锻造适用于中小锻件的生产。由于在锻造中,胎模需经常抬动及翻转,故劳动强度较大,因此在胎模设计时应力求使胎模的结构合理、制造简单、操作方便、安全、耐用。
胎模结构比较简单,其设计时主要对其外形尺寸及内部模膛形状和尺寸设计。
1.摔模
摔模又称摔子,主要由上摔、下摔和摔把组成,设有局部或整体的拔长与滚压模膛。其主要用于拔长、滚压毛坯或直接模锻成轴类回转体零件。根据制件要求,主要分圆摔及型摔两种结构。在设计时,其外形尺寸见表3-50、表3-51,口部模膛尺寸见表3-52。
表3-50 圆摔(光摔)外形主要尺寸 (单位:mm)
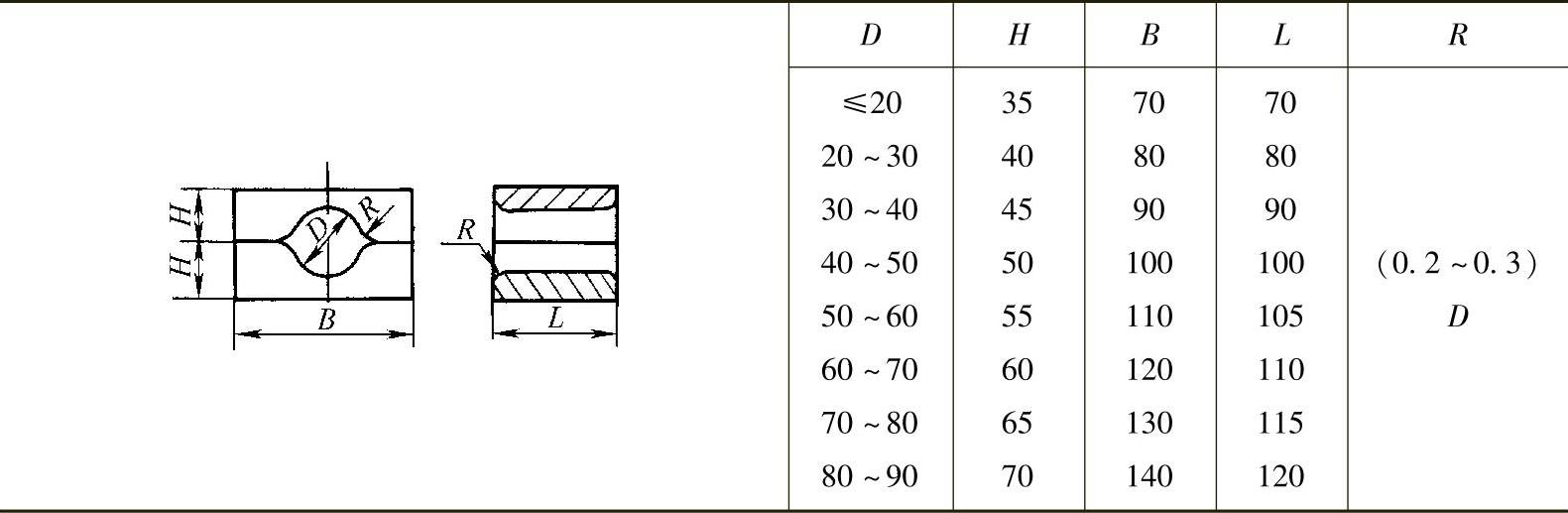
表3-51 型摔外形主要尺寸 (单位:mm)
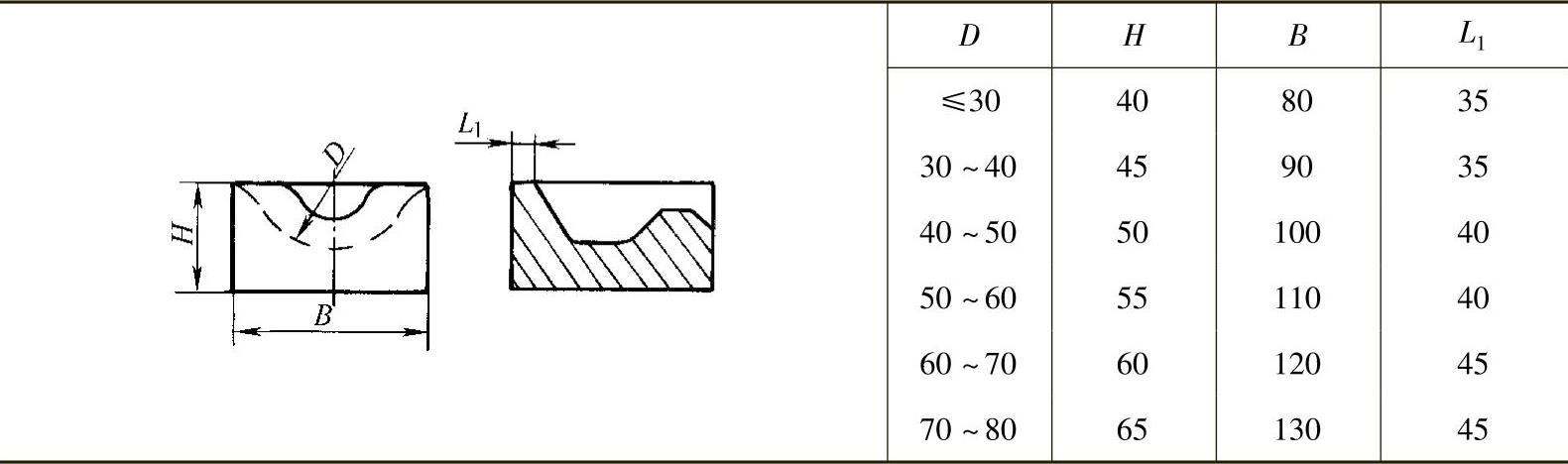
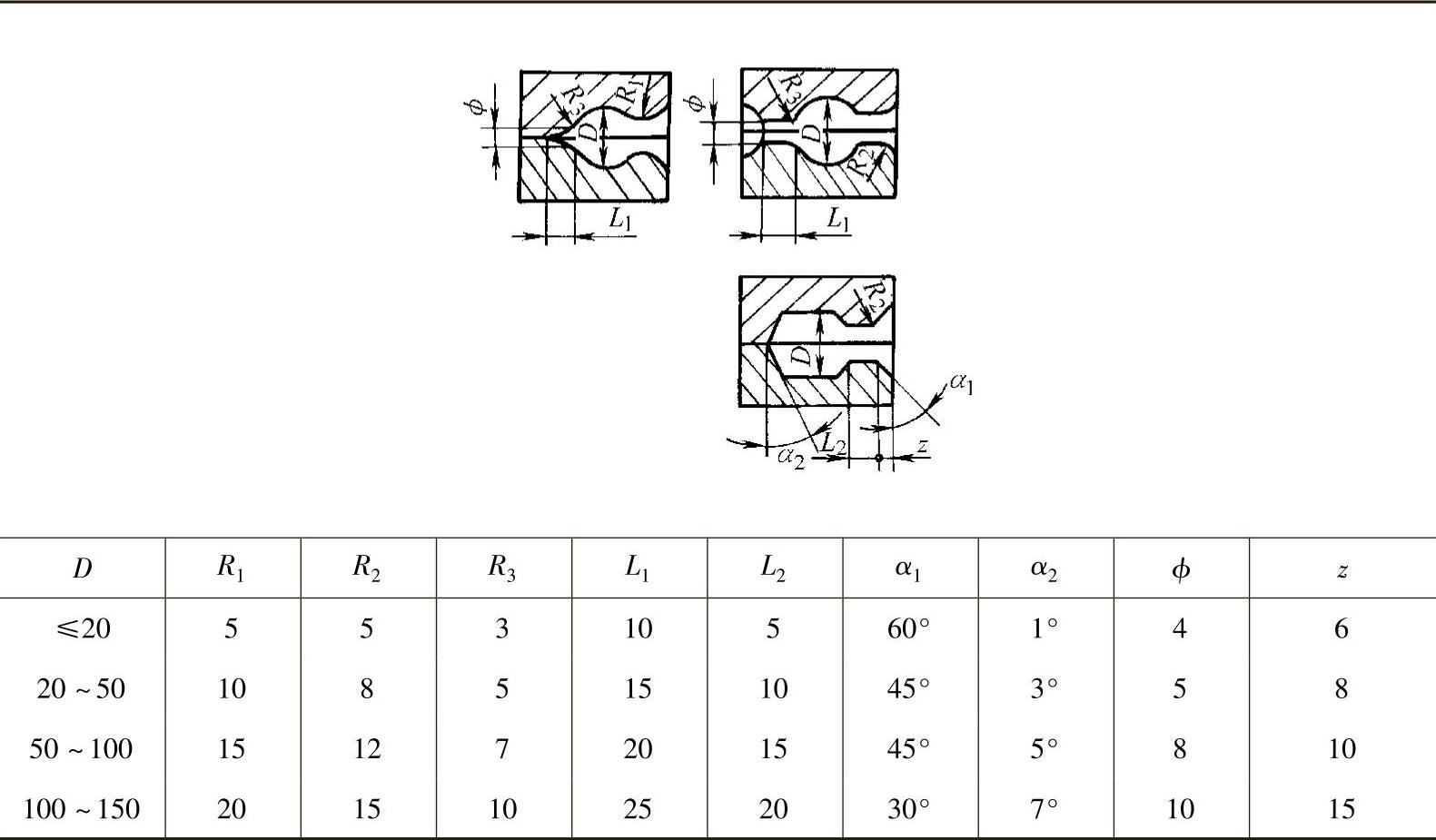
表3-52 型摔的口部尾部及模膛尺寸 (单位:mm)
2.垫模
垫模分通底式垫模、带底垫模等,主要用来对短轴类锻件的制坯和终锻成形,也可以把长轴回转体锻件立起来镦粗。
(1)通底式垫模
通底式垫模只有一个零件,锻件的底面直接支承在锻锤的下砧上,分有飞边和无飞边垫模两种。其外形尺寸选择见表3-53。
表3-53 通底式垫模外形尺寸 (单位:mm)
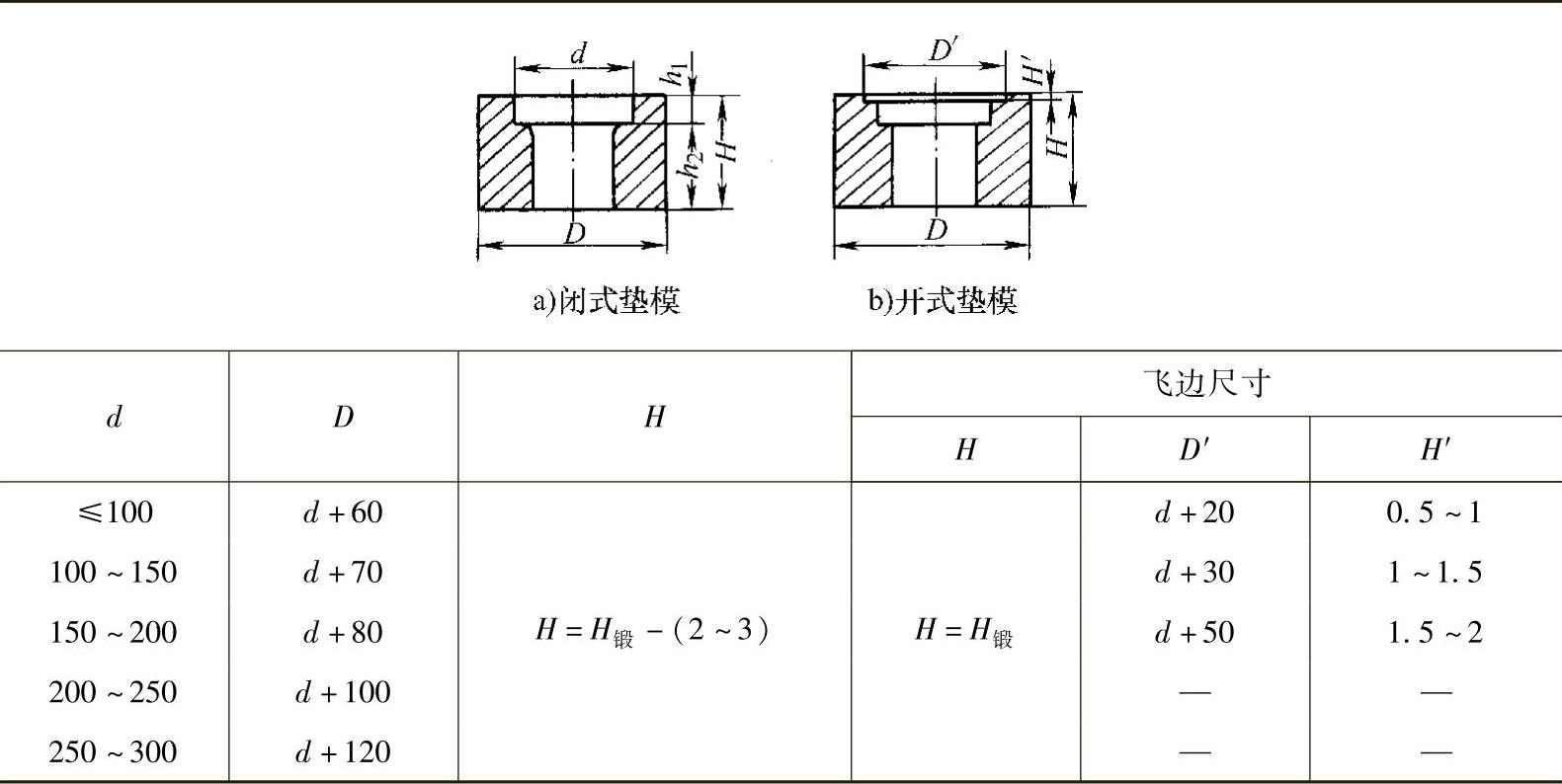
注: H锻为锻件高度。
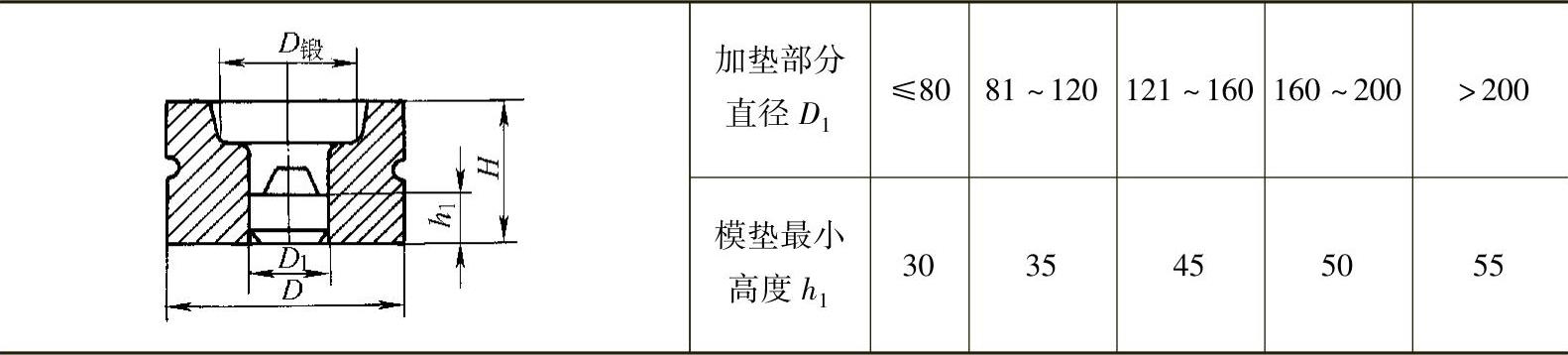
(2)带垫垫模
带垫垫模由模套及模垫组成。其模膛及外形尺寸选取方法与通底式垫模相同(表3-53)。而模垫的高度可按下式确定:
h1=H-H锻+(1~3)
式中 H——垫模高度(mm);
H锻——锻件高度(mm);
h1——模垫最小高度(mm),见表3-54。
表3-54 带垫垫模模垫最小高度h1 (单位:mm)
3.套模
套模由模套、上垫、下垫构成,如表3-55图所示。其主要用于锻造端面具有凹、凸形状的短轴类零件。
表3-55图所示的套模,其模膛是由套筒1内孔及上垫2、下垫3组合而成的闭式锻模结构。其模套的内、外径尺寸见表3-55。
表3-55 套模的外形尺寸 (单位:mm)
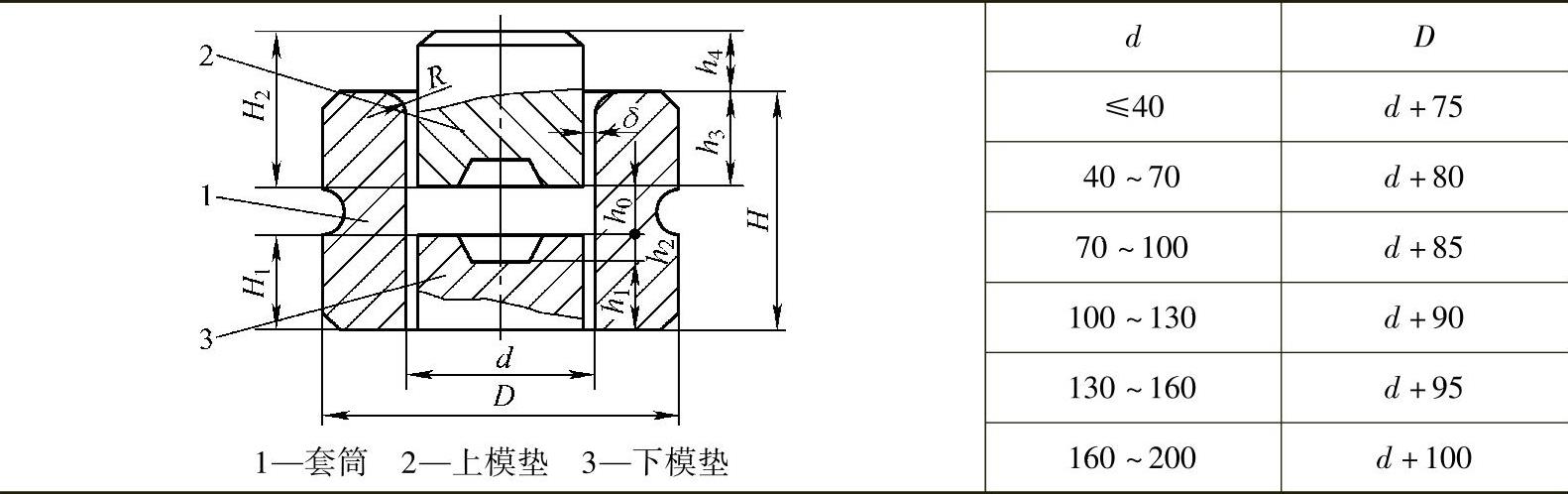
下模垫及上模垫的尺寸可按下式计算:
H2=(1~1.5)d
H1=(0.5~1.0)d
式中 H1——上模垫高度(mm);
H2——下模垫高度(mm);
d——锻件直径,即模套直径尺寸(mm)。(https://www.xing528.com)
在设计时,要注意:
1)套筒的高度H应根据上模垫接触毛坯时进入套筒的长度不小于20mm来确定,以起导向作用。同时,要保证上模垫在打靠后露出套筒部分h4应不小于30mm,以起到保护夹持作用。若不需要夹持时,h4也不应小于10mm,以便于模具的翻修。
2)套筒口斜度一般为1°~3°,或设计成圆角。
3)模套与上、下模垫应设计成H11/h11或者H11/n11配合形式。
4)套筒内腔表面粗糙度Ra﹤1.60μm。
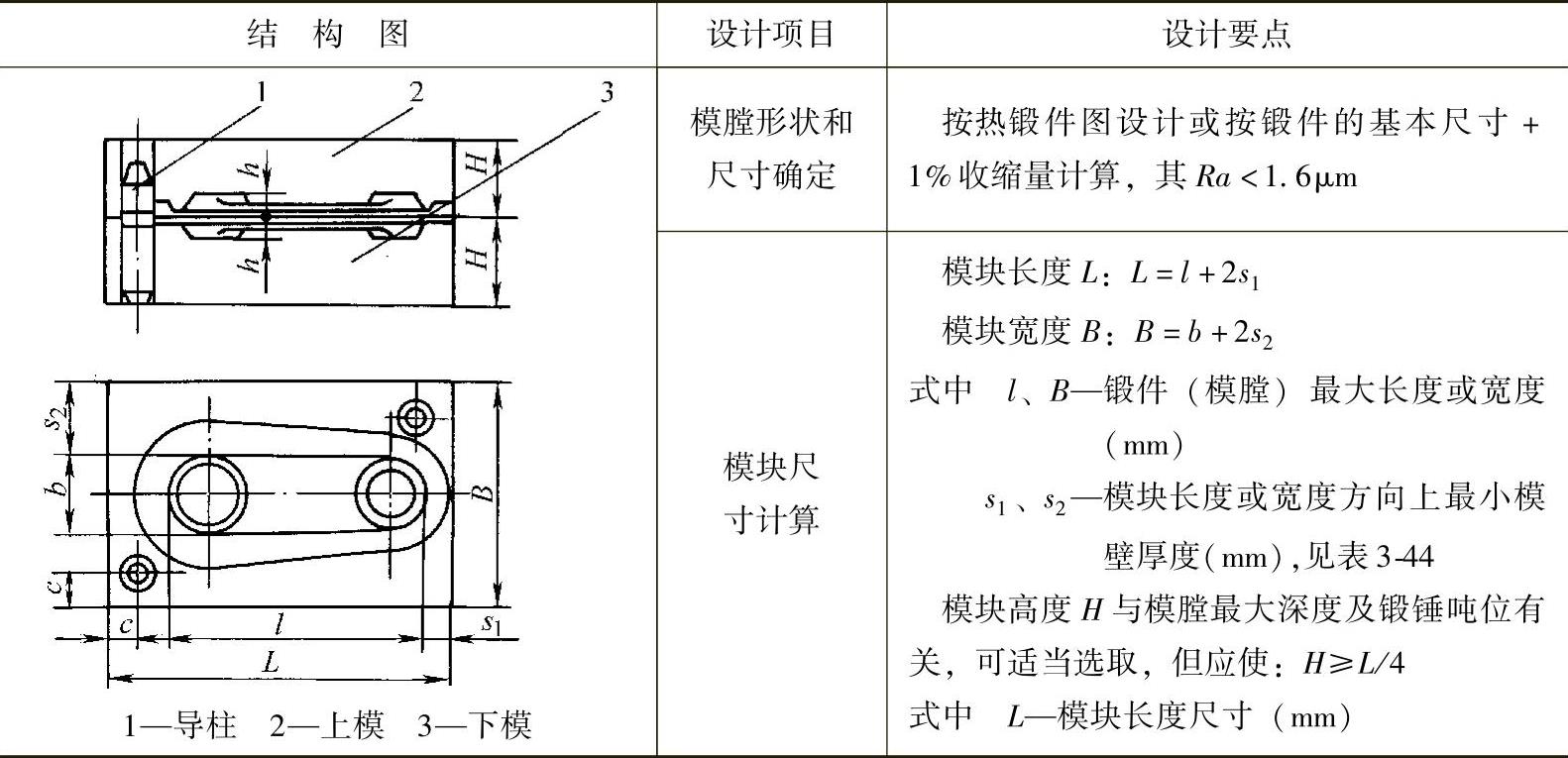
4.合模
合模由上、下模及导向装置组成,见表3-56图,模内设有带横向飞边槽的终锻模膛,有时也可设预锻模膛,主要用于锻造各种形状的锻件。
(1)合模尺寸确定
合模的内、外形尺寸计算见表3-56。
表3-56 合模内外形尺寸确定
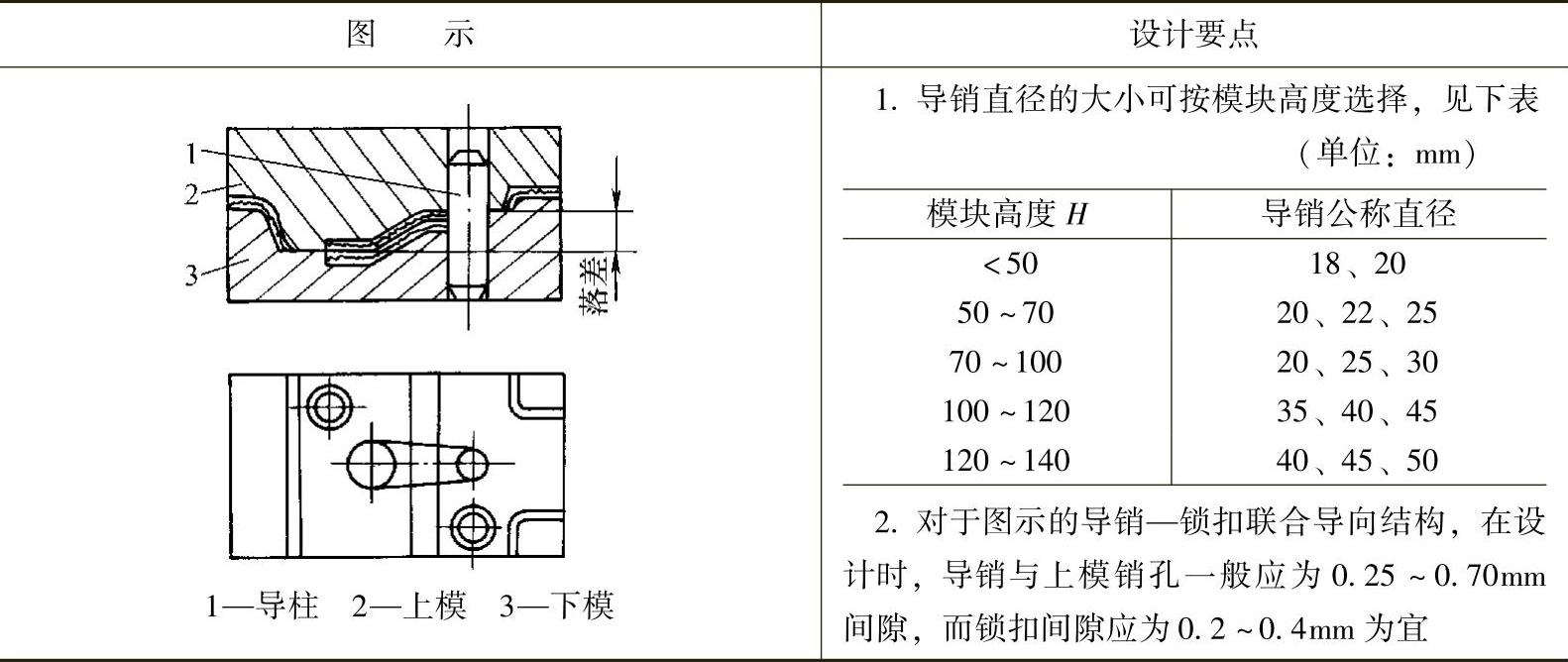
(2)导向机构设置
合模一般由导柱对上、下模进行导向,但对于复杂的制件也可采用导锁和锁扣联合导向,如表图3-57。其导销尺寸选用方法见表3-57。
表3-57 导销直径的选用
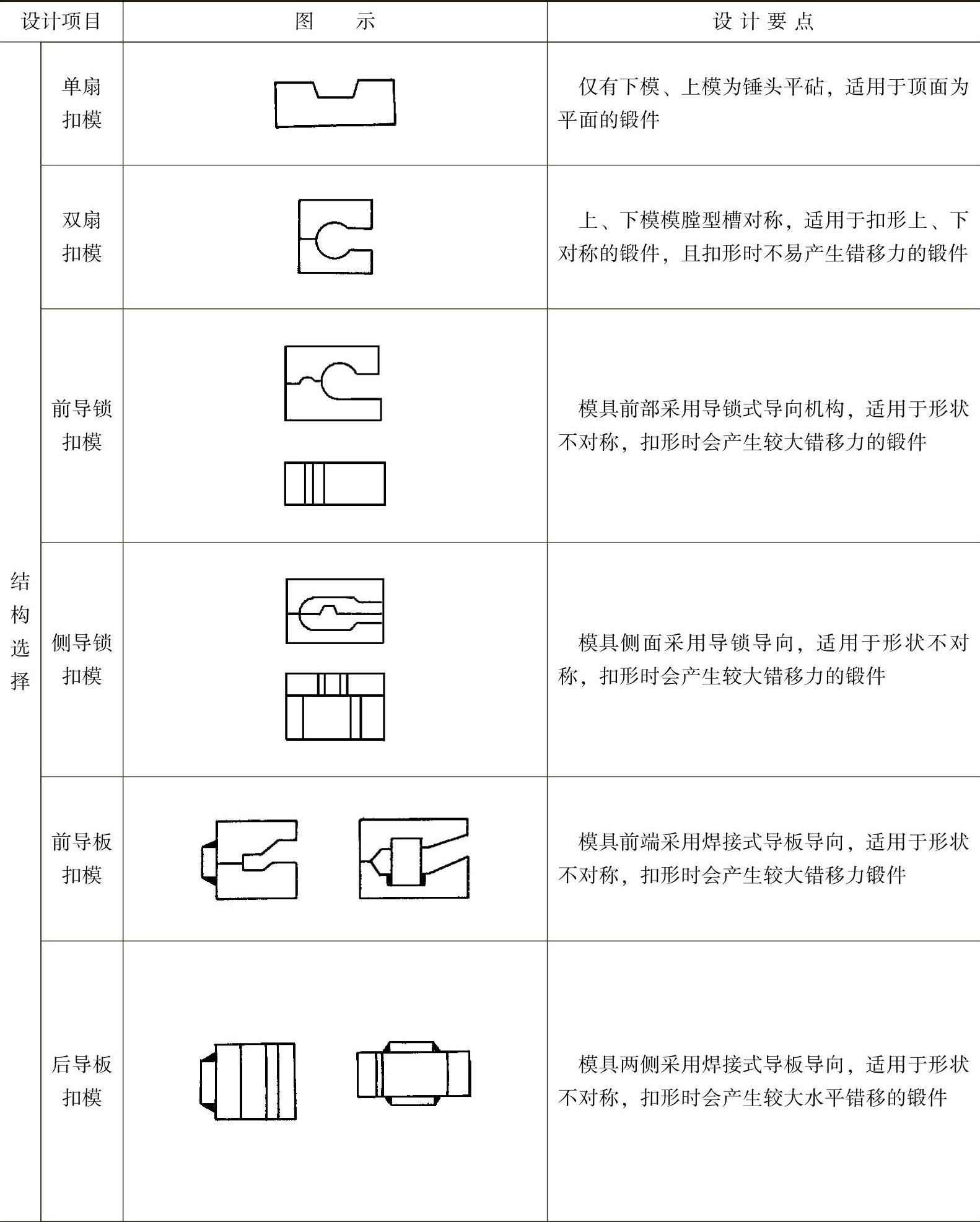
5.扣模
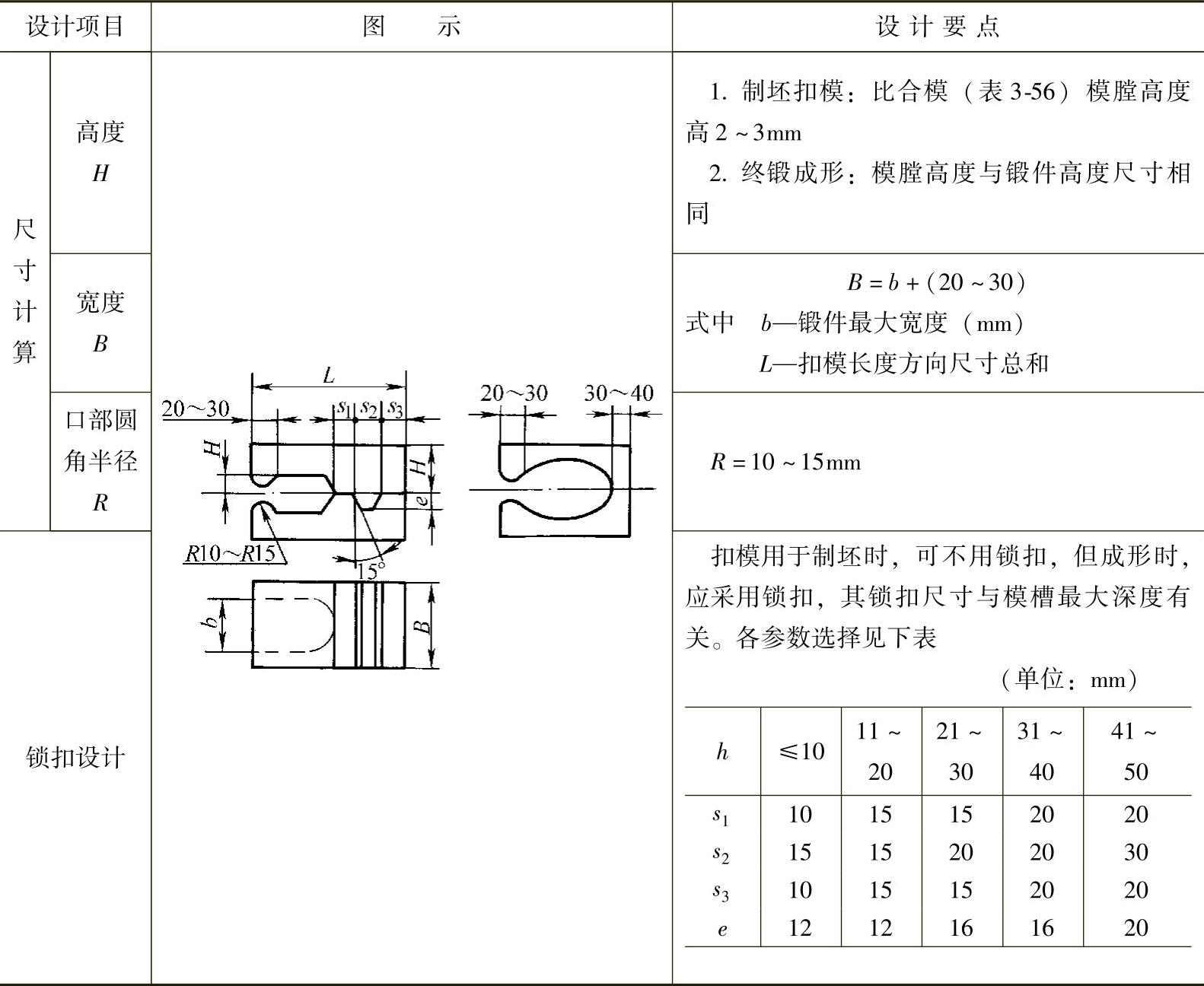
扣模是由上扣、下扣(上扣为锤头)组成的胎模结构。坯料在锻造时,不需翻转,但在每一次扣形后,要翻转90°在平砧上拍平,然后再扣,直到达到所要求的形状为止。其多用于非回转体长轴类锻件沿轴线方向的局部扣形、弯曲制坯或直线成形。其设计要点见表3-58。
表3-58 扣模设计要点
(续)
6.漏模
漏模主要是在锤上用来切边冲孔的胎模。其外形尺寸见表3-59。
表3-59 漏模外形尺寸 (单位:mm)
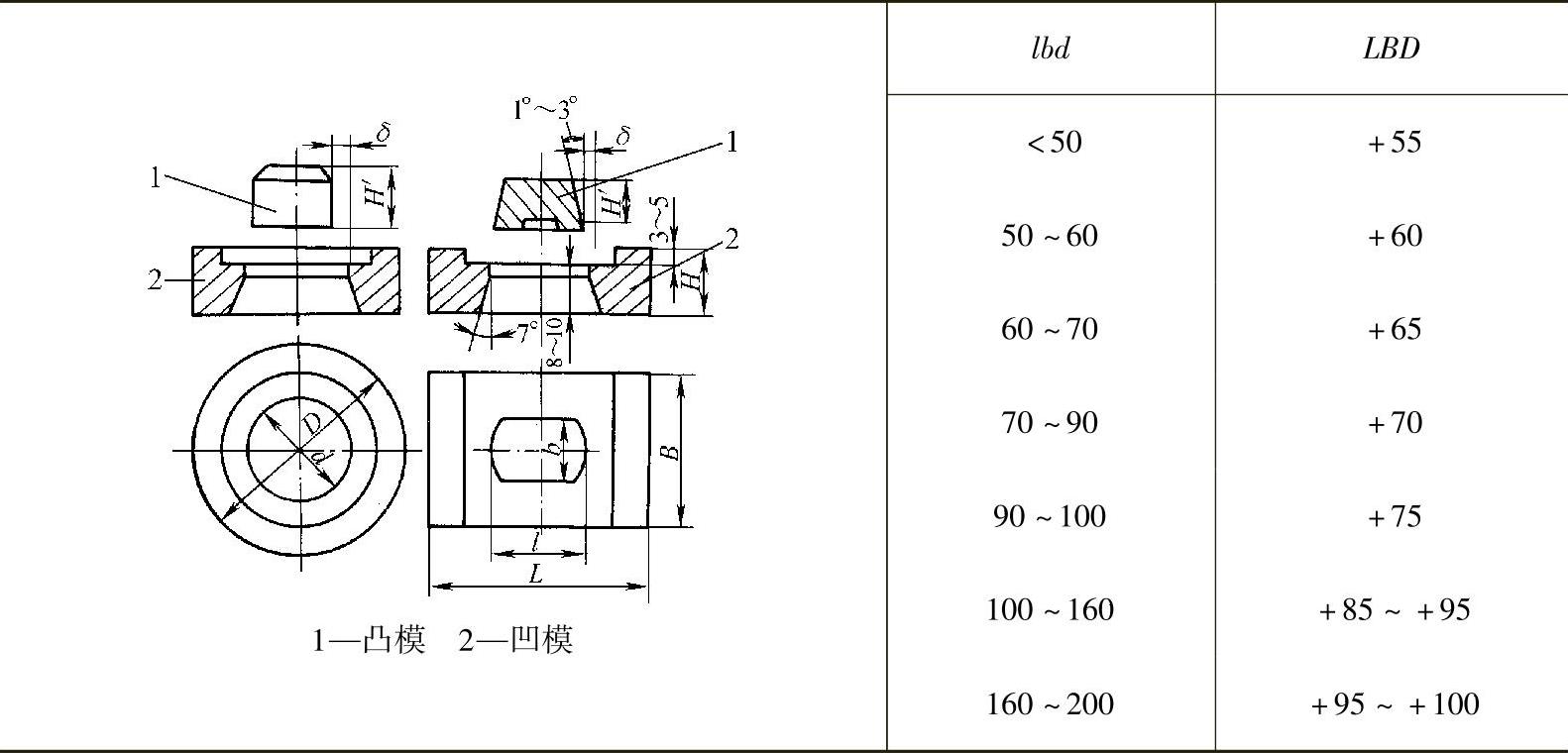
(1)间隙确定
凸模有定位时,凸、凹模间隙为1~1.5mm;凸模无定位时,取2~5mm,且间隙要均匀。
(2)圆形凸模高度H′
圆形凸模高度H′(表5-39)可按下式计算:
H′=(0.5~1.0)d
式中 d——冲孔直径(mm)。
(3)凹模高度H
H=h+(20~32)mm
式中 h——锻件高度(mm)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。